1
Изобретение относится к полимерному машиностроению, в частности к литьевым формам, и может быть использовано при разработке литьевых форм для изготовления оптических изделий из полимерных материалов методом литья под давлением или ме- тодом реакционно-литьевого формования.
Цель изобретения - создание литьевой формы для полимерных изделий, в которой срез впускных литников и двухсторонняя подпрессовка изделий осуществляются автоматически без применения источника подачи жидкости за счет использования давления уплотнения полимера в формующей полости, создаваемого в процессе выдержки под давлением.
На чертеже похазкна ; итьевая форма для полимерных изделий со срезом впускных литников, фронтальный разрез.
Литьевая форма содержит подвижную плиту 1, соединенную с матрицей 2, неподвижную плиту 3, соединенную с отсекате- лем 4, полость а между подвижной плитой и матрицей, соединенную непосредственно с полостью & между неподвижной плитой и отсекателем, плиту 5 выталкивателей 6 изделий 7, расположенную в по- .лости а между подвижной плитой и матрицей, выталкиватели 8 литниковой системы 9, установленные в отверстиях матрицы и соединенные с плитой 5, плиту 0 со срезывающими знаками 11, расположенную в полости b между неподвижной плитой и отсекателем. Полость а между подвижной-плитой и матрицей заполнена жидкостью 12, а площадь рабочей поверхности с плиты 5 принята больше площади рабочей поверхности d плиты 10. Полость а соединена с полостью Ъ гибким рукавом 13 и заполнена гидравлическим маслом. Плита 10 снабжена колонками 14, которые проходят через отсека- тель и матрицу и образуют зазор порядка 0,1-0,2 мм с плитой 5, который допускает сближение этих плит в процессе подпрессовки полимера. Плита 5 выталкивателей снабжена хвостовиком 15, выступающим из подвижной плиты 1. Литниковая втулка 16 укреплена в отсекателе 4 и проходит через плиту 10 и неподвижную плиту 3.
Форма работает следующим образом.
Полимерный материал инжектируется в форму через литниковую втулку 16. После заполнения формуюш,ей полости полимерный материал продолжают нагнетать в форму, т. е. подвергают выдержке под давлением. Давление полимера в форме в процессе выдержки под давлением резко возрастает и обычно составляет 400- 500 кгс/см Это давление действует на формующие поверхности выталкивателей 6 и 8 и срезывающих знаков 11 и вызывает смещение плит 5 и 10 влево за счет разВНИИПИЗаказ 5598/16
Производственно-полиграфическое
1435473
ности их площадей, и тем самым cjie. ьпуск- ных литников 17. Так как площад. рабочей поверхности с плиты 5 больше площади рабочей поверхности d плиты 10, плита 5 перемещается на меньшее расстояние, чем плита 10, тем самым вызывая сближение этих плит и обжатие изделий 7 между выталкивателями 6 и срезывающими знаками 11, т. е. двухстороннюю подпрессовку изделий 7. Подпрессовка продолжается вплоть
0 до отверждения полимера в форме. После этого форма открывается. Хвостовик 15 и плита 5 останавливаются при наталкивании, на упор литьевой машины (не показан), при этом изделия 7 и литниковая систе5 ма 9 выталкиваются из матрицы 2. Затем форма закрывается, плита 5 наталкивается на колонки 14, которые возвращают в исходное положение плиту 10 со срезывающими знаками 11. После этого в форму инжектируется следующая порция полимера, фор0 ма заполняется полимером, к далее цикл повторяется.
По сравнению с базовым объектом предлагаемая литьевая форма не нуждается в компрессорной станции и системе управ5 ления для проведения процесса формования из/пелий, так как формование проходит в автоматическом режиме за счет давления уплотнения, создаваемого литьевой машиной после инжекции полимера в форму. Вследствие этого она надежнее в работе и де„ шевле на 25-30%. Ее использование в производстве позволит сократить энергетические затраты формования примерйо на 5-7% и снизить стоимость изготовления изделий приблизительно на 0,3-0,5%.
35
Формула изобретения
Литьевая форма для полимерных изделий со срезом впускных литников, содержащая подвижную плиту, соединенную с матрицей, неподвижную плиту, соединенную
40 с отсекателем, полости между подвижной плитой и матрицей и неподвижной плитой и отсекателем, заполненные жидкостью, плиту выталкивателей изделий, расположенную s полости между подвижной плитой и матридс цей, выталкиватели литниковой системы, установленные в отверстиях матрицы, и плиту со срезывающими знаками, расположенную в полости между неподвижной плитой и отсекателем, отличающаяся тем, что, с целью автоматизации двухсторонней под5Q прессовки изделий и среза впускных литников за счет давления уплотнения полимера в формующей полости, рабочая поверхность плиты выталкивателей изделий выполнена по площади больше площади рабочей поверхности плиты со срезывающими
55 знаками, при этом указанные полости непосредственно соединены одну с другой.
Тираж 559Подписное
едпр.чятие, г. Ужгород, ул. Проектная, 4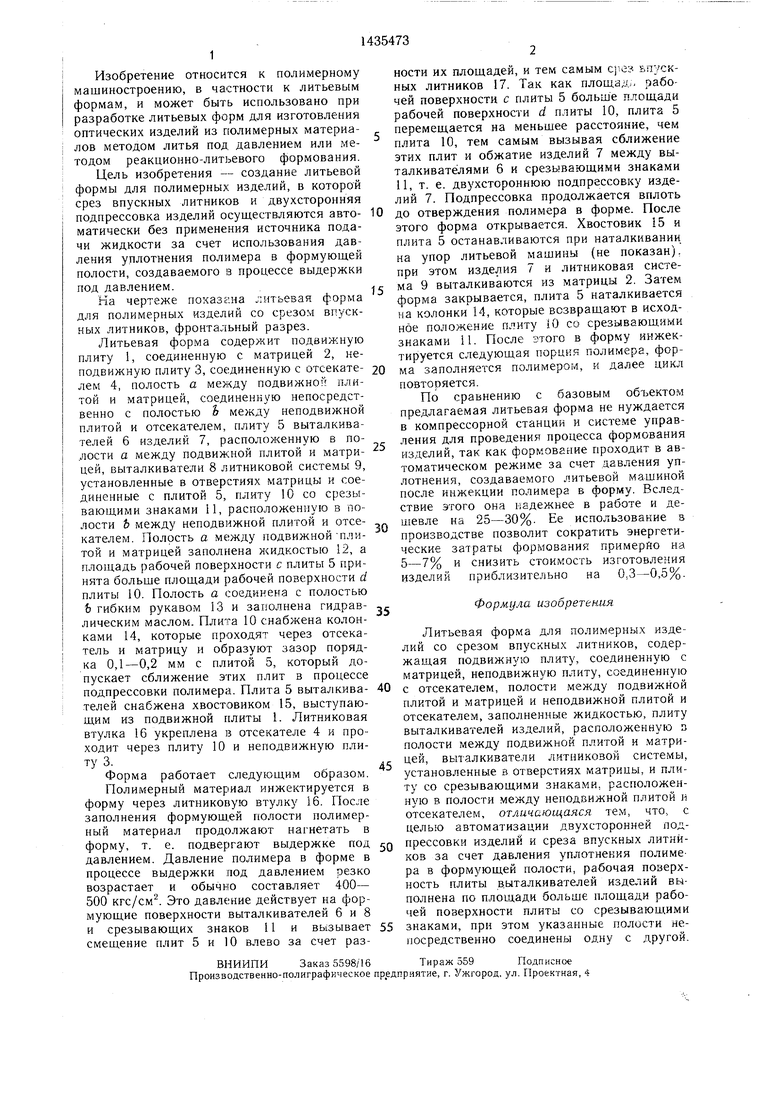
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для полимерных изделий со срезом впускных литников | 1978 |
|
SU763117A1 |
| Литьевая форма для изготовления изделий из термопластов | 1985 |
|
SU1331653A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1977 |
|
SU703340A1 |
| Литьевая форма для изделий со срезом впускных литников | 1988 |
|
SU1549768A2 |
| Литьевая пресс-форма для изготовления изделий из полимерных материалов | 1978 |
|
SU701818A1 |
| Литьевая прессформа | 1974 |
|
SU540746A1 |
| Литьевая форма для полимерных изделий | 1979 |
|
SU895689A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011524C1 |
| Литьевая прессформа | 1973 |
|
SU685506A1 |
Изобретение относится к полимерному машиностроению, в частности к литьевым формам, и может быть использовано при разработке литьевых форм для изготовления оптических изделий из полимерных материалов методом литья под давлением или методом реакционно-литьевого формования. Цель - создание литьевой формы для полимерных изделий, в которой срез впускных литников и двухсторонняя подпрессовка изделий осуш,ествляются автоматически без применения источника подачи жидкости за счет использования давления уплотнения полимера в формующей полости, создаваемого в процессе выдержки под давлением. Для этого рабочая поверхность плиты 5 выталкивателей 6 изделий 7 выполнена по площади больше, чем рабочая поверхность плиты 10 со срезывающими знаками 11. При этом полости айв сообщены между собой гибким рукавом 13. 1 ил. eg (Л 4 00 сд J со fj
| Технологическая оснастка для холодной штамповки, прессования пластмасс и литья под давлением | |||
| Каталог-справочник- НИИМАШ, 1967, ч | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
| ПО | |||
| Литьевая форма для полимерных изделий со срезом впускных литников | 1978 |
|
SU763117A1 |
| Солесос | 1922 |
|
SU29A1 |
