Изобретение относится к устройствам для обработки поверхностей форм для предотвращения прилипания, а именно к устройствам для чистки и смазки плоских вертикальных и горизонтальных поверхностей форм, и мо- жет быть использовано в строительстве для обработки поверхностей металлических форм при производстве объемных железобетонных изделий.
Цель изобретения - повышение произво- дительности путем одновременной чистки и смазки горизонтальных и вертикальных поверхностей форм и расширение технологических возможностей путем обработки поверхностей форм для изготовления объемных изделий.
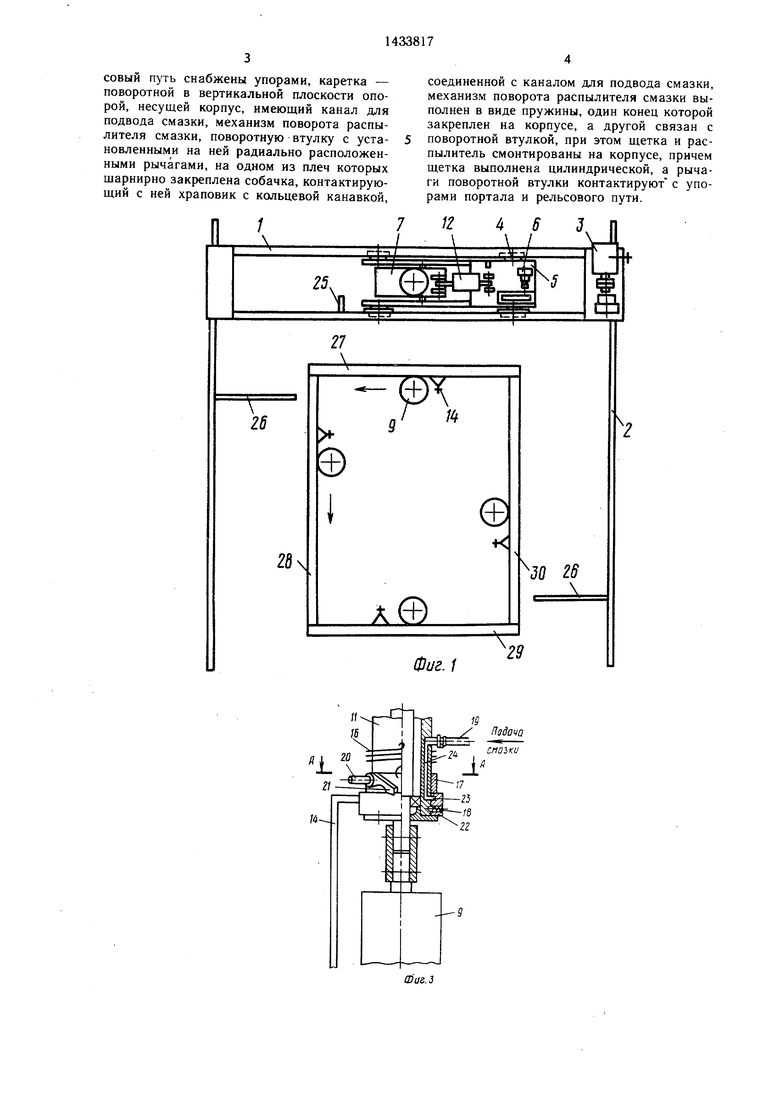
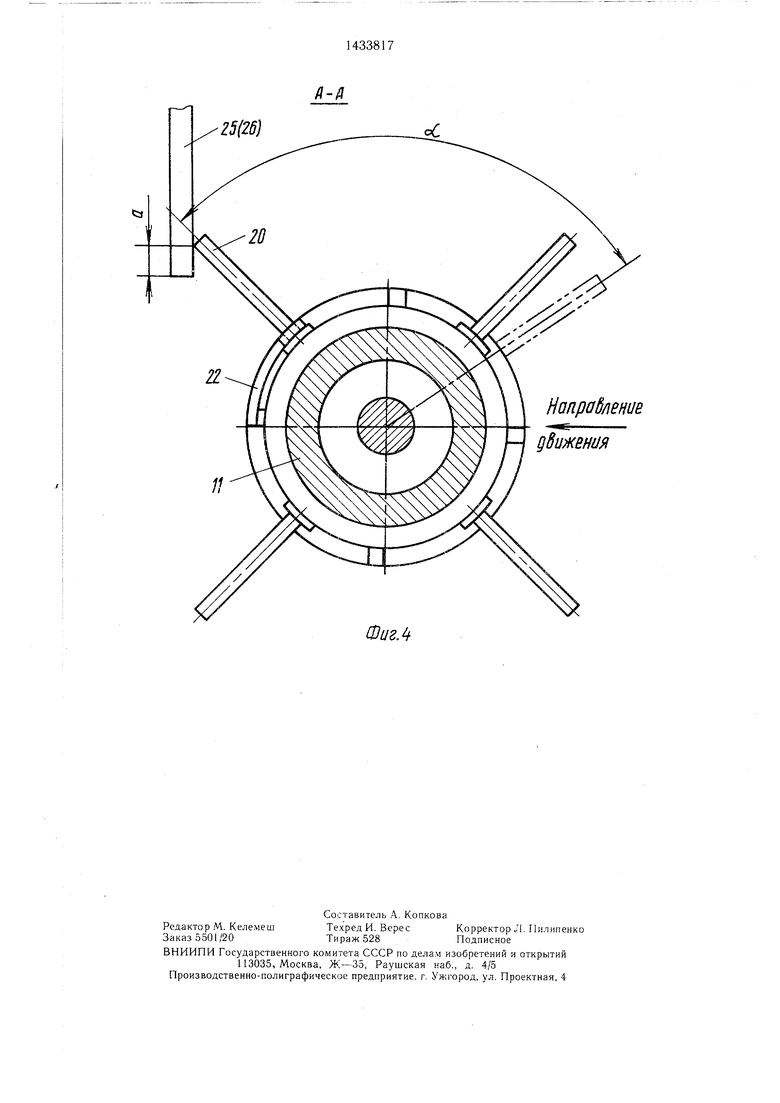
На фиг. 1 показано устройство,для чистки и смазки поверхностей форм, вид сверху; на фиг. 2 - то же, вид спереди; на фиг. 3 - механизм поворота распылителя смазки; на фиг. 4 - разрез А-А на фиг. 3.
.Устройство для чистки и смазки поверхностей форм содержит портал 1, установленный на рельсовый путь 2, привод 3 перемещения портала 1, приводные и опорные катки 4, а также каретку 5 с приводом 6. Каретка 5 состоит из поворотной в вертикальной плоскости опоры 7, установленной на оси 8, цилиндрической щетки 9 с приводом вращения 10, смонтированной на корпусе 11, цилиндра 12 для поворота опоры 7, приводных и опорных катков 13, распылите- ля 14, механизма 15 поворота распылителя смазки. Последний состоит из пружины 16, один конец которой закреплен на корпусе 11, а другой связан с поворотной втулкой 17, фиксатора 18, системы 19 подвода смазки. На поворотной втулке 17 установлены ради- альные рычаги 20, на одном из плеч которых щарнирно закреплена собач ка 21, с которой контактирует храповик 22 с кольцевой канавкой 23, соединенной с каналом 24 для подвода смазки.
Кроме того, на рельсовом пути 2 и портале 1 установлены упоры 25 и 26, контактирующие с рычагами 20 поворотной втулки 17 механизма 15 поворота распылителя смазки, при этом концы упоров 25 и 26 выступают на расстояние а от точки контактирования с рычагами 2 для поворота последних на угол, больщий 90°, обеспечивающий надежное зацепление собачки 21 с храповиком 22.
Устройство работает следующим образом.
На пост чистки и смазки подают форму для изготовления объемных бетонных изделий. Включают привод 3 портала 1, устройство подводят к форме посредством цилиндра 12, переводят щетку 9 и распылитель 14 из исходного положения в горизон- тальное и заводят их внутрь формы, после чего щетку 9 и распылитель 14 переводят в рабочее положение. Далее посредством вклю
5
5
0
чения привода 3 портал 1 передвигают до соприкосновения щетки 9 с формообразующим листом первого плоского борта 27. Включаются подача смазки и привод вращения 10 щетки, после этого включается привод 6 каретки, и происходит процесс чистки и смазки борта 27. По окончании чистки и смазки поверхности б орта 27 отключается привод 6 каретки и включается привод 3 перемещения портала 1. В начальный момент перемещения портала рычаг 20 упирается в неподвижный упор 25 и поворачивается совместно с втулкой 17, при этом пружина 16 сжимается. При дальнейшем перемеи.1,ении портала 1 рычаг 20 выходит из зацепления с упором 25 и за счет запасенной энергии сжатой пружины возвращает собачку 21 в исходное положение, а собачка 21 входит в зацепление с храповиком 22 и поворачивает его на угол 90°, вместе с храповиком поворачивается и связанный с ним распылитель 14. В заданном положении храповик 22 совместно с распылителем 14 останавливается посредством фиксатора 18. По окончании обработки второго плоского борта 28 отключается привод 3 перемещения портала 1 и включается привод 6 перемещения каретки 5. Рычаг 20 при движении каретки 5 взаимодействует с упором 26, а распылитель 14 поворачивается на угол 90.° Аналогично происходит процесс чистки и смазки третьего 29 и четвертого 30 плоских бортов. При последовательной обработке вертикальных плоских бортов формы одновременно производится обработка (чистка и смазка) горизонтальных поверхностей формы торцовой частью цилиндрической щетки 9.
По окончании чистки и смазки последнего борта посредство.м цилиндра 12, который воздействует на опору 7, связанные с последней щетка 9 и распылитель 14 переводятся в горизонтальное положение, включается привод 3 перемещения портала 1, и устройство возвращается в исходное положение.
Формула изобретения
Устройство для чистки и смазки поверхностей форм, содержащее портал, установленный на рельсовый путь с воз.можностью возвратно-поступательного перемещения, каретку, установленную на портале с возможностью перемещения в поперечном направлении относительно направления перемещения портала, отличающееся тем, что, с целью повыщевия производительности путем одновременной чистки и смазки горизонтальных и вертикальных поверхностей форм и расщир ния технологических возможностей путем обработки поверхностей форм для изготовления объемных изделий, портал и рельсовый путь снабжены упорами, каретка - поворотной в вертикальной плоскости опорой, несущей корпус, имеющий канал для подвода смазки, механизм поворота распылителя смазки, поворотную втулку с установленными на ней радиально расположенными рычагами, на одном из плеч которых шарнирно закреплена собачка, контактирующий с ней храповик с кольцевой канавкой.
соединенной с каналом для подвода смазки, механизм поворота распылителя смазки выполнен в виде пружины, один конец которой закреплен на корпусе, а другой связан с поворотной втулкой, при этом щетка и распылитель смонтированы на корпусе, причем щетка выполнена цилиндрической, а рычаги поворотной втулки контактируют с упорами портала и рельсового пути.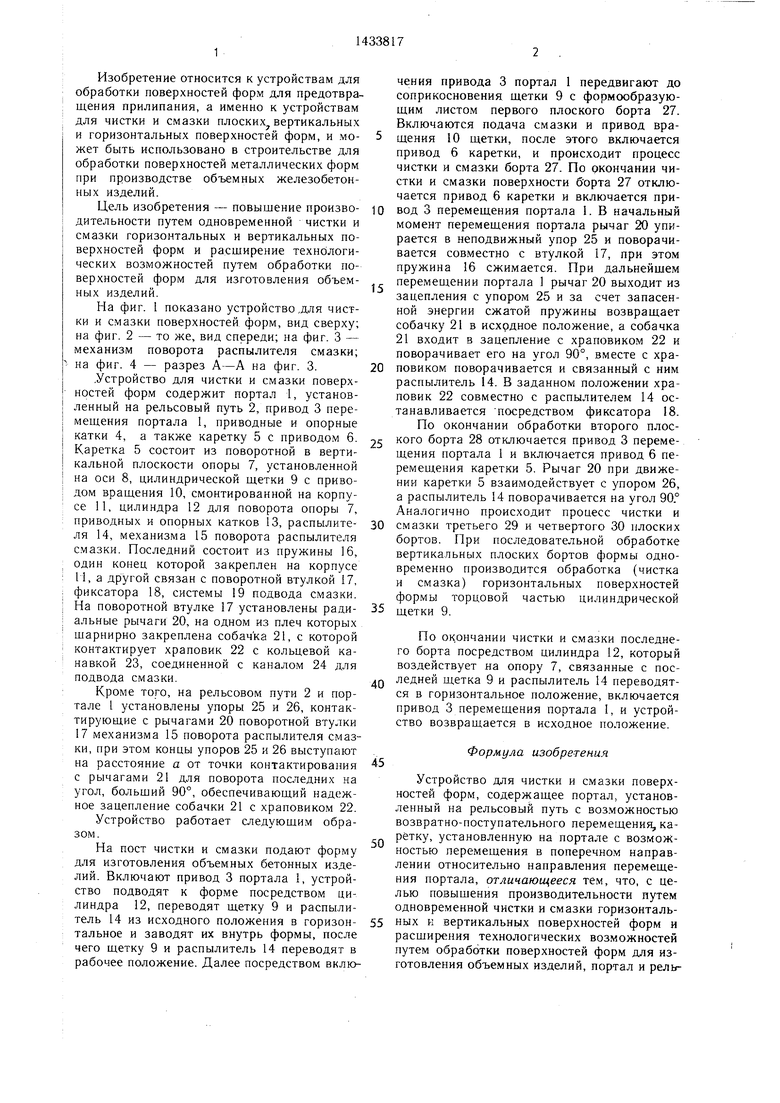
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для чистки поверхностей форм | 1990 |
|
SU1724476A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПРЕДНАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2037409C1 |
| Устройство для смазки поверхности форм | 1990 |
|
SU1719213A1 |
| Технологическая линия для изготовленияячЕиСТОбЕТОННыХ издЕлий | 1979 |
|
SU850387A1 |
| Роторный конвейер для изготовления изделий из быстротвердеющих смесей | 1990 |
|
SU1794670A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХОПОР | 1969 |
|
SU237657A1 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| Устройство для распалубки бортов формы | 1990 |
|
SU1791131A1 |
| Каретка буровая портальная | 1977 |
|
SU754056A1 |
| Манипулятор для установки длинномерных изделий в ячейки каркаса | 1983 |
|
SU1152904A1 |
Изобретение относится к устройствам для обработки поверхностей форм для изготовления объемных бетонных изделий и позволяет производить одновременно чистку и смазку горизонтальных и вертикальных формообразующих поверхностей с автоматическим поворотом устройства при обработке каждой последующей вертикальной поверхности, перпендикулярной предыдущей. Цель изобретения - повыщение производитель10 8 /4 ности путем одновременной чистки и смазки горизонтальных и вертикальных поверхностей форм и расширение технологических возможностей путем обработки поверхностей форм для изготовления объемных изделий. Устройство содержит установленный на рельсовый путь портал I, каретку 5, установленную на нем с возможностью перемещения в поперечном направлении относительно направления перемещения портала, на которой с возможностью перемещения в вертикальной плоскости установлены щетка 9, распылитель 14 с механизмом 15 поворота. При переходе с одной вертикальной поверхности формы на другую благодаря взаимо действию рычагов поворотной втулки с неподвижными упорами, установленными на портале и рельсовом пути, при отключенном приводе каретки 5 и включенном приводе портала 1 происходит поворот распылителя 14 и начинается обработка следующей формообразующей поверхности. При этом цилиндрической щеткой 9 производится одновременно чистка вертикальной и примыкающей к ней горизонтальной поверхностей. 4 ил. (О (Л 4;sb СО оо 00
27
26
э
25
©х
./ п
А©
30 2S
Фиг. 1
29
Нопро§ленив
Фиг А
| Машина для чистки бортоснастки и поддонов металлоформ для производства железобетонных изделий | |||
| Халат для профессиональных целей | 1918 |
|
SU134A1 |
