(Л
СП
к
о
14
IS
15
30
низм подачи заготовок, включающий направляющую 6 и перемещающую заготовки из магазинов 4 и 5 к приспособлениям 1 и 2 каретку,7. Каретка 7 снабжена штангой.8 с П-образным захватом 9 с возможностью вертикального .перемещения и позиционирования над магазинами 4 и 5. Магазин 4 снабжен механизмом вертикального перемещения с П-образным захватом 15, а магазин 5 - механизмом вертикального перемещения с П-образным захватом 20, Заготовка предварительно подхватывается захватами 15 или 20, а затем . передается на захват 9. Приспособления 1 и 2 содержат калибры 26 с за- ходными фасками, на которые насаживается заготовка, перемещаемая кареткой 7 на захвате 9. Затем заготовка продвигается вдоль калибров 26 с помощью прижима 25, закрепленного на кронштейне 24 с возможностью вертикального перемещения от пневмоцилцнд- ра 21. Число калибров 26 соответствует числу пазов сегментов магнито- провода, 3 ил,.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки пакета магнитопровода | 1985 |
|
SU1434526A1 |
| Устройство для сборки пакета магнитопровода | 1991 |
|
SU1801229A3 |
| Способ изготовления пакета магнитопровода электрических машин | 1987 |
|
SU1432669A1 |
| АВТОМАТ ДЛЯ СБОРКИ КАРТОННЫХ КОРОБОК | 1990 |
|
RU2037425C1 |
| Устройство для поштучной выдачи листов из стопы | 1988 |
|
SU1595770A1 |
| Линия изготовления лицевого покрытия щитового паркета | 1986 |
|
SU1371919A1 |
| Сверлильно-фрезерный станок для обработки передней стенки мебельных ящиков | 1987 |
|
SU1435430A1 |
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| Вайма для сборки деревянных рам | 1986 |
|
SU1386463A1 |
| Устройство для упаковки штучных изделий в картонные коробки | 1986 |
|
SU1458279A1 |
Изобретение относится к электромашиностроению и может быть использовано при автоматизации процесса сборки крупных электрических машин. Цель изобретения - повышение производительности. Устройство содержит приспособления 1 и 2, установленные на поворотном столе 3, два магазина 4 и 5 с заготовками и механизм подачи заготовок, включающий направляющую 6 и перемещающую заготовки из магазинов 4 и 5 к приспособлениям 1 и 2 каретку 7. Каретка 7 снабжена штангой 8 с П-образным захватом 9 с возможностью вертикального перемещения и позиционирования над магазинами 4 и 5. Магазин 4 снабжен механизмом 13 вертикального перемещения с П-образным захватом 15, а магазин 5-механизмом 19 вертикального перемещения с П-образным захватом 20. Заготовка предварительно подхватывается захватами 15 или 20, а затем передается на захват 9. Приспособления 1 и 2 содержат калибры 26 с заходными фасками, на которые насаживается заготовка, перемещаемая кареткой 7 на захвате 9. Затем заготовка продвигается вдоль калибров 26 с помощью прижима 25, закрепленного на кронштейне 24 с возможностью вертикального перемещения от пневмоцилиндра 21. Число калибров 26 соответствует числу пазов сегментов магнитопровода. 3 ил.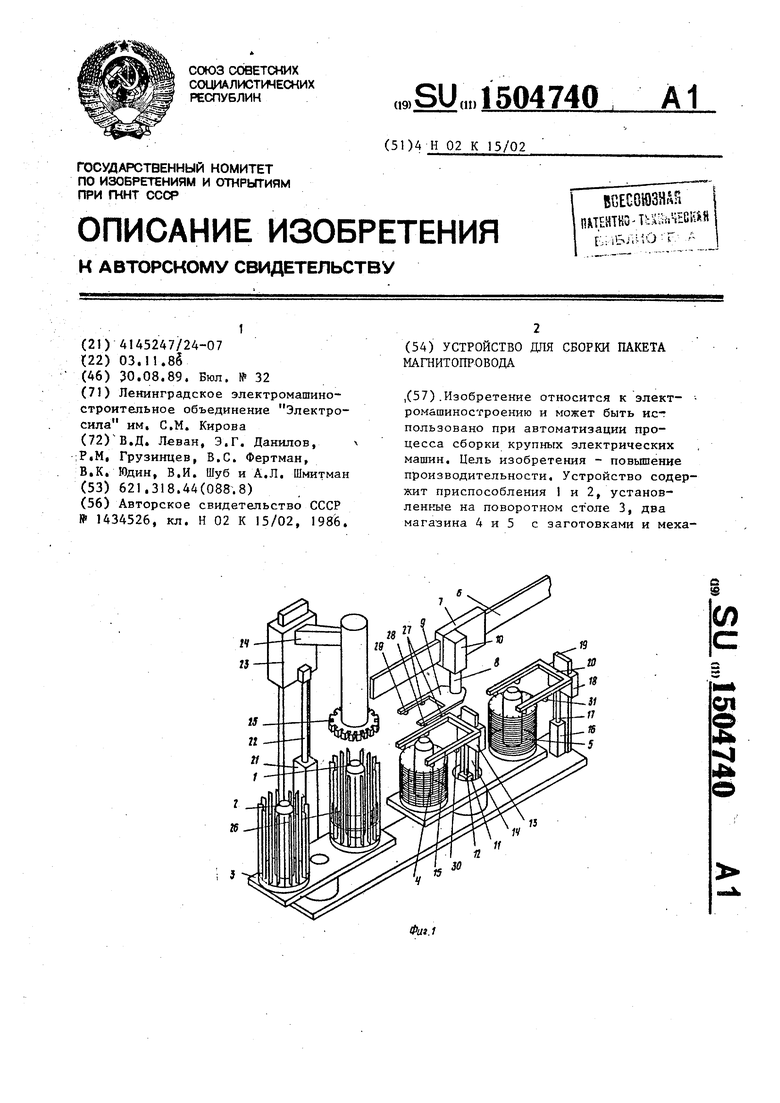
Изобретение относится к электрома- шиностроени. и может быть использовано автоматизации процесса сборки крупных электрических машин.
Цель изобретения - повьш1ение производительности устройства.
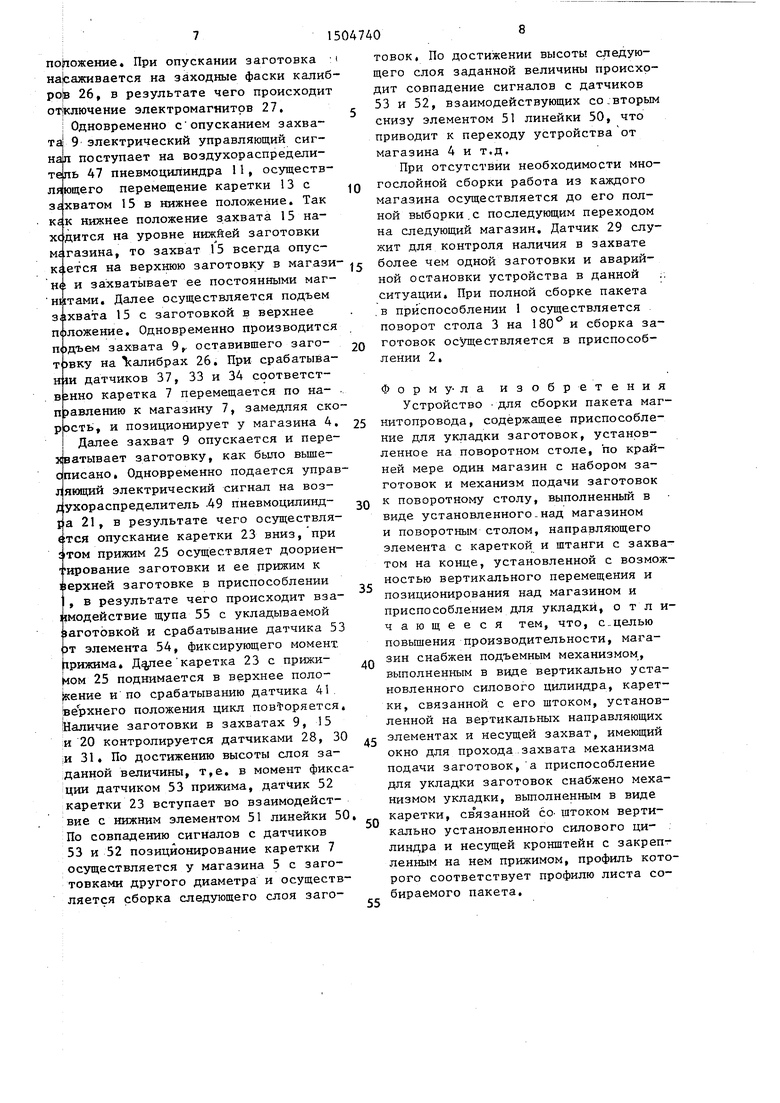
На фиг, t изображено предлагаемое устройство-j общий вид; на фиг.2 - схема взаимного расположения захватов механизма подачи и подъемного механизма, вид сверху; на фиг. 3 - комбинированная функциональная схема устройства.
Устройство содержит приспособления 1 и 2 для укладки заготовок, установленные и зафиксированные на делительном поворотном столе 3 с уг- лом деления, равным ISO, два магазина 4 и 5 с набором заготовок. Над поворотным столом- 3 и магазинами 4 и 5 расположена направляющая 6 с кареткой 7, имеющей возможность перемеще- ния вдоль направляющей (благодаря приводу, например, от гидромотора) и возможностью позиционирования над приспособлением 1 и каждым из магазинов 4 и 5, например, по дискретным путевым датчикам (не показаны), установленным вдоль направляющей 6 с возможностью их настройки на необходимые точки позиционирования. Вертикальная штанга 8 с П-образным захватом 9 имеет возможность вертикального перемещения от привода, выполненного в виде пневмоцилиндра 10 с двумя точками позиционирования. Совокупность направляющей 6 с кареткой 7 и верти- кальной щтанги 8 с П-образным захватом 9 на конце представляет собой механизм подачи заготовок к поворотному столу.
5
0
0
5 0 5 Q 5
У магазина 4 расположен подъемный механизм, содержащий вертикально установленный силовой привод, выполненный в виде пневмоцилиндра 11, шток 12 ,которого .связан с кареткой 13, имеющей возможность перемещения по вертикальным направляющим 14 и несущей П-образный захват 15.
У магазина 5 расположен подъемный механизм, содержащий вертикально установленный силовой привод, выполненный в виде пневмоцилиндра 16, шток 17 которого связан с кареткой 18, имеющей возможность перемещения по вертикальным направляющим 19 и несущей П-образный захват 20.
У приспособления 1 для укладки заготовок расположен механизм укладки, содержащий вертикально установленный силовой привод, выполненный в виде пневмоцилиндра 21, шток 22 которого .связан с кареткой 23, на кронштейне 24 которой закреплен прижим 25, выполненный в виде диска с центральным отверстием и пазами для прохода калибров 26. Калибры 26 снабжены заходными фаскйми,. установле- ны в приспособлении для укладки и служит для точной сборки магнитопро- ,вода. На П-образном захвате 9 установлены электромагниты 27. На П-об- разных захватах 15 и 20 расположены постоянные магниты. Кроме того, на П-образном захвате 9 механизма подачи заготовок установлены два датчика. Датчик 28 предназначен для контроля наличия либо отсутствия заготовки в захвате, а датчик 29 - для контроля наличия в захвате более чем одной заготовки, П-образные захваты 15 и 20 снабжены датчиками 30 и 31 нали
чия заготовки соответственно, П-образные захваты 15 и 20 подъемных механизмов имеют внутренний контур больший, чем наружный контур захвата 9 механизма подачи заготовок, Уп равление всеми механизмами осуществляется от серийно выпускаемого циклового устройства 32 программного уп равления. Вдоль направляющей 6 распо ложены три датчика 33 перехода на замедленную скорость попарно с тремя датчиками 34 позиционирования каретки 7, с расположенным на ней элементом 35, взаимодействующим с датчиком 33 и 34..
На захвате 9 расположен элемент 36, взаимодействующий с расположенными параллельно штанге 8 датчиками 37 и 38 соответственно верхнего и нижнего положения каретки.
Датчик 39 является датчиком верхнего положения каретки 13, датчик 40 - верхнего положения каретки 18, а датчик 41 - верхнего положения прижима 25,
Гидромотор 42 является приводом каретки 7, Гидравлические распределители 43 и 44 предназначены для управления направлением вращения и скорости гидромотора при помощи дросселя 45, изменяющего величину потока жидкости в гидросистеме устройства. Воздухораспределитель 46 предназначен для управления пневмоцилиндром 10 вертикального перемещения захвата 9 « Воздухораспределитель 47 предназначен для управления пневмоцилиндром 11 привода каретки 13, Воздухораспределитель 48 предназначен для управления пневмоцилиндром 16 привода каретки 18, Воздухораспределитель 49 предназначен для управления пневмоцилиндром 21 привода каретки 23 с прижимом 25, Рядом с механизмом укладки установлена линейка 50 с элементами 51, имеющими возможность регулировки по высоте установки и возможность взаимодействия с .датчиком 52, расположенным йа каретке 23 механизма укладки.
На прижиме установлен датчик 53, имеющий возможность взаимодействия с элементом 54, расположенном на подпружиненном щупе 55,
На фиг,3 показаны слой одного диаметра 56 и слой другого диаметра 57, собираемого магнитопровода. На схеме (фиг.З) также показаны направления
047406
основных электрических связей циклового устройства 32 программного управления с датчиками и исполнительными элементами гидрораспределителей и воздухораспределителей, а также направление линий гидравлической связи гидрораспределителей с гидромотором и линий пневматической связи Q воздухораспределителей с пневмоцилиндром.
Устройство работает следующим образом,
В исходном положении каретка 7
15 расположена над магазином 4, Захват 9 находится в верхнем положении. Захват 15 с заготовкой также находиться в верхнем положении.
Включают электромагниты 27 захва20 та 9, в результате чего электрический сигнал управления подается на воздухораспределитель 46, который приводит в движение шток пневмоцилиндра 10, а следовательно, производит опускание
25 захвата 9 в нижнее положение, В момент прохождения захвата 9 через захват 15 (нижнее положение захвата 9 находится на более низком уровне, чем верхнее положение захвата 15 ) про30 исходит перехват заготовки включенными электромагнитами 27 захвата 9, Затем управляющий электрический сигнал поступает на гидравлический распределитель 43, осуществляющий включение гидромотора 42, При этом каретка 7 на максимальной скорости перемещается к приспособлению 1 для укладки. При достижении кареткой 7 соответствующего датчика 33 осуществtQ ляется выдача электрического управляющего сигнала на гидрораспределитель 44 и подключение дросселя 45, в результате чего осуществляется переход каретки 7 на замедленную скос рость. Одновременно снимается элект- рический сигнал с управления воздухораспределителем 46 пневмоцилиндра 10 и осуществляется подъем захвата 9 с заготовкой в верхнюю точку
5Q позиционирования. При достижении кареткой 7 соответствующего датчика 34 осуп1ествляется снятие управляющих электрических сигналов с игдравличес- ких распределителей 43 и 44, что вызывает отключение гидромотора 42 и позиционирование каретки 7 над при- способлением 1, По достижении данного положения происходит опускание .; захвата 9 с заготовкой в его нижнее
35
55
положение. При опускании заготовка м на)саживается на заходные фаски калиб- poJB 26, в результате чего происходит от|ключение электромагнитов 27,
Одновременно с опусканием захвата 9 электрический управляющий сигнал поступает на воздухораспредели- тепь 47 пневмодилиндра 11, осуществляющего перемещение каретки 13 с хватом 15 в нижнее положение. Так к нижнее положение з.ахвата 15 на- дится на уровне нижйей заготовки газина, то захват 15 всегда опус- ется на верхнюю заготовку в магазии захватывает ее постоянными маг- тами. Далее осуществляется подъем хвата 15 с заготовкой в верхнее ложение. Одновременно производится дъем захвата 9 оставившего заго- вку на Калибрах 26, При срабатыва
и датчиков 37, 33 и 34 соответст- нно каретка 7 перемещается по на- . авлению к магазину 7, замедляя ско- Сть, и позиционирует у магазина 4, Далее захват 9 опускается и пере- атывает заготовку, как было вьше- ;исано. Одновременно подается управ- якиций электрический сигнал на воз- 1гхораспределитель .49 пневмоцилинд- а 21, в результате чего осуществляся опускание каретки 23 вниз, при том прижим 25 осуществляет доориен- фование заготовки и ее прижим к ерхней заготовке в приспособлении в результате чего происходит вза
модействие щупа 55 с укладываемой аготовкой и срабатывание датчика 53 т элемента 54, фиксирующего момент. |прижима4 Д%пее каретка 23 с прижитом 25 поднимается в верхнее поло- ение и по срабатыванию датчика 41 ве рхнего положения цикл пов оряется. Наличие заготовки в захватах 9, 15 к 20 контролируется датчиками 28, 30 ;И 31. По достижению высоты слоя заданной величины, т,е, в момент фиксации датчиком 53 прижима, датчик 52 каретки 23 вступает во взаимодействие с нижним элементом 51 линейки 50, По совпадению сигналов с датчиков 53 и 52 позиционирование каретки 7 осуществляется у магазина 5 с заготовками другого диаметра и осуществляется сборка следующего слоя заго
5047408
тонок, По достижении высоты следующего слоя заданной величины происходит совпадение сигналов с датчиков 53 и 52, взаимодействующих со:вторым снизу элементом 51 линейки 50, что приводит к переходу устройства от магазина 4 и т.д.
При отсутствии необходимости гослойной сборки работа из каждого магазина ос5Ш,ествляется до его полной выборки,с последующим переходом на следующий магазин. Датчик 29 служит для контроля наличия в захвате
5 более чем одной заготовки и аварийной остановки устройства в данной ; ситуации. При полной сборке пакета .в приспособлении 1 осуществляется поворот стола 3 на 180
20 готовок осуществляется лении 2,
и сборка за- в приспособ5
о
5
0
5
0
5
Форму-ла изобретения Устройство ДЛЯ сборки пакета маг- нитопровода, содержащее приспособление для укладки заготовок, установленное на поворотном столе, по крайней мере один магазин с набором заготовок и механизм подачи заготовок к поворотному столу, выполненный в виде установленного-над магазином и поворотным столом, направляющего элемента с кареткой и щтанги с захватом на конце, установленной с возможностью вертикального перемещения и позиционирования над магазином и приспособлением для укладки, о т л и- чающееся тем, что, с..целью повышения производительности, магазин снабжен подъемным механизмом, выполненным в виде вертикально установленного силового цилиндра, каретки, связанной с его щтоком, установленной на вертикальных направляющих элементах и несущей захват, имеющий окно для прохода.захвата механизма подачи заготовок, а приспособление для укладки заготовок снабжено механизмом укладки, вьтолненным в виде каретки, св язанной со. штоком вертикально установленного силового цилиндра и несущей кронштейн с закрепленным на нем прижимом, профиль которого соответствует профилю листа собираемого пакета.
n
(;
ff-S
r
L;
О
| Устройство для сборки пакета магнитопровода | 1985 |
|
SU1434526A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
