1
Изобретение относится к полимерному машиностроению и может быть использовано при переработке полимерных материалов в оптические изделия методом литья под давлением.
Известна литьевая форма для изготовления изделий из полимерных материалов, содержащая неподвижную литниковую плиту со знаками, размещенными в гнездах отсекателя, плиту матриц, промежуточную плиту, установленную между плитами выталкивателей изделий, связанную с тягами с отсекателем, а также подпружиненный фиксатор, установленный в плите матриц и взаимодействующий с тягами 1.
Недостатком этой пресс-формы является невозможность осуществления двухсторонней подпрессовки изделий, так как знаки, размещенные в гнездах отсекателя, жестко укреплены в литниковой плите.
Наиболее близким техническим решением является литьевая форма для полимерных изделий со срезом впускных литников, содержащая неподвижную плиту, соединенную с отсекателем, подвижную плиту, жестко связанную с матрицей, плиту со срезывающими знаками, расположенную в полости между неподвижной плитой и отсекателем, и плиту выталкивателей, расположенную в полости между подвижной плитой и матрицей 2.
Однако данная форма не обеспечивает двухсторонней подпрессовки.
Цель изобретения - улучшение качества изделий.
Поставленная цель достигается тем, что в литьевой форме для полимерных изделий со срезом впускных литников, содержащая неподвижную плиту, соединенную с отсекателем, подвижную плиту, жестко связанную с матрицей, плиту со срезывающими знаками, расположенную в полости между неподвижным плитой и отсекателем, и плиту выталкивателей, расположенную в полос5 ти между подвижной плитой и матрицей, полость между неподвижной плитой и отсекателем и полость между подвижной плитой и матрицей соединены с источником подачи жидкости.
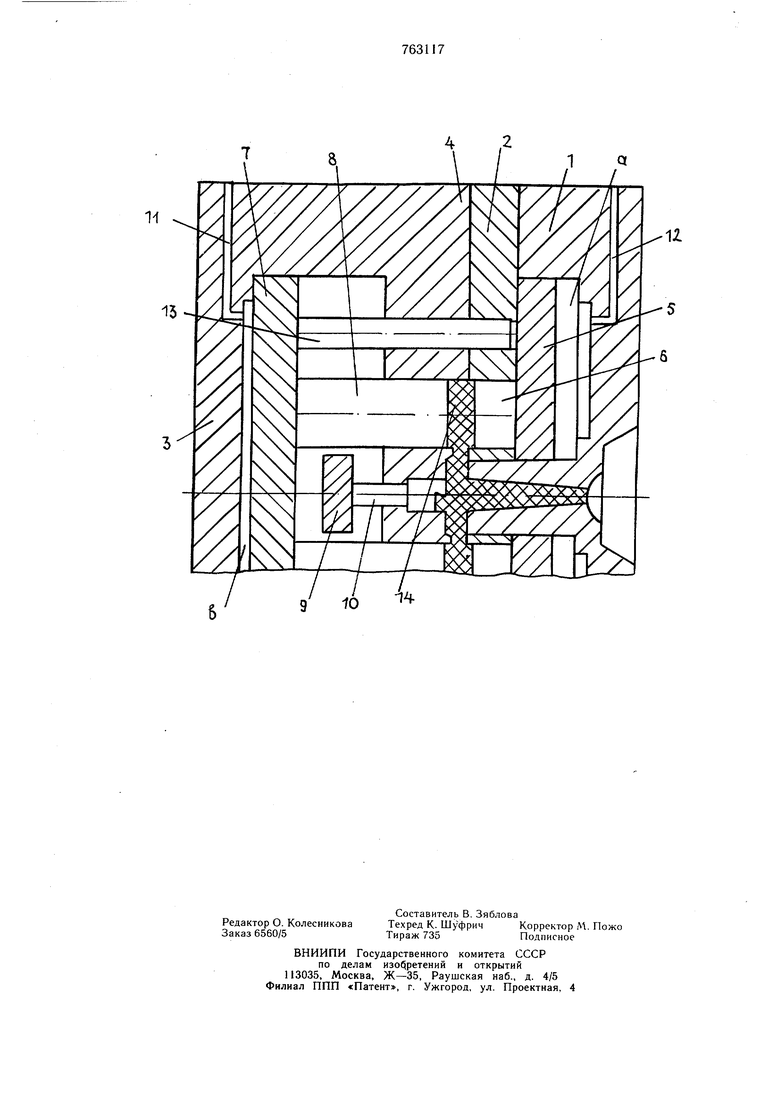
На чертеже изображена литьевая фор20ма, продольный разрез.
Литьевая форма содержит неподвижную плиту 1, соединенную с отсекателем 2, подвижную плиту 3, жестко связанную с матрицей 4, плиту 5 со срезывающими знаками 6, расположенную в полости а между неподвижной плитой и отсекателем, и плиту 7 выталкивателей 8, расположенную в полости в между подвижной плитой и матрицей, причем полости а и в соединены с источником подачи жидкости под давлением. В полости размещена плита 9 с выталкивателем 10 литниковой системы. Подвижная плита 3 и неподвижная плита 1 снабжены каналами 11 и 12 для подачи рабочей жидкости в полости соответственно 0 и а. Для предупреждения повреждения оформляющих поверхностей выталкивателей 8 и 6 форма снабжена колонками 13, жестко укрепленными на плите 7 выталкивателей и проходящими сквозь плиту 4 матриц и отсекатель 2. Форма работает следующим образом. В полость а плиты 1 подается рабочая жидкость под давлением, необходимым для удержания на месте выталкивателей 6 во время инжекции полимерного материала с тем, чтобы сохранить требуемый размер изделий 14 между выталкивателями 8 и 6. Через центральный литниковый канал и разводные каналы полимерный материал впрыскивают в гнезда матрицы 4. После заполнения гнезд матриц давление жидкости в полости а сбрасывается. Одновременно или после сброса давления в полости а лодают рабочую жидкость в полость е. При этом происходит перемещение плиты 7 с выталкивателями 8 вправо и смещение изделий в гнезда отсекателя 2 и отделение изделий от литниковой системы. Перемещение плиты 7 происходит до тех пор, пока плита 5 выталкивателей 6 не натолкнется на плиту 1. После остановки плиты 5 одновременно в полости айв подается жидкость под давлением, необходимым для осуществления двухсторонней подпрессовки изделий. Давление в этих полостях поддерживается до тех пор, пока полимерный материал полностью не перейдет в твердое состояние. После этого давление жидкости в полости айв сбрасывается, и форму открывают по плоскости разъема между отсекателем 2 и матрицей 4. После раскрытия формы литниковая система удерживается в каналах матрицы, а изделия удерживаются в гнездах отсекателя. Жесткая связь между отсекателем 2 и плитой 1 дает возможность выталкивать изделия из гнезд отсекателя посредством выталкивателей 6, которые вместе с плитой 5 перемещаются влево при подаче рабочей жидкости в полость а плиты 1. Выталкивание литниковой системы из разводящих каналов матрицы происходит после подачи рабочей жидкости в полость 8 и наталкивания плиты 7 при перемещении вправо иа плиту 9 выталкивателей 10. Данная форма обеспечивает двухсторонную подпрессовку изделий после их отделения от литниковой системы в вязкотекучем Состоянии полимерного материала и тем самым обеспечивает точность размеров и формы изделий. Применительно к оптическим изделиям точность их изготовления находится в пределах 4-6 интерференционных колец или полос. Формула изобретения Литьевая форма для полимерных изделий со срезом впускных литников, содержащая неподвижную плиту, соединенную с отсекателем, подвижную плиту, жестко связанную с матрицей, плиту со срезывающими знаками, расположенную в полости между неподвижной плитой и отсекателем, и плиту выталкивателей, расположенную в полости между подвижной плитой и матрицей, отличающаяся тем, что, с целью улучщения качества изделий за счет осуществления двухсторонней подпрессовки, полость между неподвижной плитой и отсекателем и полость между подвижной плитой и матрицей соединены с источником подачи жидкости. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 540746, кл. В 29 С 5/00, В 29 С 1/00, 16.12.74. 2.Технологическая оснастка для холодной щтамповки прессования пластмасс и литья под давлением. Каталог-справочник, НИИМАШ, 1967, ч. 2, с. 133, р. 110 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для полимерных изделий со срезом впускных литников | 1987 |
|
SU1435473A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1977 |
|
SU703340A1 |
| Литьевая форма для изделий со срезом впускных литников | 1988 |
|
SU1549768A2 |
| Литьевая пресс-форма для изготовления изделий из полимерных материалов | 1978 |
|
SU701818A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011524C1 |
| Литьевая форма для изготовления изделий из термопластов | 1985 |
|
SU1331653A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| Многоместная литьевая форма | 1990 |
|
SU1776232A3 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007296C1 |