; Изобретение относится к электромашиностроению и может быть использовано при автоматизации процесса сборки крупных электрических машин.
Цель изобретения - повьшение производительности и обеспечение точной укладки Г-образных пластин. : На фиг. 1 изображено предлагаемое Iустройство, общий вид, на фиг. 2 - ,Q I схема расположения захвата (вид свер- |ху) и заготовок; на фиг. 3 - захват I (разрез А-А на фиг. 2); на фиг. 4 - iсхематично изображен момент позицио- |нирования каретки.jc
i Устройство содержит приспособле- |ние 1 для укладки заготовок, уста- |новленное и зафиксированное на дели- ;тельном поворотном столе 2 с углом |деления, равным 90, один или несколь |ко магазинов 3 с прямо, уложенными за- готовками 4 и один или несколько ма- :газинов 5 с зеркально уложенными за- |готовками 4. Количество магазинов вы- |бирается из условия общего необходи- 25 JMoro количества заготовок для сборки ;магнитопровода одной электрической |машины. Магазины 3 и 5 расположены |параллельно одной из сторон приспособ- ;ления 1 со смещением в параллельном ,-. |направлении указанной стороны на величину перекрытия. Над приспособлением 1 и всеми магазинами 3 и 5 |расположена (перпендикулярно магазин 1нам) направляющая 6 с кареткой 7, ;Каретка 7 благодаря приводу, напри- 35 мер, от гидромотора (не показан) име- ет возможность перемещения вдоль направляющей и возможность позиционирования над приспособлением 1 и над каждым
кальной штанги 8 с захватом 9 представляет собой специализированный м нипулят ор для решения данной конкре ной задачи сборки. Управление манип лятором и делительным столом осущес вляется -от серийно выпускаемого цик лового устройства 10 программного управления.
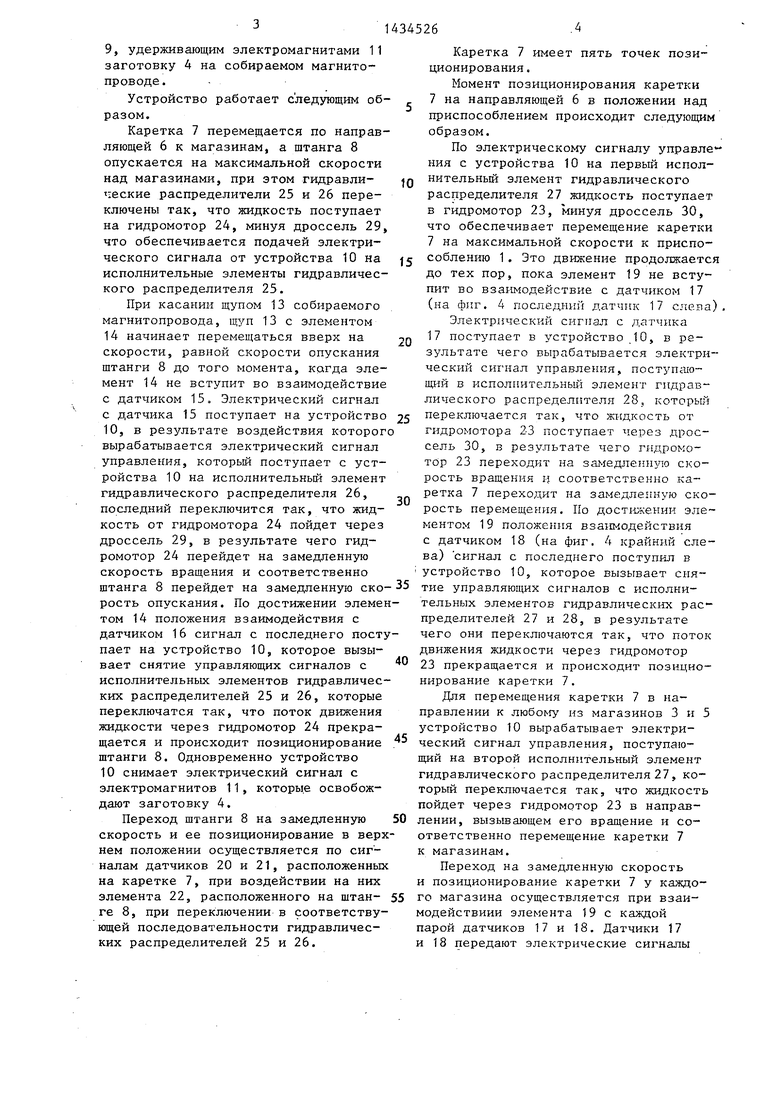
Захват 9 имеет П-образную форму и по размерам соответствует положению двух Г-образных заготовок, уложенных в магазинах прямо и зеркальн (фиг. 2). На захвате 9 расположены, например, злектромагниты 11. На Г-о разных полках захвата 9 расположены два устройства 12 контроля позициони рования. Устройство 12 контроля позиционирования представляет собой подпружиненный щуп 13 (фиг. 3), на котором расположен элемент 14, взаи модействующий с двумя датчиками 15 и 16, причем срабатывание датчика 1 вызывается минимальным перемещением элемента 14 при касании щупом 13 заг товки, а срабатывание датчика 16 - перемещением элемента 14, соответств ющим соприкосновению электромагнитов 11 захвата с заготовкой.
На направляющей 6 расположены дат чики 17 и 18 перехода на замедленную скорость и позиционирования каретки 7 с расположенным на ней элементом 19, взаимодействующим с датчиками 1 и 18. На каретке 7 установлены датчи ки 20 и 21 перехода на замедленную скорость и позиционирования вертикал ной штанги 8 при перемещении ее в верхнее положение с расположенным н ней элементом 22, взаимодействующим
из магазинов 3 и 5, например, по датчиками 20 и 21. Гидроматоры 23 и
кретным путевым датчикам (не показа ны) установленным вдоль направляющей 6, с возможностью их настройки на необходимь е точки позиционирования. Вертикальная штанга 8 имеет привод, например, от гидромотора (не показан) и возможность перемещения относительно каретки/7 и позиционирования в двух положениях, одно из которых
45
24 являются приводами каретки 7 и штанги 8. Гидравлические распредели тели 25-28 предназначены для управления направлением вращения и скорост приводных гидромоторов. Дроссели 29 и 30 изменяют величину потока жидко ти в гидросистеме устройства.
На фиг. 4 показаны направления основных электрических связей цикло
(верхнее) определяется датчиком верх-50 вого устройства программного управленего положения (не показан), а другое (нижнее, т.е. переменное), определяется уровнем верхней заготовки в приспособлении 1 и в магазинах 3 и 5.55
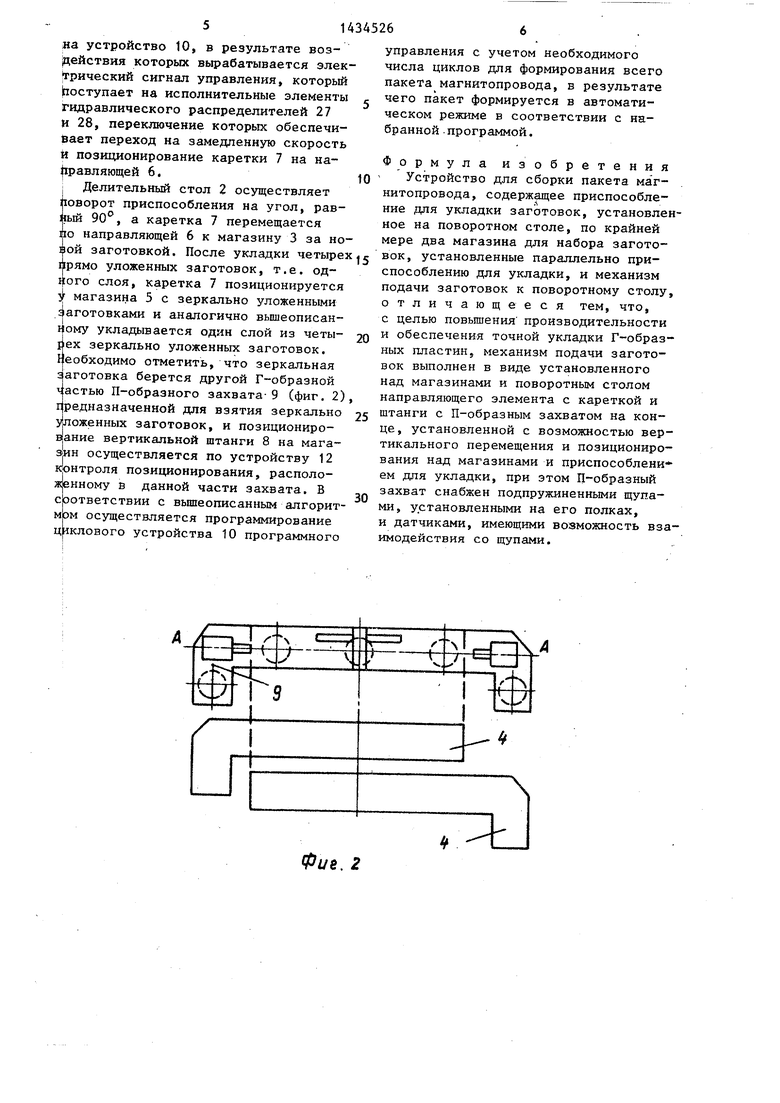
На нижнем конце вертикальной штанги 8 закреплен захват 9. Совокупность направляющей 6 с кареткой 7 и вертиния с датчиками 15-18 и 20 и 21 и с исполнительными элементами гидрораспределителей 25-28, а также направление линий гидравлической связи гидравлических распределителей с гидромоторами 23 и 24 и .дросселями 29 и 30. Кроме того, на фиг. 4 показан момент опускания штанги 8 с захватом
кальной штанги 8 с захватом 9 представляет собой специализированный ма нипулят ор для решения данной конкретной задачи сборки. Управление манипулятором и делительным столом осуществляется -от серийно выпускаемого циклового устройства 10 программного управления.
Захват 9 имеет П-образную форму и по размерам соответствует положению двух Г-образных заготовок, уложенных в магазинах прямо и зеркально (фиг. 2). На захвате 9 расположены, например, злектромагниты 11. На Г-об разных полках захвата 9 расположены два устройства 12 контроля позиционирования. Устройство 12 контроля по зиционирования представляет собой подпружиненный щуп 13 (фиг. 3), на котором расположен элемент 14, взаимодействующий с двумя датчиками 15 и 16, причем срабатывание датчика 15 вызывается минимальным перемещением элемента 14 при касании щупом 13 заготовки, а срабатывание датчика 16 - перемещением элемента 14, соответствующим соприкосновению электромагнитов 11 захвата с заготовкой.
На направляющей 6 расположены датчики 17 и 18 перехода на замедленную скорость и позиционирования каретки 7 с расположенным на ней элементом 19, взаимодействующим с датчиками 17 и 18. На каретке 7 установлены датчики 20 и 21 перехода на замедленную скорость и позиционирования вертикальной штанги 8 при перемещении ее в верхнее положение с расположенным на ней элементом 22, взаимодействующим с
датчиками 20 и 21. Гидроматоры 23 и
5
24 являются приводами каретки 7 и штанги 8. Гидравлические распределители 25-28 предназначены для управления направлением вращения и скоростью приводных гидромоторов. Дроссели 29 и 30 изменяют величину потока жидкости в гидросистеме устройства.
На фиг. 4 показаны направления основных электрических связей циклония с датчиками 15-18 и 20 и 21 и с исполнительными элементами гидрораспределителей 25-28, а также направление линий гидравлической связи гидравлических распределителей с гидромоторами 23 и 24 и .дросселями 29 и 30. Кроме того, на фиг. 4 показан момент опускания штанги 8 с захватом
9,удержившощим электромагнитами 11 заготовку 4 на собираемом магнито- проводе.
Устройство работает следующим образом.
Каретка 7 перемещается по направляющей 6 к магазинам, а штанга 8 опускается на максимальной скорости над магазинами, при этом гидравлические распределители 25 и 26 переключены так, что жидкость поступает на гидромотор 24, минуя дроссель 29, что обеспечивается подачей электрического сигнала от устройства 10 на исполнительные элементы гидравлического распределителя 25.
При касании щупом 13 собираемого магнитопровода, щуп 13 с элементом 14 начинает перемещаться вверх на скорости, равной скорости опускания штанги 8 до того момента, когда элемент 14 не вступит во взаимодействие с датчиком 15. Электрический сигнал с датчика 15 поступает на устройство
10,в результате воздействия которого вырабатывается электрический сигнал управления, который поступает с устройства 10 на исполнительный элемент гидравлического распределителя 26, последний переключится так, что жидкость от гидромотора 24 пойдет через дроссель 29, в результате чего гидромотор 24 перейдет на замедленную скорость вращения и соответственно
10
15
20
25
30
Каретка 7 имеет пять точек позиционирования.
Момент позиционирования каретки 7 на направляющей 6 в положении над приспособлением происходит следующи образом.
По электрическому сигналу управл ния с устройства 10 на первый испол нительный элемент гидравлического распределителя 27 жидкость поступае в гидромотор 23, минуя дроссель 30, что обеспечивает перемещение каретк 7 на максимальной скорости к приспо соблению 1, Это движение продолжает до тех пор, пока элемент 19 не всту пит во взаимодействие с датчиком 17 (на фиг. 4 последний датчик 17 слев
Электрический сигнал с датчика 17 поступает в устройство 10, в результате чего вырабатывается электр ческий сигнал управления, поступшо- щий в Р сполнительный элемент гидрав лического распредел11теля 28, которы переключается так, что жидкость от гидромотора 2-3 поступает через дрос сель 30, в результате чего гидромо- тбр 23 переходит на замедленную ско рость вращения i-j соответственно каретка 7 переходит на замедленную ско рость перемещения. По дост1-1жении эле ментом 19 положения вза1шодействпя с датчиком 18 (на фиг. 4 крайний сле ва) сигнал с последнего поступил в устройство 10, которое вызывает сняштанга 8 перейдет на замедленную ско- 35 тие управляющих сигналов с исполни0
5
0
5
0
Каретка 7 имеет пять точек позиционирования.
Момент позиционирования каретки 7 на направляющей 6 в положении над приспособлением происходит следующим образом.
По электрическому сигналу управления с устройства 10 на первый исполнительный элемент гидравлического распределителя 27 жидкость поступает в гидромотор 23, минуя дроссель 30, что обеспечивает перемещение каретки 7 на максимальной скорости к приспособлению 1, Это движение продолжается до тех пор, пока элемент 19 не вступит во взаимодействие с датчиком 17 (на фиг. 4 последний датчик 17 слева).
Электрический сигнал с датчика 17 поступает в устройство 10, в результате чего вырабатывается электрический сигнал управления, поступшо- щий в Р сполнительный элемент гидравлического распредел11теля 28, который переключается так, что жидкость от гидромотора 2-3 поступает через дроссель 30, в результате чего гидромо- тбр 23 переходит на замедленную скорость вращения i-j соответственно каретка 7 переходит на замедленную скорость перемещения. По дост1-1жении элементом 19 положения вза1шодействпя с датчиком 18 (на фиг. 4 крайний слева) сигнал с последнего поступил в устройство 10, которое вызывает сня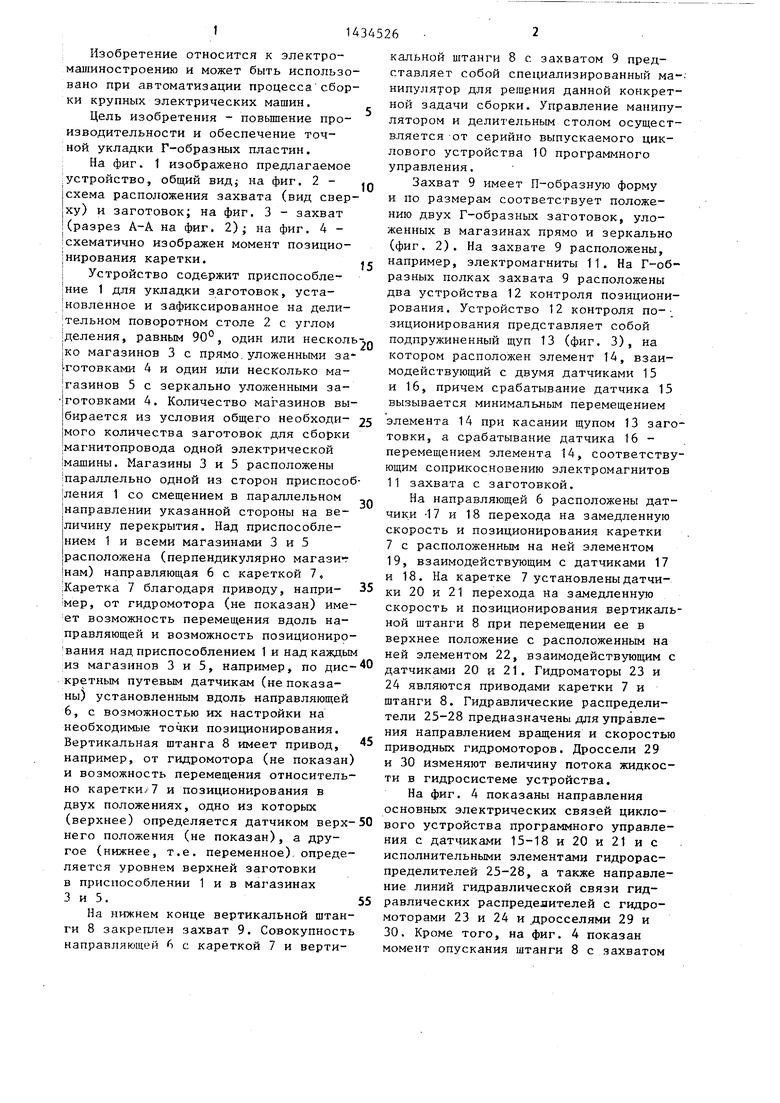
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки пакета магнитопровода | 1986 |
|
SU1504740A1 |
| Способ изготовления пакета магнитопровода электрических машин | 1987 |
|
SU1432669A1 |
| Устройство для сборки пакета магнитопровода | 1991 |
|
SU1801229A3 |
| Устройство для упаковки штучных изделий в картонные коробки | 1986 |
|
SU1458279A1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЛИННОМЕРНОГО ПРОКАТА В ЗОНУ ОБРАБОТКИ | 1994 |
|
RU2104115C1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В КАРТОННЫЕ ЯЩИКИ | 1991 |
|
RU2005678C1 |
| Устройство для отделения заготовок от стопы | 1986 |
|
SU1360862A1 |
| Устройство для отделения от стопы листовых заготовок и подачи их в зону обработки | 1983 |
|
SU1087232A1 |
| Способ обработки длинномерного проката и автоматический комплекс для его осуществления | 1987 |
|
SU1625557A1 |
Изобретение относится к электро- мапшностроению и м.б. использовано при автоматизации процесса сборки крупных электрических машин. Целью изобретения является повьппение проФи.1 изводительности и обеспечения точной укладки Г-образных пластин. Заготовки 4 зеркально уложены стопами в магазинах 3 и 5, над которыми установлен механизм подачи загЬтовок к поворотному столу 2. Механизм подачи заготовок выполнен в виде направляющего элемента 6 для каретки 7 и штанги 8, имеющей возможность вертикального перемещения относительно каретки 7 и несущей захват 9, имеюпщй электромагниты 11 и щупы 13 с датчиками. Укладка заготовок 4 идет слоями, поэтому захваты 9 берут заготовки для одного слоя из одной стопы, а для другого - из другой и т.д. Во время укладки стол 2 поворачивается, благодаря чему обеспечивается быстрая и точная установка Г-образных . пластин. 4 ил. (Л 10 ее 4 СЛ to 
рость опускания. По достижении элементом 14 положения взаимодействия с датчиком 16 сигнал с последнего поступает на устройство 10, которое вызывает снятие управляющих сигналов с исполнительных элементов гидравлических распределителей 25 и 26, которые переключатся так, что поток движения жидкости через гидромотор 24 прекращается и происходит позиционирование штанги 8. Одновременно устройство 10 снимает электрический сигнал с электромагнитов 11, которые освобождают заготовку 4.
Переход штанги 8 на замедленную скорость и ее позиционирование в верхнем положении осуществляется по сигналам датчиков 20 и 21, расположенных на каретке 7, при воздействии на них элемента 22, расположенного на штан- ге 8, при переключении в соответствующей последовательности гидравлических распределителей 25 и 26.
0
5
0
тельных элементов гидравлических распределителей 27 и 28, в результате чего они переключаются так, что поток движения жидкости через гидромотор 23 прекращается и происходит позиционирование каретки 7.
Для перемещения каретки 7 в направлении к любому из магазинов 3 и 5 устройство 10 вырабатывает электрический сигнал управления, поступающий на второй исполнительный элемент гидравлического распределителя 27, который переключается так, что жидкость пойдет через гидромотор 23 в направлении, вызывающем его вращение и соответственно перемещение каретки 7 к магазинам.
Переход на замедленную скорость и позиционирование каретки 7 у каждого магазина осуществляется при взаи- модействиии элемента 19 с каждой парой датчиков 17 и 18. Датчики 17 и 18 передают электрические сигналы
управления с учетом необходимого числа циклов для формирования всего пакета магнитопровода, в результате чего пакет формируется в автоматическом режиме в соответствии с набранной программой.
Формула изобретения Устройство для сборки пакета магнитопровода, содержащее приспособление для укладки заготовок, установле ное на поворотном столе, по крайней мере два магазина для набора загото51434526
на устройство 10, в результате воз- |цействия которых вьфабатывается электрический сигнал управления, который Поступает на исполнительные элементы , Гидравлического распределителей 27 И 28, переключение которых обеспечивает переход на замедпенную скорость и позиционирование каретки 7 на на- 1равляющей 6.
Делительный стол 2 осуществляет юворот приспособления на угол, рав- |1ый 90, а каретка 7 перемещается io направляющей 6 к магазину 3 за норой заготовкой. После укладки четырех с вок, установленные параллельно при- рямо уложенных заготовок, т.е. од- iforo слоя, каретка 7 позиционируется У магазина 5 с зеркально уложенными Заготовками и аналогично вышеописанному укладывается один слой из четырех зеркально уложенных заготовок. 1|еобходимо отметить, что зеркальная заготовка берется другой Г-образной астью П-образного захвата-9 (фиг. 2), г редназначенной для взятия зеркально у|ложенных заготовок, и позициониро- цание вертикальной штанги 8 на мага- 3|ин осуществляется по устройству 12 к онтроля позиционирования, располо- ж|енному в данной части захвата. В сЬответствии с вьшеописанным алгоритмом осуществляется программирование циклового устройства 10 программного
20
25
30
способлению для укладки, и механизм подачи заготовок к поворотному столу отличающееся тем, что, с целью повышения производительности и обеспечения точной укладки Г-образ ных пластин, механизм подачи заготовок выполнен в виде установленного над магазинами и поворотным столом направляющего элемента с кареткой и штанги с П-образным захватом на конце, установленной с возможностью вер тикального перемещения и позициониро вания над магазинами и приспособлени ем для укладки, при этом П-образный захват снабжен подпружиненными щупами, установленными на его полках, и датчиками, имеющими возможность вз имодействия со щупами.
Фие. 2
управления с учетом необходимого числа циклов для формирования всего пакета магнитопровода, в результате чего пакет формируется в автоматическом режиме в соответствии с набранной программой.
Формула изобретения Устройство для сборки пакета магнитопровода, содержащее приспособление для укладки заготовок, установленое на поворотном столе, по крайней мере два магазина для набора заготовок, установленные параллельно при-
вок, установленные параллельно при-
способлению для укладки, и механизм подачи заготовок к поворотному столу, отличающееся тем, что, с целью повышения производительности и обеспечения точной укладки Г-образ- ных пластин, механизм подачи заготовок выполнен в виде установленного над магазинами и поворотным столом направляющего элемента с кареткой и штанги с П-образным захватом на конце, установленной с возможностью вертикального перемещения и позиционирования над магазинами и приспособлени ем для укладки, при этом П-образный захват снабжен подпружиненными щупами, установленными на его полках, и датчиками, имеющими возможность взаимодействия со щупами.
Фиг.З
М-
f2 lit
гз
27
| Устройство для сборки пластинчатых магнитопроводов | 1978 |
|
SU792316A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
