ка
00
ел
4
(Ju
.шА.
9tLZ.1
Изобретение относится к оснастке для изготовления полимерных изделий с внутренней резьбой, к переработке полимера и может быть использовано для получения изделий сложной конфигурации .типа прямых патрубков, патрубков с ответвлениями, гаек и т. п.
Цель изобретения - улучшение качества изделий.
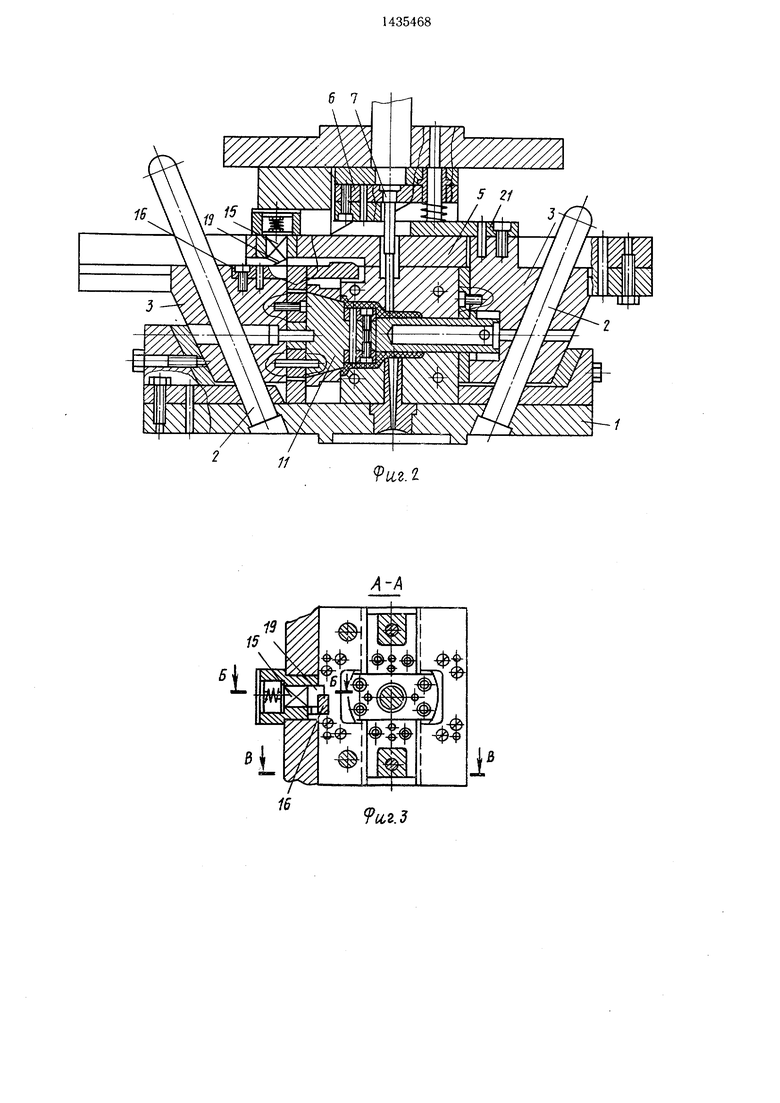
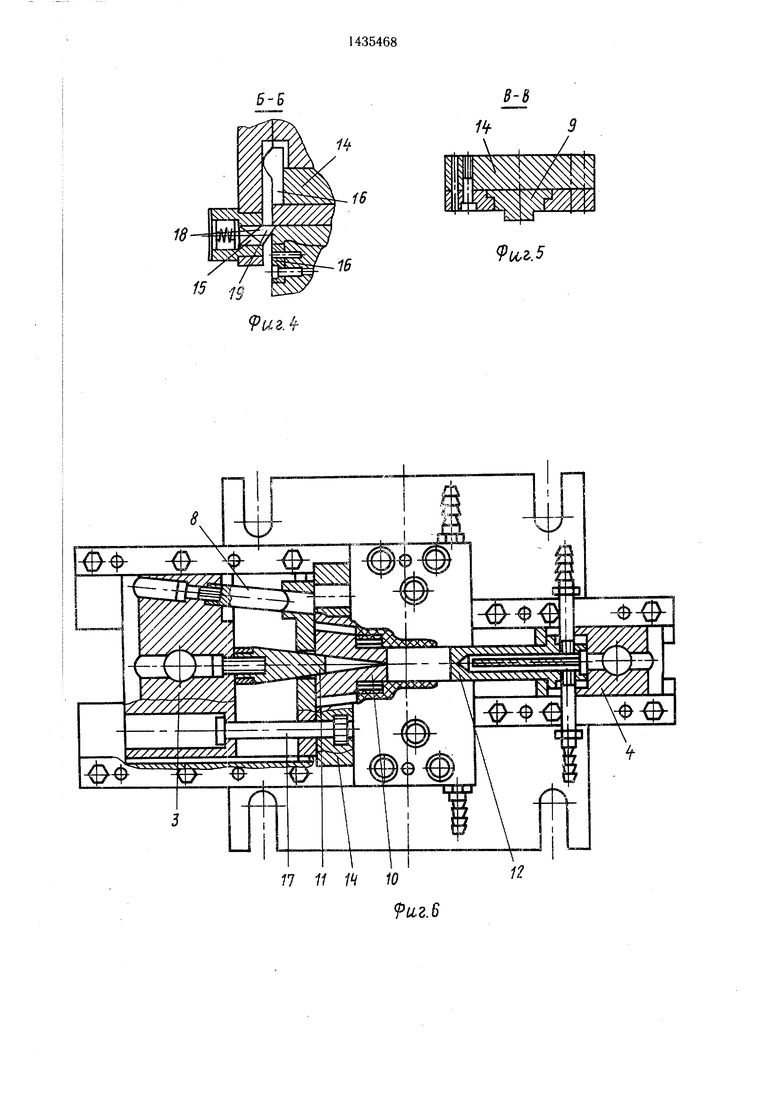
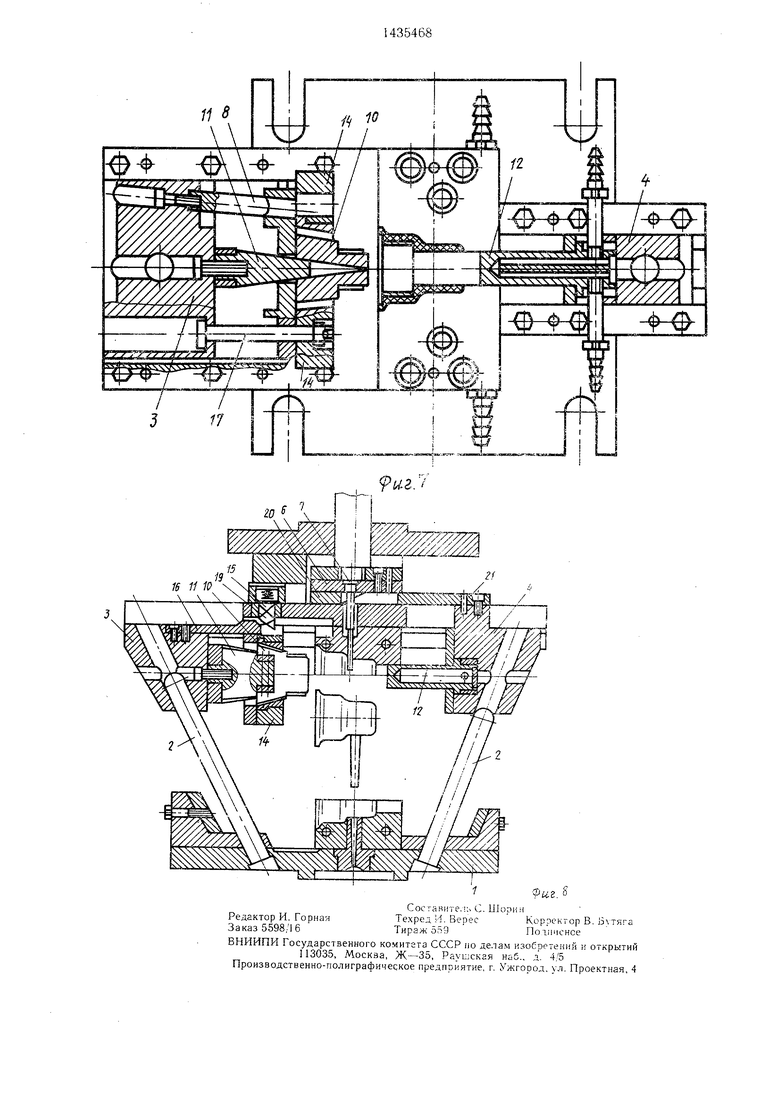
На фиг. 1 показана предлагаемая форма, поперечный разрез; на фиг. 2 - то же, продольный разрез; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. 3; на фиг. 5 - сечение В-В на фиг. 3; на фиг. 6-8 - литьевая форма, разрезы.
Литьевая форма содержи.т неподвижную литниковую плиту 1 с наклонными колонками 2 для перемещения ползунов 3 и 4, промежуточную плиту 5, плиту 6 с выталкивателем 7, дополнительные колонки 8 для перемещения ползунов 9 с резьбовыми секторами 10, клиновой элемент 11 для фиксации резьбовых секторов 10, расположенный соосно клиновому элементу 1i оформляющий знак 12.
Клиновой элемент 11 закреплен на ползуне 3, на ползуне 4 - оформляющий знак 13 (не показан).
Форма снабжена установленной с возможностью поперечного перемещения обоймой 14, в которой установлены резьбовые сектора 10, расположенные в про.межуточной плите 5, фиксатором 15 обоймы 14, закрепленной на ползуне 3 копирной планкой 16 для взаимодействия с фиксатором и тягами 17 для связи обоймы 14 с ползуном 3, на котором закреплены дополнительные колонки 8 для переменхения ползунов 9.
Фиксатор 15 выполнен двухступенчатым: одна ступень в виде равнобедренной треугольной призмы 18 для взаимодействия с копирной планкой 16, а вторая - в виде прямой треугольной призмы 19, образующей выступ для взаимодействия с обоймой 14.
Для возврата выталкивателя 7 предусмотрены клин 20 возврата и планки 21 возврата.
Форма работает следующим образом.
После подачи расплава полимера и технологической выдержки производится раскрытие формы, в ходе которого ползуном 3 из изделия извлекается клиновой элемент 11, а под действием дополнительных колонок 8 и ползунов 9 одновременно извлекаются резьбовые сектора 10, которые движутся строго перпендикулярно оси резьбового участка изделия. При этом выступ 19 фиксатора 15 удержиает обойму 14 в исходно.м
положении до момента полного выхсла резьбовых секторов 10 из зацепления с ;,езьбой изделия, после чего выступ 19 фиксатора 15 утапливается трапецеидальным приливом ко- пирной планки 16, освобождая обойму 14. Одновременно из изделия выводится оформляющий знак 13.
При дальнейщем ходе ползуна 3 тяга 17 перемещает за собой обойму 14 до полного вывода из полости изделия резьбовых секторов 10.
При дальнейшем движении подвижной части формы хвостовик останавливается упором на термопластавтомате, выталкиватель 7 удаляет изделие. Во время закрытия формы с начало.м движения ползуна 4 скос планки 21 возврата взаимодействует со скосом клина 20 возврата, приподнимая клин возврата над планкой 21 возврата до тех пор, пока клин возврата не оказывается над планкой 22 {фиг. 2). При этом выталкиватель отводится в исходное положение, что иск. почает его повреждение оформляющим знаком 12. .
Таким образом, произЕоднтся перемеще- ние резьбовых секторов строго перпендикулярно оси изделия, которое выталкивается после полного извлечения резьбовых секто- что исключае .г поврежден 1е резьбы.
Формула изобретения
Литьевая форма для изготовления полимерных изделий с внутренней резьбой, содержащая неподвижную литниковую плиту с наклонными колонками для геремещения ползунов, Промежуточную плиту, дополннтельные колонки для перемещения ползунов с резьбовыми секторами, клиновой элемент для фиксации резьбовых секторов, расположенный соосно клиновому элементу оформляющий знак и выталкивающую систему, отличающаяся тем, что, с целью повышения
качества изделий на одном из ползунов закреплен клиновой элемент, а на другом - оформляющий знак, при этом форма снабжена установленной с возможностью поперечного перемещения обоймой, в которой
установлены резьбовые сектора, с располо- в промежуточной плите фиксатором, обоймы, закрепленной на ползуне с клиновым элементом копирной планкой для взаимодействия с фиксатором и тягами для связи обоймы с ползуном с клиновым элементом, на котором закреплены дополнительные колонки для перемен1,ения ползунов с резьбовыми секторами.
б 7
. г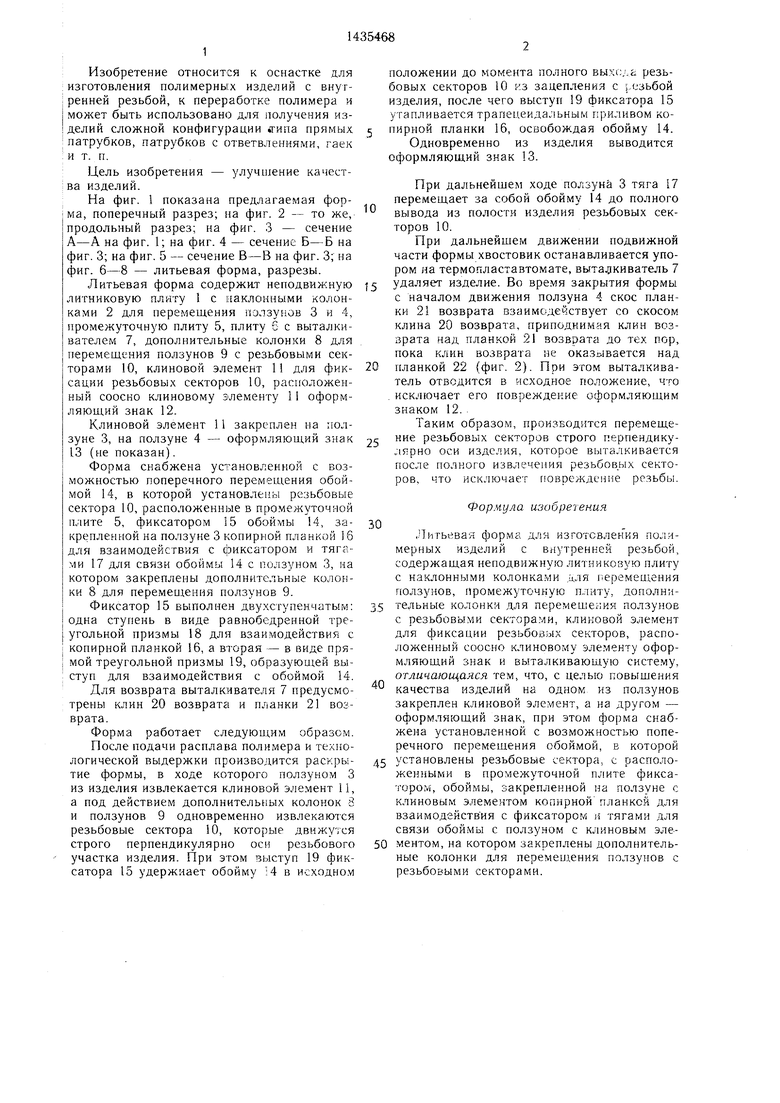
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Блок-форма для изготовления изделий с резьбами | 1990 |
|
SU1722856A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1989 |
|
SU1682195A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Пресс-форма для изготовления полимерных изделий с резьбами | 1987 |
|
SU1523389A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| Устройство для прессования изделий из порошка | 1981 |
|
SU946801A1 |
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1130487A1 |
| Устройство для изготовления резьбо-ВыХ издЕлий из пОлиМЕРНыХ МАТЕРиАлОВ | 1979 |
|
SU839718A1 |
Изобретение относится к литьевым формам для изготовления полимерных изделий с внутренней резьбой. Цель изобретения - повышение качества изделий. Для этого форма снабжена установленной с возможностью поперечного перемещения обоймой, в которой установлены резьбовые сектора 0. с расположенным в промежуточной плите фиксатором обоймы, закрепленной на ползуне с клиновым элементом 1 копиркой планкой для взаимодействия с фиксатором и тягами 17 для связи обоймы с ползуном 3 с клиновым элементом, на котором закреплены дополнительные колонки 8 с резьбовыми секторами 10. При раскрытии формы из изде.чия извлекается клиновой элемент П и под дг-йствием дополнительных колонок 8 извлекаются резьбовые сектора 10, которые перемеолаются строго перпендикулярно оси резьбового участка изделия. Обойма 14 удерживается фиксатором до полного вывода из изделия резьбовых секторов, после чего фиксатор утапливается коиирной планко: . освобожая обойму 14. Таким образом, про- изводитс перемещение резьбовых ,горои 10 строго перпендик лярно оси изделия, которое удаляется псслс полного извлечен,;я резьбовых секторов 10.. что Г1сключает :io- вреждение резьбы. 8 нл. g % f
9и,2.3
5-6
15
9игЛ
f
17 11 i4 10
8-В
9ы.г,.5
иг.б
Редактор И. Горная Заказ 5598/1 6
с оставите.;-. С. Шопи.ч
Корректор В. , Пошисное
Техред И. Верес Тираж 55Э
ВНИИПИ Государственного комитета СССР но делам изобретений и открытий
13035, Москва, Ж--35, Рауы ская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, у.п. Проектная, 4
Фиг.
с оставите.;-. С. Шопи.ч
Корректор В. , Пошисное
| Литьевая форма для полимерных изделий | 1981 |
|
SU979128A1 |
| Солесос | 1922 |
|
SU29A1 |
