со
05
го
о ел
Изобретение отноеится к электромашиностроению и может быть использовано при механизированной укладке и заклиновке обмоток з сердечники статоров электрических машин.
Цель изсбретения - повышение производительности и улучшение качества за счет обеспечения точности геометрических размеров элементов пазо- вой изоляции.
На фиг. 1 показано устройство, щий вид; на фиг,2 - вид А на фиг.; на фиг„3 - разрез Б-Б на Фиг,1; на фиг,А - вид на фиг.З; на фиг, 5 - разрез Г-Г на фиг.З; на фиг.6 - раз« рез Д-Д на фиг,2.
Устройство содержит механизм 1 про тяжки, механизм 2 отрезки, механизм 3 формирования и передачи клиньев в кассету, механизм 4 поворота кассеты, станину 5, на которой расположены все механизмы.
Механизм протяжки содержит приводной кривошипно-шатунный механизм 6, зубчатую рейку 7, шестерню 8, обг гоннуго муфту 9s выполненную заодно с шестерней 8, водило 10, соединенное шпонкой с обгонной муфтой 9, быстродействующую электромагнитную муфту М, ведущие диски которой сцеплены с выступами водила iO, прерьшатели 12 и 13, представляющие собой секторные диски из алюминиевого листа, размещенные на алюминиевых ступицах, установленных н центральном валу 14, и бесконтактные электрические датчики 15 и 16.
Механизм отрезки содержит приводной кулачковый механизм 17, качающий ся рычаг 18, серьгу 19, штангу 20 и отрезной нож 21, Механизм формования содержит бухтодержатель 22, комплект профилирующих роликов, направляющие 23 и 24, зигующие 25 ii 26 и формую- щие 27 и 28 ролики шестерни 29, ве- душлй вал 30, направляющую 31. Ролик 27 установлен на валу 30,
Механизм лередачи клиньев в кассету содержит приводной кулачковый ме- ханизм 32, траверсу 33, штанги 34, толкатель 35, направляющие 36,
Механизм поворота кассеты содержит приводной кулачковый механизм 37, рычаг 38, ось 39 качания, серьгу 40 и и собачку 41,
Привод устройства состоит из элек- тродвигателя 42, ведущей шестерни 43, ведомых шестерен 44 и 45, имеющих
,
Q g
..
5
одинаковое количество зубьев и вращающихся синхронно,
На центральном валу установлен ; флажок 46 счета количества оборотов устройства, работающий в комплекте с датчиком 47,
Шестерни 45 и 44 соединяются с ведущей шестерней 43 так, чтобы операции протяжки и формования выполнялись за первые 180 поворота центрального вала, а операции отрезки и передачи деталей в кассету - за вторую половину оборота центрального вала.
Приводные кулачки механизмов установлены на центральном валу так, что операции отрезки и передачи деталей В кассету выполняются поочередно, а поворот кассеты вьтолняется параллельно с протяжкой и формовкой Паузы в движениях механизмов Обеспечиваются профилем кулачков,
Устройство работает следующим образом.
После того, как с помощью электрической схемы управления выбрана определенная конкретная программа изготовления и передачи деталей в кассету, включается электродвигатель 42 и приводятся в движение через шестерню 43 криво.шипно -шатуншмй механизм 6 привода протяжАи и центральный вал 14. Рейка 7 получает возвратно-поступательные движения и вращает шестерню 8, Обгонная- муфта 9 передает вращение водилу 10 только при движении рейки в одну сторону, чем обеспечива- ется пауза (в 180) работы механизмов , установленных на центральном валу. Водило 10 связано с быстродействующей электромагнитной муфтой 11 , которая мгновенно включается в тот момент, когда соответств.ующий дисковый прерьюатель начинает проходить мимо электрических датчиков 15 или f) и мгновенно выключается, как только плоскость прерывателя окончится.
Величиной охватывающего угла пре- рьшателей определяется продолжительность включения муфты.
От электромагнитной муфты вращение передается на формующие ролики 27 и 28, связанные для синхронного вращения шестернями 29, Формующие ролики через ленту 48 материала передают вращение зигующим 25 и 26 и направляющим 23 и 24 роликам.
Направляющие ролики предназначены для точной ориентации ленты относи- тельно положения остальных пар ков, зигующие наносят на ленту мелкие плавные канавки по ширине спинки детали, облегчающие формование и сохранение профиля детали при транспортировке и особенно при заклинивании обмотки в статоре.
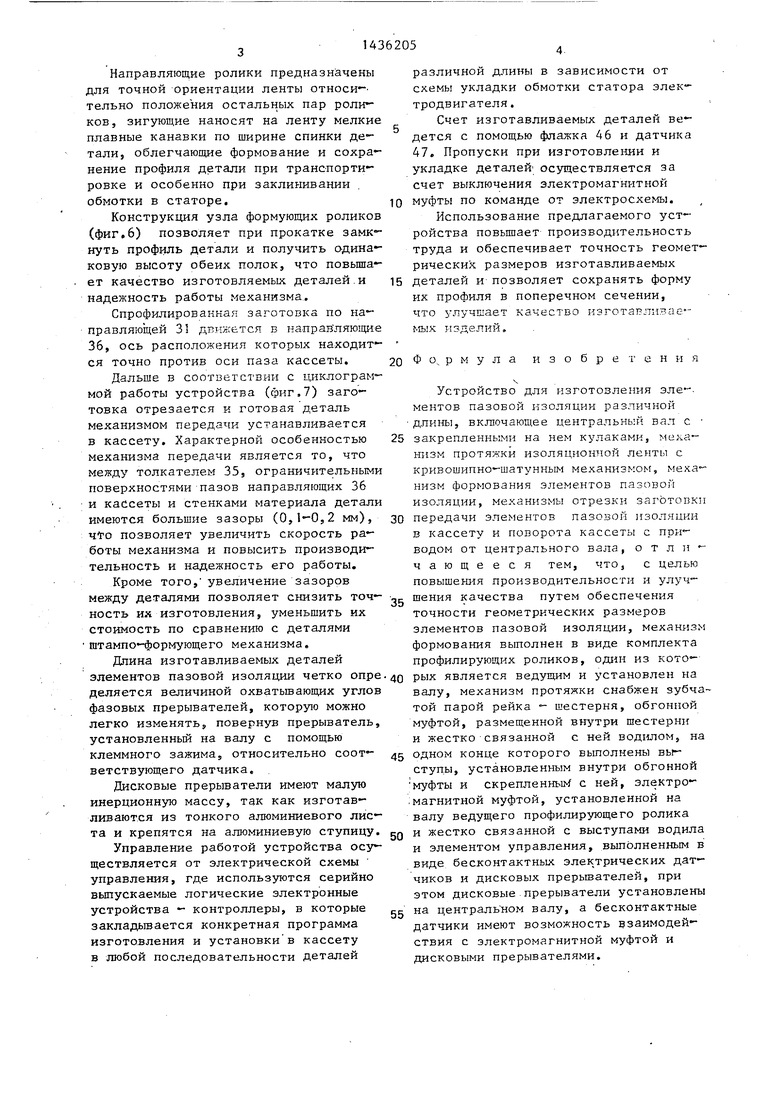
Конструкция узла формующих роликов (фиг.6) позволяет при прокатке замкнуть профиль детали и получить одинаковую высоту обеих полок, что повьша- ет качество изготовляемых деталей.и надежность работы механизма.
Спрофилированная заготовка по на- правляю щей 31 движется в направляющие 36, ось расположения которых находится точно против оси паза кассеты.
Дальше в соответствии с циклограммой работы устройства (сриг.7) заготовка отрезается и готовая деталь механизмом передачи устанавливается в кассету. Характерной особенностью механизма передачи является то, что между толкателем 35, ограничительными поверхностями пазов направляющих 36 и кассеты и стенками материала детали имеются большие зазоры (0,1-0,2 мм), ч го позволяет увеличить скорость работы механизма и повысить производительность и надежность его работы.
Кроме того, увеличение зазоров между деталями позволяет снизить точность их изготовления, уменьшить их стоимость по сравнению с деталями штампо-формующего механизма.
Длина изготавливаемых деталей элементов пазовой изоляции четко опре. деляется величиной охватьшающих углов фазовых прерывателей, которую можно легко изменять, повернув прерыватель, установленный на валу с помощью клеммного зажима, относительно соответствующего датчика.
Дисковые прерыватели имеют малзпо инерционную массу, так как изготавливаются из тонкого алюминиевого листа и крепятся на алюминиевую ступицу.
Управление работой устройства осуществляется от электрической схемы управления, где используются серийно выпускаемые логические электронные устройства - контроллеры, в которые закладьгоается конкретная программа изготовления и установки в кассету в любой последовательности деталей
различной длины в зависимости от схемы укладки обмотки статора электродвигателя.
Счет изготавливаемых деталей ведется с помощью флажка 46 и датчика 47. Пропуски при изготовлении и укладке деталей; осуществляется за счет выключения электромагнитной
муфты по команде от электросхемы.
Использование предлагаемого устройства повышает производительность труда и обеспечивает точность геометрических размеров изготавливаемых
деталей и позволяет сохранять форму их профиля в поперечном сечении, что улучшает качество изготавлизае- мых изделий.
20 Ф о р м у л а и 3 о б р е
н н я
5
0
5
0
5
0
5
Устройство для изготовления эле-, ментов пазовой изоляции различной длины, включающее центральньиЧ вал с закрепленными на нем кулаками, Ш13М протяжки изоляционной ленты с кривошипно-шатунным механизмом, низм формования элементов пазовой изоляции, механизмы отрезки заготовки передачи элементов пазовой изоляции Б кассету и поворота кассеты с приводом от центрального вала, отличающееся тем, что, с целью повышения производительности и улучшения 1 ачества путем обеспечения точности геометрических размеров элементов пазовой изоляции, механизм формования выполнен в виде комплекта профилирующих роликов, один из которых является ведущим и установлен на валу, механизм протяжки снабжен зубчатой парой рейка - шестерня, обгонной муфтой, размещенной внутри шестерни и жестко связанной с ней водилом, на одном конце которого выполнены выступы, установленным внутри обгонной муфты и скрепленным с ней, электромагнитной муфтой, установленной на валу ведущего профилирующего ролика и жестко связанной с выступами водила и элементом управления, выполненным в виде бесконтактных элек трических датчиков и дисковых прерьшателей, при этом дисковые прерыватели установлены на центральном валу, а бесконтактные датчики имеют возможность взаимодействия с электромагнитной муфтой и дисковыми прерывателями.
Вив A
22
23 21) 25 2S 27 Л Ч Л
И
2f
XI
5
36
о%/я г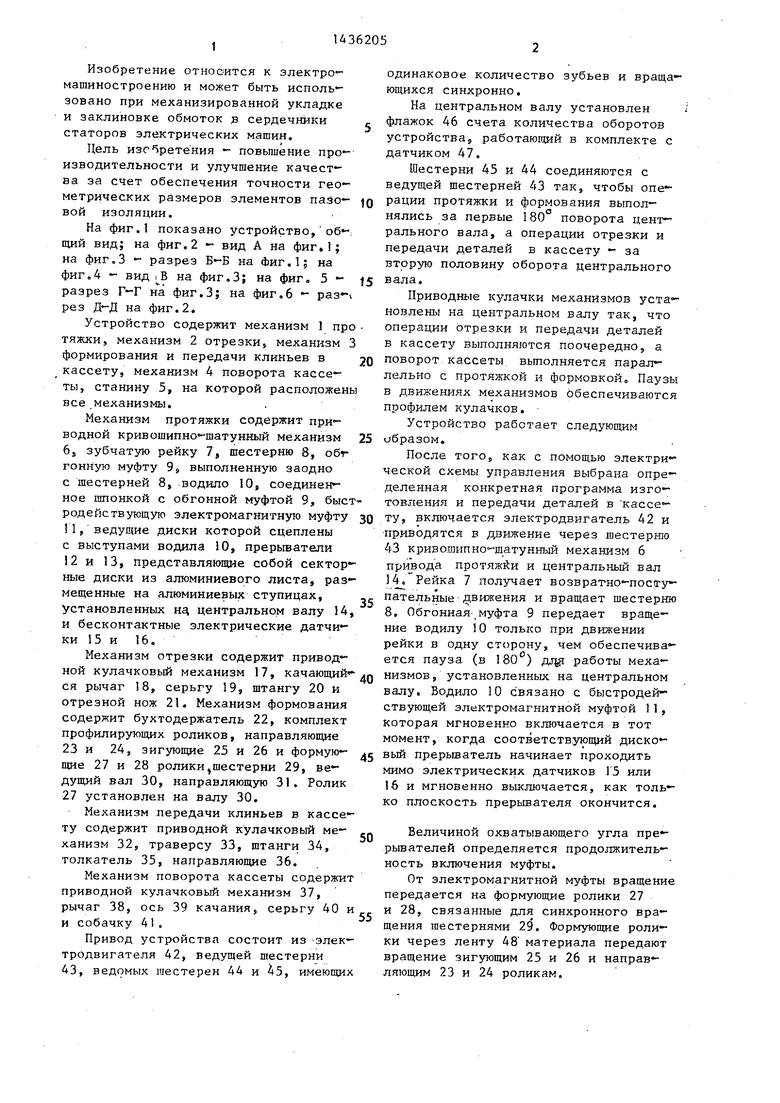
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления пазовой изоляции | 1990 |
|
SU1778876A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Устройство для упаковки радиодеталей | 1979 |
|
SU865704A1 |
| ПОЛУАВТОМАТ ДЛЯ УКЛАДКИ МНОГОСЛОЙНОЙ ПАЗОВОЙ ИЗОЛЯЦИИ ЯКОРЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1973 |
|
SU383167A1 |
| ПРИВОД СТЕРЖНЯ АВАРИЙНОЙ ЗАЩИТЫ | 2013 |
|
RU2566299C2 |
| СТАНОК ДЛЯ ЗАКЛИНИВАНИЯ ОБМОТОК В ПАЗАХ ЯКОРЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1993 |
|
RU2083048C1 |
| Автоматическая линия для изготовления деталей зонтичных каркасов из проволоки | 1983 |
|
SU1296271A1 |
| Автомат для мерной резки и зачистки концов монтажных проводов | 1977 |
|
SU731508A1 |
| Станок для изготовления пазовых изоляционных коробов | 1985 |
|
SU1310960A1 |
| Станок для точения фланцев | 2021 |
|
RU2780213C1 |


Изобретение относится к электро - машиностроениго и может быть использовано при сборке обмотки с магнито- проводом. Целью является повышение производительности и улучшение качества за счет обеспечения точности геометрических размеров элементов пазовой изоля-тдии. Для этого мехаштзм протяжки содержит кривошипно-шатунный механизм, зубчатую пару рейка-- шестерня, обгонную ryфтy 9, выполне г. ную заодно с шестерней 8, водило 10, соединенное шпонкой с-обгонной муфтой, быстродействующую электромагнитн то муфту 11, Ведущие диски обгонной муфты скреплены с выступами водила 10. Муфта 11 установлена на ведущем валу 30 одного из профилирующих роликов .27. Кроме того, механизм протяжки снабжен элементом управления, включающим дисковые прерыватели, установленные на центральном валу устройст-. ва, и бесконтактные датчики, имеющие возможность взаимодействия с электромагнитной муфтой I1 и прерьшателями. Устройство повышает производитель- .- ность и обеспечивает высокую точность геометрических размеров элементов кодовой изоляции. 6 ил. ffi (Л
3
Виде
Фиъ. 5
Л Л.
Ъ -г-гт УУХХХ/у
Фи&.б
| Станок для изготовления пазовых изоляционных коробов | 1985 |
|
SU1310960A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3643317, кл.29-205, 1973. | |||
