Изобретение относится к машиностроению н может быть использовано в робототизированных технологических комплексах.
Цель изобретения - расширение функциональных возможностей за счет измерения внутренних и наружгалх размеров захватываемых деталей.
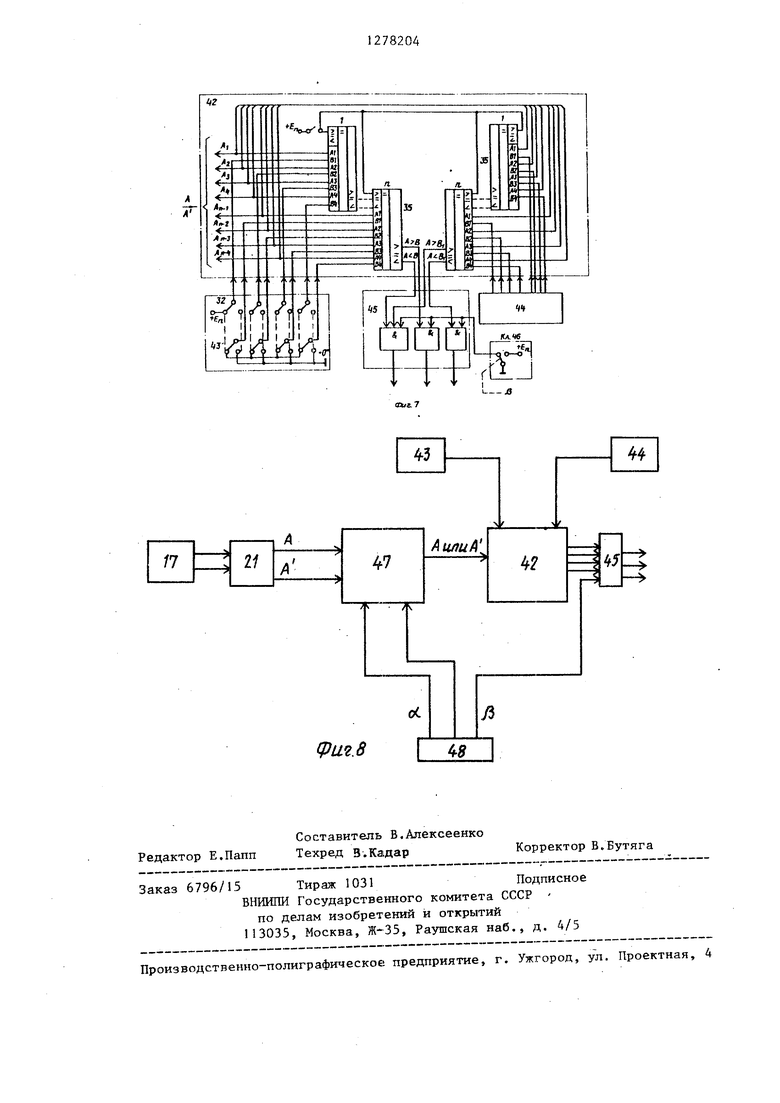
На фиг. изображен измерительный охват промьшшенного робота, оснащенный датчиком размера детали; на фиг.2 разрез А-А на фиг.1; на фиг.3 - кон- структивное вьшолнение измерительного диска датчика; на фиг.4 - функциональная схема датчика размера деталей и ее соединение с функциональной схемой блока определения направления движения губок схвата; на фиг.5 - временная диаграмма работы блока определения направления движения губок схвата; на фиг.6 - функциональная схема блока измерения и индикации; на фиг.7 - функциональная схема блока сравнения, блоков записи и хранение номинального размера детали с учетом верхнего и нижнего отклонения и блока логики; на фиг.8 - блок-схема предлагаемого аналого-цифрового измерительного устройства.
Измерительный схват состоит из основания , звеньев 2 привода, сменной губки 3, неподвюкной губки 4, планки 5, установленной на основании схвата, датчика 6 размера деталей, вьшолненного в виде кругового аналого-цифрового преобразователя механического перемещения губок схвата в цифровой код, разрезной шестерни 7, установленной на выходном валу датчика, пружин 8 для выборки люфта при зацеплении с рейкой, зубчатой рейки 9, жестко связанной с одной из губок схвата, скобы 1.0 для крепления датчика на планке 5, измерительного диска 11 датчика, измеряемой датели 12, цифровой схемы 13 измерения, связанной с выходом датчика (пунктиром показано перемещение губок схвата при измерении, а также возможные связи цифровой схемы 13 измерения с системой 14 управления роботом).
На фиг.З представлен измеритель- ный диск датчика. На прозрачном диске нанесена счетная шкала 15, чередующаяся прозрачньп и и непрозрачными участками. На второй дорожке 16 нанесена вспомогательная шкала, иден
тичная первой, но сдвинутая на половину элемента шкалы.
Работа датчика 17 размера деталей (фиг.4) основана на модуляции светового потока, который создается све- тодиодами 18, направленного через диск П на фотоприемники 19 и 20. Диск 1 1 укреплен на вапу,. угловое перемещение которого кодируется. Когда перед фотоприемником 19 или 20 находится прозрачный участок, на его выходе имеется сигнал высокого уровня 1, а если непрозрачный, то
низкий
- О,
Сигналы с выходов фотоприемников поступают в блок 21 определения направления движения губок схвата, в котором усиливаются усилителями 22 и 23 и формируются в пр ямо- угольные импульсы триггерами 24 и 25. Дифференцирующая цепочка 26 формирует импульсы по переднему фронту триггера 24, а дифференцирующая цепочка 27 - по заднему. Логические элементы 28 и 29 управляются положительным перепадом напряжения ют триггера 25 (разрешающий потенциал). При движении диска по часовой стрелке при данной конфигурации диска последовательность импульсов фотоприемника 19 опережает по фазе
последовательность импульсов фотоприемника 20, контролирующего вспомогательную дорожку диска 11 датчика (фиг.З). При этом импульсы дифференцирующей цепочки 26 совпадают по времени с положител7зными перепадами сигналов триггера 25 (фиг.5) и проходят через логический элемент 28 в блок измерения и индикации по каналу а ,
который измеряет внутренний размер захватываемой детали. Когда же диск датчика двигается против часовой стрелки, последовательность импульсов на выходе фотоприемника 19 отстает по фазе от последовательности импульсов фотоприемника 20 (фиг.5), следовательно импульсы с дифференцирующей цепочки 27 совпадают с разрешающими импульсами триггера 25 и проходят через логический элемент 29 в блок измерения и индикации по каналу , который Измеряет наружный размер захватываемой детали.
55
Измерение и индикация осуществляется по двум каналам измерения а и S (фиг.6). В зависимости от направления движения губок схвата при измерении импульсы с блока 21 поступают на вход двоично-десятичного реверсивного четырехразрядного счетчика 30. Количество счетчиков в каждом канале определяется требуемой точностью измерения. Ввиду того, что канал О- блока измерения и индикации производи.т измерение- внутреннего размера детали, когда губки схвата сжаты, в этот канал перед началом измерения необходимо занести число, равное двойной толщине губок схвата, т.е. 2h (фиг.1), и счетчики этого канала должны работать в -режиме суммирования информации, получаемой от датчика размера дёт.алей. Второй канал блока производит измерение наружных размеров детали, следовательно в счетчики этого канала перед началом измерения необходимо занести число, равное максимальному ходу гу S
бок S или --- при измерении с неподвижной губкой 4, и счетчики этого канала работают в режиме вычитания информации, получаемой от датчика.
Режим работы счетчиков в каждом канале устанавливается с помощью блока 31 задания режима, состоящего из ключей 32. Занесение предварительной информации в каждом канале осуществляется с помощью блока 33 предварительной установки информации, также состоящего из ключей, а запись этой информации в счетчики обоих каналов осуществляется с помощью управляемого ключа 34. Выходы счетчиков обоих каналов подключены соответственно к блокам 35 и 36 индикации, которые состоят из дешифраторов 37 и цифрЪ- вых индикаторов 38, а также на управляемый двухканальный цифров ой коммутатор 39, который предназначен для коммутации одного из двух чисел А или А . ,0н управляется с помощью ключа 40 и инвертора 41.
Блок 42 сравнения-предназначен дпя сравнения п-р азрядного числа А или А , поступающего с выхода блока измерения и индикации с п-разрядны- ми числами В и В,, которые хранятся соответственно в блоках 43 и 44 записи и хранения предельных размеров детали (фиг. 7), и которое вводитс я в блок 42 оператором при наборе этих чисел с помощью ключей 32. Число В в блоке 43 равно номинальному размеру измеряемой детали плюс допускаемое верхнее отклонение этого размера, т.е.
В Ад + CS.
(1)
5 Число В| в блоке 44-равно номинальному размеру измеряемой детали минус допускаемое нижнее отклонение этого размера, т.е.
В, А - ei. (2)
Результат сравнения числа А или А с числом В и В, вводится в блок 45 логики, вход которого подключен к управляемому ключу 46.
На блок-схеме аналого-цифрового измерительного устройств.а (фиг.8) показаны в виде блоков аналого-цифровой преобразователь механического перемещения губок схвата в цифровой
код, блок 2 для определения направления движения губок схвата, блок 47 измерения и индикации, блок 42 сравнения, блок 43 записи и хранения номинального размера детали с учетом верхнего отклонения, блок 44 записи и хранения номинального размера детали с учетом его нижнего отклонения, блок 45 логики и блок 48 управления, в которьш входят управляющие ключи
34, 40 (фиг.6) и ключ 46 (фиг.7).
При измерении двумя подвижными губками 3 (фиг.1) перемещение второй губки схвата, не связанной с датчи- ком размера детали, учитывается пере даточным отношением реечной передачи, которое берется равным i 1/2.
В зависимости от технологических требований, предъявляемых при непрерывном измерении размеров деталей, которые закреплены на каком-либо технологическом оборудовании, за базу измерения может быть принята неподвижная губка 4 схвата, которая устанавливается на схвате и жестко крепится к планке 5 вместо сменной подвижной губки 3 (фиг.1). В этом случае диапазон измерения схвата уменьшается в два раза, так как учитывается перемещение одной губки, но по- вьшгается точность измерения благодаря исключению погрещности, которая имеется за счет люфтов в шарниршох соединениях губки, кроме того, повышается удобство измерения деталей, которые закреплены на каком-либо технологическом оборудовании. Такая конструкция схвата делает его более
универсальным измерительным средством.
Измерительный схват промышленного робота работает следующим образом.
Перед началом измерений в зависимости от технологических требований: диапазона измерения размеров, захватываемых деталей, какой размер необходимо измерить (внутренний или наружный) , номинальный размер детали с учетом его верхнего и нижнего отклонения - оператор устанавливает соответствующий режим измерения. В блоке 47 Измерения и индикации с помощью ключей 32, которые находятся в блоках 33 предварительной установки информации и блоках 31 задания режима работы счетчиков (фиг. 6), з станав- ливается предварительная информация по каждому из каналов-измерения т.е. в первом канале этого блока устанавливается число, равное двойной толщине губок схвата 2h, и счетчики работают в режиме суммирования этого чирла, а во втором канале этого блока устанавливается число, равное или максимальному рабочему ходу губок схвата S при измерении двумя подвижными губками, И.ПИ число, равное полоS
вине этого хода, т.е. --- при измерении одной подвижной губкой, соответственно меняется и передаточное отношение реечной передачи, в этом случае оно будет равно . Ключ 40 устанавливается в одно из двух положений для того5 чтобы на управляющие входы V, V (фиг.6) цифрового коммутатора 39 через инвертор 41 подать соответствующие коды 0,1 или 1, О и в зависимости от установленных кодов коммутатор пропускает в блок 42 сравнения (фиг.7) одно из двух чисел, соответствующих внутреннему или наружному размеру детали. В блоке 43 записи и хранения номинального размера детали с учетом верхнего отклонения с помощью ключей 32 набирается число В, а в блоке 44- ,число В( .
После установления режима измерения в зависимости от указанных технологических, требований, предъявляемых к объекту измерения, измерительный схват согласно программе, введенной в систему 14 управления робота (фиг.1) выходит на исходную позицию для измерения. Губ10
782046
ки схвата соответственно сжаты или разжаты, что соответствует измерению внутренних или наружных размеров детали, при этом зубчатая рейка 9 за- - нимает соответственно одно из двух крайних положений. Оператор с помо- шью ключа 34 (фиг,6) подает команду на ввод в счетчики 30 обоих каналов измерения предварительно установленную информацию в блоках 33, а также устанавливает разрешение на прием внешней информации. Установка 1 на входах V счетчиков 30 разрешает ввод предварительно установленной информации, а установка О на этих входах разрешает прием текущей информации. Управление ключами 34 можно осуществить и от системы 4 управления робота по каналу об (фиг. i) . После этого на цифровых индикаторах 38 высвечивается результат предварительно введенной информации. В- процессе измерения губки схвата или одна из них двигаются в одну или другую сторону, а соответственно и измерительньй диск 11 на валу датчика размера деталей, связанный через реечную передачу с одной из губок схвата, начинает вращаться в ту или другую сторону. В блок 47 измерения и индикации поступают импульсы по каналу а , либо по каналу &, а счетчики соответствующего канаша производят измерение до момента захвата губками 35 схвата измеряемой детали 12..Измерен; 0
30
ный размер детали, равный числу А или А , через двухканальный цифровой коммутатор 39 вводится в блок 42 сравнения, где сравнивается с числами В и В,5 введенными в блок сравнения из блоков 43 и 44. Результат измеренного размера детали индицируется на соответств ующих блоках 35 или 36 индика1дии, а результат сравнения
измеренного размера детали с номинальным с учетом допускаемого верхнего и нижнего отклонения вводится на вход блока 45 логики. Если измеренный размер детали удовлетворяет услоВИЮ.
В|, А В или В| А В,
то на первом выходе блока 45 логики имеется 1, а на остальных выходах О. Это значит, что измеренный размер детали входит в поле допуска. Если в результате срайнения на первом
I г г и
зыходе блока логики имеется
О
то
это значит, что размер измеренной детали выходит из поля допуска. Если появляется 1 на втором выходе блока логики, то это значит, что измеренный размер детали превышает грани- цу верхнего поля допуска, т.е.
А В или А . В.
Если пЬ является 1 на третьем выходе блока логики, то это значит, что из- меренный размер детали А или А ниже границы нижнего поля допуска, т.е.
А В или А : В.
После сравнения введенных чисел в блок логики поступает команда о выводе результата сравнения. Эта команда поступает от ключа 46 (фиг.7) или может быть организована от системы I4 управления робота по каналу р.
Промьшшенный робот, в зависимости от введенных результатов измерений в его систему управления, принимает различные решения, например Включить станок, Выключить, Изменить .подачу режущего инструмента в направлении измеряемого размера и т.д., т.е. робот без участия оператора мо- жет автоматически управлять режимами обработки в процессе обработки этой детали на основании информации, полученной от аналого-цифрового измерительного устройства после измерения того или иного размера обрабатываемой детали.
Формула изобретения
Измерительный схват промьшшенного робота, содержащий основание, губки схвата, планку, установленную на его основании, и датчик размера деталей, отличающийся тем, что, с целью расширения функциональных возможностей за счет измерения внут
ренних и наружных размеров захваты- Baei- brx деталей, в качестве датчика размера деталей используют круговой аналого-цифровой преобразователь механического перемещения в цифровой код, который закреплен на планке, а выходной вал его посредством безлюф- товой реечной передачи жестко связан с подвижной губкой схвата, при этом к датчику последовательно подсоединены введенные в устройство блок определения направления движения губок схвата, блок измерения и индикации и блок сравнения, второй и третий вход которого соединены соответственно с введенными в устройство.двумя блоками записи и хранения предельных размеров детали, причем блок измерения и индикации состоит из двух каналов измерения, в каждый из которых последовательно включены двоично-десятичные реверсивные счетчики, информационные входы которых соединены с блоками предварительной установки информации, а управляющие входы - с блоками задания режима работы и пер- вьм управляющим ключом, предназначенным для управления записью информации из вьшеупомянутых блоков предварительной информации в счетчике, выходы счетчиков параллельно соединены с входом управляемого двухка- нального коммутатора и входами дешифраторов, выходы которых подключены к блокам индикации, при этом первый канал предназначен для измерения внутренних размеров деталей и суммирования измеряемого размера с двойной толщиной губок схвата, а второй для измерения наружных размеров деталей и вычитания сигнала из максимального развода губок двойного хода, причем первьй управляющий вход коммутатора соединен с вторым управляющим ключом, а второй вход соединен с ним через инвертор.
риг.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Измерительный схват промышленного робота | 1988 |
|
SU1604604A1 |
| Сортирующее устройство | 1984 |
|
SU1245357A1 |
| Измерительный схват промышленного робота | 1988 |
|
SU1634489A1 |
| Схват очувствленного манипулятора | 1984 |
|
SU1252168A1 |
| Схват манипулятора | 1980 |
|
SU905064A1 |
| Система внешней информации робототехнического комплекса холодной листовой штамповки | 1980 |
|
SU903107A1 |
| ПРИВОД СХВАТА МАНИПУЛЯТОРА | 2008 |
|
RU2378102C2 |
| Схват робота | 1984 |
|
SU1253771A1 |
| Очувствленный схват робота | 1986 |
|
SU1366392A1 |
| Устройство для измерения распределения аэрозольных частиц по размерам | 1981 |
|
SU958915A1 |


Изобретение относится к области машиностроения и может быть исполь- i зовано вробототизированных технологических комплексах. Цель изобретенияавтоматизация измерений внутренних и наружных размеров захватываемых деталей с одновременным обеспечением возможности активного контроля в процессе их обработки на станке, то есть создание универсальной измерительной системы, способной автоматически производить прямые измерения внутренних и наружных размеров. Схват промыпшенного робота оснащен аналого-цифровым датчиком перемещения его губок и цифровой схемой определения направления перемещения губок, схемой измерения величины перемещения с учетом толщины губок схвата. 8 ил.
A-A
/ Ж
ч.л
.If
Vi|S
.
{puz.2
Фиг.З
/
,7
22
28
a
1 23 .25
ЬШ
23
Фиг. 5
CpLL4.8
Редактор Е.Папп
Составитель В.Алексеенко Техред З.Кадар
6796/15 Тираж 1031
ВНИИПИ Государственного комитета CLLi
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. V5
Подписное
Производственно
-полиграфическое предприятие, г. Ужгород, ул. Проектная,
Корректор В.Бутяга
Подписное
| Схват промышленного робота | 1979 |
|
SU810477A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
