Изобретение относится к оборудованию для изготовления слоистых изделий методом намотки ленточного материала и является усовершенствованием изобретения по авт. св. №.929448.
Цель изобретения - новышение надежности работы за счет увеличения долговечности антиадгезионной ленты.
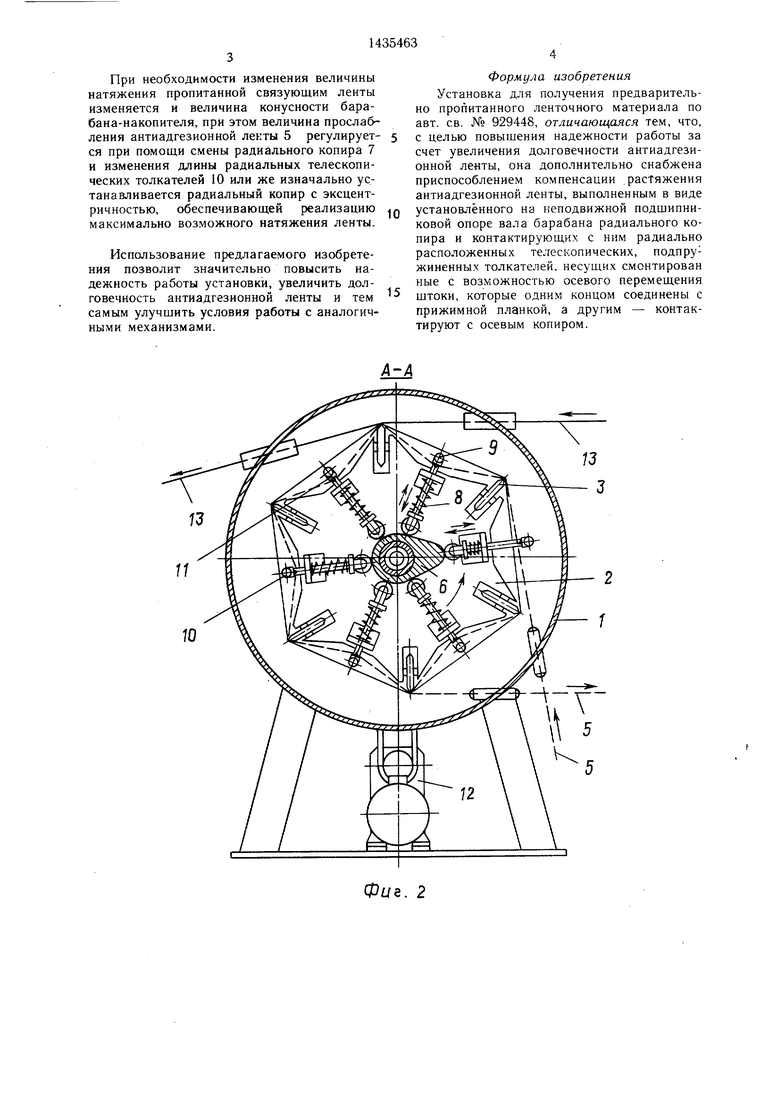
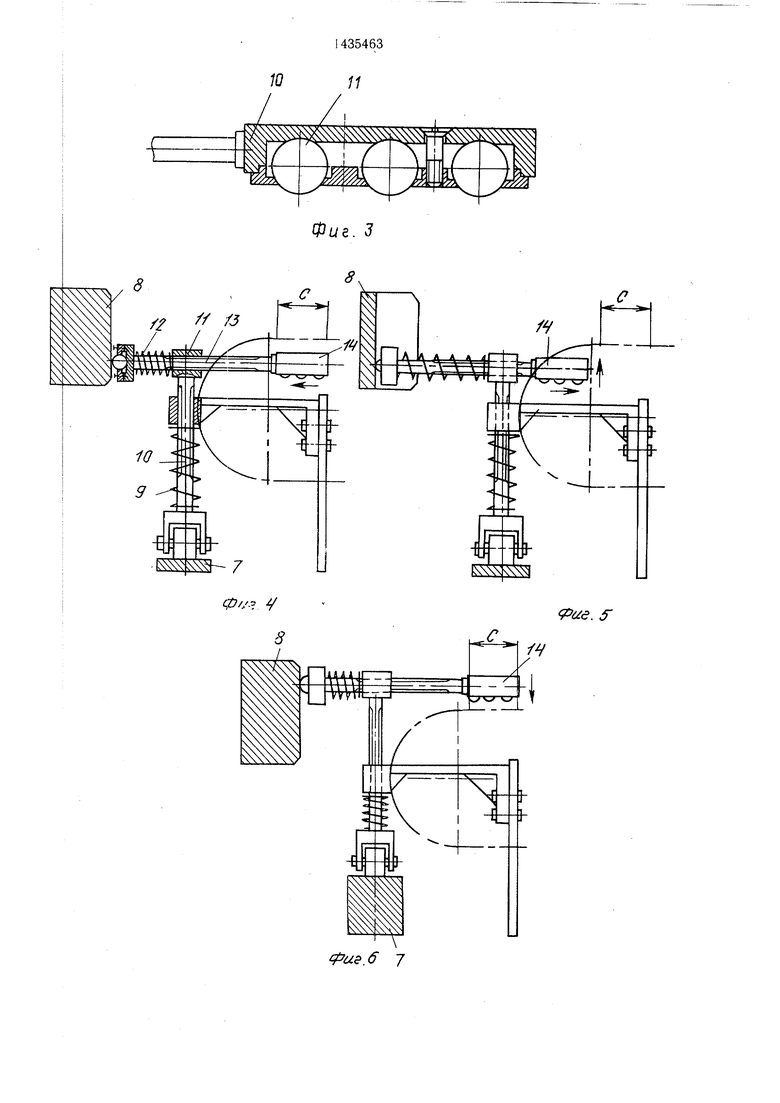
На фиг. 1 изображена предлагаемая установка, вид спереди; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - нрижимная нланка со свободно вращающимися шариками; на фиг. 4-7 - положения планки при различных положениях штоков и толкателей.
Установка содержит заключенный в сушильную камеру 1 барабан-накопитель, образованный установленными на валу 2 дисками 3 и расположенными по их периметру транспортерами 4, конусное смещение которых обеспечивается их креплением. Бесконечная полимерная антиадгезионная лента 5 транспортируется с помощью закрепленных щарнирно фторопластовых роликов (не показаны). На неподвижной подшипниковой опоре 6 закреплен радиальный копир 7, а на торцовой стенке сушильной камеры 1 - осевой копир 8.
Радиальный копир 7 взаимодействует с радиальными телескопическими подпружиненными пружиной 9 толкателями 10, несущими втулки 11, в каждой из которых установлен с возможностью осевого перемещения подпружиненный пружиной 12 шток 13, один конец которого контактирует с осевым копиром 8, а другой соединен с прижимной планкой 14, имеющей на внутренней части ряд свободно вращаьэщихся шариков 15. Вращение барабана-накопителя осуществляется при помощи привода, а перемещение транспортеров 4 обеспечивается при помощи зубчатых передач и червячнь х пар (не показаны) .
Установка работает следующим образом.
Производят-настройку установки на заданное натяжение предварительно пропитанной связующим ленты. Соответственно требуемой конусности на барабане-накопителе устанавливаются необходимый по эксцентричности радиальный копир 7 и длина телескопических радиальных толкателей 10. Затем на вход в сущильную ка.меру 1 установки заправляют вначале термостойкую антиадгезионную полимерную лент у 5, начало которой закрепляют на одном из транспортеров 4 барабана-накопителя. При вращении барабана ближайщий к началу намотки антиадгезионной ленты радиальный толкатель 10 при помощи радиального копира 7 перемещается радиально до тех пор, пока установленная на его осевом щтоке 13 прижимная планка 14 не пере.местится радиально выше траектории укладываемой антиадгезионной ленты 5. Затем осевой шток
0
5
0
5
0
5
0
5
0
5
13 при помощи осевого копира 8 перемещается в осевом направлении до тех пор, пока прижимная планка 14 не займет положение над только что уложенной лентой 5. При дальнейшем вращении барабана происходит радиальное перемещение радиального толкателя 10, в обратном направлении, т.е. к осевому валу 2 барабана-накопителя. Прн этом прижимная планка 14, надавливая на уложенную между двумя транспортерами ленту 5, увеличивает ее длину на этом участке и прослабляет на необходимую наперед заданную величину, зависящую от конкретной конусности барабана-накопителя, в данном случае.
Имеющиеся на прижимной планке 14 свободно вращающиеся шарики 15, создающие трение качения между лентой 5 и планкой 14, облегчают проскальзывание ленты 5 по планке 14 при ее вытягивании (прослаб- лении), а затем при осевом смещении уложенной по периметру барабана ленты 5 способствуют соскальзыванию ее с выполнивших свою функцию прижимных планок 14. После прослабления ленты 5 при дальнейшем .провороте барабана предварительно пропитанная связующим лента, закрепленная заблаговременно на одном из транспортеров 4, наматываясь вслед за антиадгезионной лентой 5, накрывает ее, прижимая своим технологическим натяжением к верхним ветвям транспортера 4. Затем часть оборота барабана радиальные толкатели 10 и осевые щтоки 13 проходят неизменяемые участки соответствующих копиров 7 и 8 и при этом никаких последующих воздействий на ленту 5 не производят. Не доходя до полного оборота барабана-накопителя, осевые толкатели при помощи осевого копира 8 перемещаются в обратном осевом направлении выходя из зоны прижатия ленты 5 прижимной планкой 14, скользя по ней шариками 15. Вслед за этим радиальный копир 7 перемещает радиальные толкатели 10 в исходные положения, т.е. выше траектории укладки антиадгезионной ленты. На этом цикл одного оборота барабана заканчивается и повторяется аналогичным образом.
Прослабленная между каждой парой транспортеров 4 антиадгезионная лента 5, перемещаясь вдоль барабана-накопителя, имеющего конусность, по мере увеличения расстояния между ветвями транспортеров 4 увеличивается и в конце барабана приобретает свое естественное положение.
Отработав на барабане, антиадгезионная лента 5 при помощи фторопластовых роликов, закрепленных шарнирно возвращается к левой стороне барабана-накопителя, где снова повторяется процесс укладки ее в качестве защитного .материала в той же последовательности.
При необходимости изменения величины натяжения пропитанной связующим ленты изменяется и величина конусности барабана-накопителя, при этом величина прослаб- ления антиадгезионной лекты 5 регулируется при помощи смены радиального копира 7 и изменения длины радиальных телескопических толкателей 10 или же изначально устанавливается радиальный копир с эксцентричностью, обеспечивающей реализацию максимально возможного натяжения ленты.
Использование предлагаемого изобретения позволит значительно повысить надежность работы установки, увеличить долговечность антиадгезионной ленты и тем самым улучшить условия работы с аналогичными механизмами.
0
5
Формула изобретения Установка для получения предварительно пропитанного ленточного материала по авт. св. № 929448, отличающаяся тем, что, с целью повышения надежности работы за счет увеличения долговечности антиадгезионной ленты, она дополнительно снабжена приспособлением компенсации растяжения антиадгезионной ленты, выпатненным в виде установленного на неподвижной подшипниковой опоре вала барабана радиального копира и контактирующих с ним радиально расположенных телескопических, подпружиненных толкателей, несущих смонтирован ные с возможностью осевого перемещения штоки, которые одним концом соединены с прижимной планкой, а другим - контактируют с осевым копиром.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для получения предварительно пропитанного ленточного материала | 1986 |
|
SU1328215A1 |
| Установка для получения предварительно пропитанного ленточного материала | 1988 |
|
SU1652081A1 |
| Телескопический ленточный конвейер | 1986 |
|
SU1407861A1 |
| Устройство для резки и укладки ткани на основу | 1980 |
|
SU931864A2 |
| Устройство для обрезки концов корнеплодов | 1985 |
|
SU1284497A1 |
| МАШИНА ДЛЯ ЭТИКЕТИРОВАНИЯ БУТЫЛОК АКЦИЗНЫМИ МАРКАМИ | 1998 |
|
RU2119879C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Автоматическая линия для сборки конденсаторов цилиндрической формы с осевыми выводами и устройство для обертывания конденсаторов липкой лентой | 1989 |
|
SU1702443A1 |
| Установка для получения предварительно пропитанного ленточного материала | 1980 |
|
SU929448A2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ КОНФИГУРАЦИИ ГИБКОГО | 1973 |
|
SU399349A1 |

Изобретение относится к оборудованию для изготовления слоистых изделий методом намотки. Цель изобретения - повышение надежности работы за счет увеличения долговечности антиадгезионной ленты. Для этоЛ . 13 10 1 15 3 J J / / / то в установку введено приспособление компенсации растяжения антиадгезионной ленты из приводимых в движение с помощью радиального 7 и осевого 8 копиров радиальных телескопических толкателей 10, имеющих на своих концах осевые толкатели с прижимными планками 14 на конце. Прижимные планки 14, надавливая на уложенную между двумя транспортерами 4 антиадгезионную ленту, увеличивают ее длину на необходимую, наперед заданную величину, зависящую от конкретной конусности барабана-накопителя. Прослабленная между каждой парой транспортеров 4 антиадгезионная лента, перемещаясь вдоль барабана-накопителя, имеющего конусность, по мере увеличения расстояния между ветвями транспортеров увеличивается и в конце барабана приобретает свое естественное положение, что исключает ее быстрый износ. 7 ил. 2V S Ol 4;ib О) 00 JVJ 9uz.i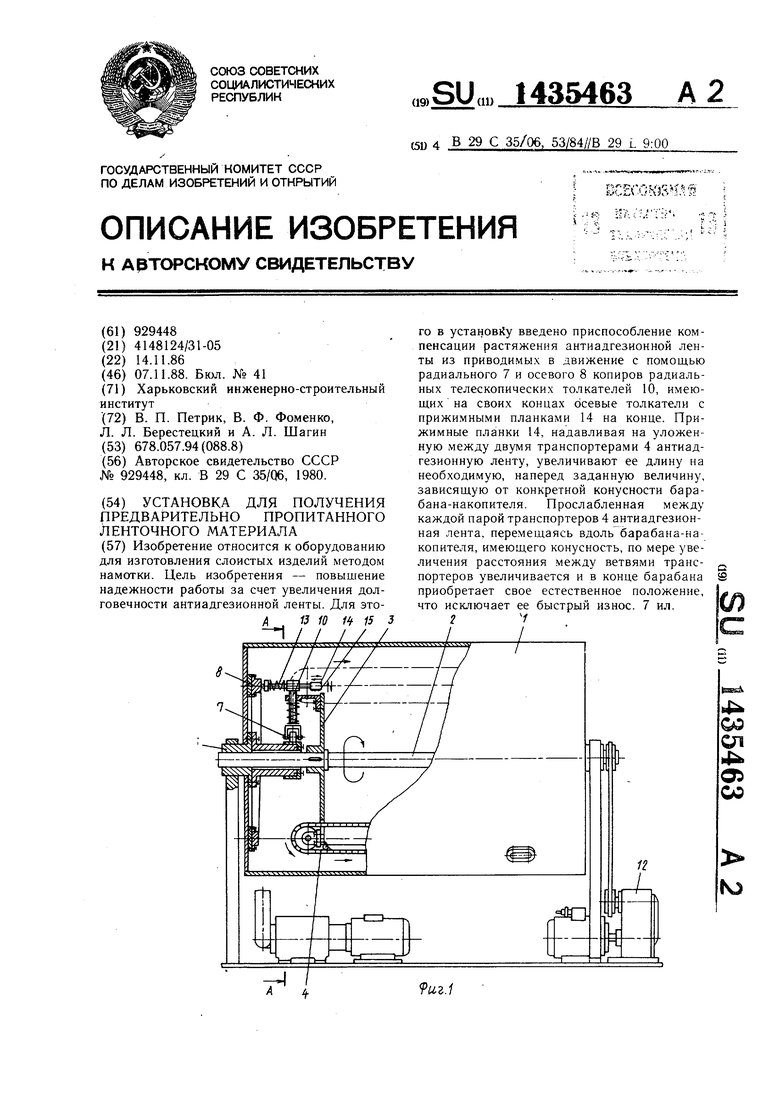
. 2
10
11
Щ$$$
Фие. 3
1ри$.6 7
| Установка для получения предварительно пропитанного ленточного материала | 1980 |
|
SU929448A2 |
| Солесос | 1922 |
|
SU29A1 |
