Изобретение относится k области электромашиностроения и может быть использовано в станке механизированной укладки и заклиновки обмотки сердечников статоров электрических машин, а также в отдельно стоящих заклиновочных блоках.
Известен станок, предназначенный для механизированного втягивания и заклинивания предварительно намотанных катушек в пазы магнитопровода. В станке поименя- ется устройство для изготовления элементов пазовой изоляции, которое содержит механизм протяжки изолированной ленты, механизм формования и механизм отрезки пазовой изоляции.
Механизм формования деталей работает по методу гибки в штампе с использованием узкого, длинного пуансона и составных матриц.
К недостаткам этого устройства относятся сложность конструкции механизма формования, обусловленную тем, что узел
штамповки требует изготовления и сборки с высокой точностью, а также низкое качество элементов пазовой изоляции, связанное с появлением скрытых трещин в материале деталей элементов пазовой изоляции при увеличении скорости штамповки, что снмжа/ ет электрическое сопротивление деталей и их механическую прочность.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для изготовления элементов пазовой изоляции различной длины. Указанное устройство содержит механизм протяжки изоляционной ленты, механизм ее формования и механизм отрезки.
Механизм формования содержит формующие ролики, причем на рабочей поверхности одного из них выполнен выступ, а другого - ответная впадина, посредством которых производится формообразование элементов пазовой изоляции, зигующие роXJ
О
лики, предназначенные для нанесения на изоляционную ленту мелких плавных канавок по ширине стенки (основания) элементов пазовой изоляции, облегчающих формование и сохранение профиля элементами пазовой изоляции при транспортировке, и направляющие ролики, служащие для точной ориентации изоляционной ленты относительно остальных пар роликов.
Целью изобретения является упрощение конструкции и повышение качества изделия.
Поставленная цель достигается тем, что в устройстве для изготовления элементов пазовой изоляции, содержащем механизм ее формования, включающий формующие ролики, причем на рабочей поверхности одного из которых имеется выступ, а другого оппозитная выступу впадина, и механизм отрезки пазовой изоляции, причем радиус наружной поверхности выступа одного из роликов больше радиуса дна впадины другого ролика на величину
Н2
2 Н -f S где Н - высота впадины;
S - ширина впадины.
Кроме того, по краям выступа ролика выполнены зубья для нанесения зигов на ленте, а во впадине - соответствующие зубьям канавки.
Выполнение радиуса наружной поверхности выступа одного из роликов большим радиуса дна впадины другого ролика на веН2личину L. . о позволяет значительно
снизить суммарное относительное скольжение и упруго-пластические деформации во всей зоне формования изоляционной ленты за счет перераспределения линейных скоростей элементов роликов, принимающих участие в процессе формования, относительно центра масс сечения пазовой изоляции, что повышает качество изделий.
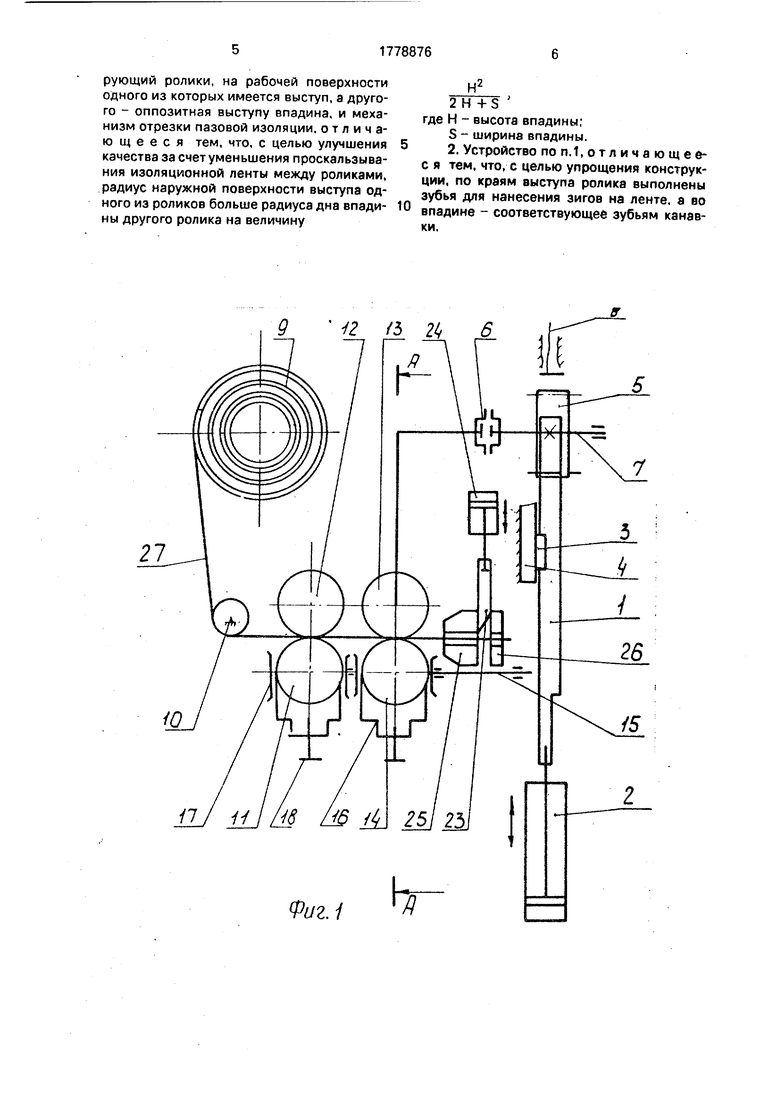
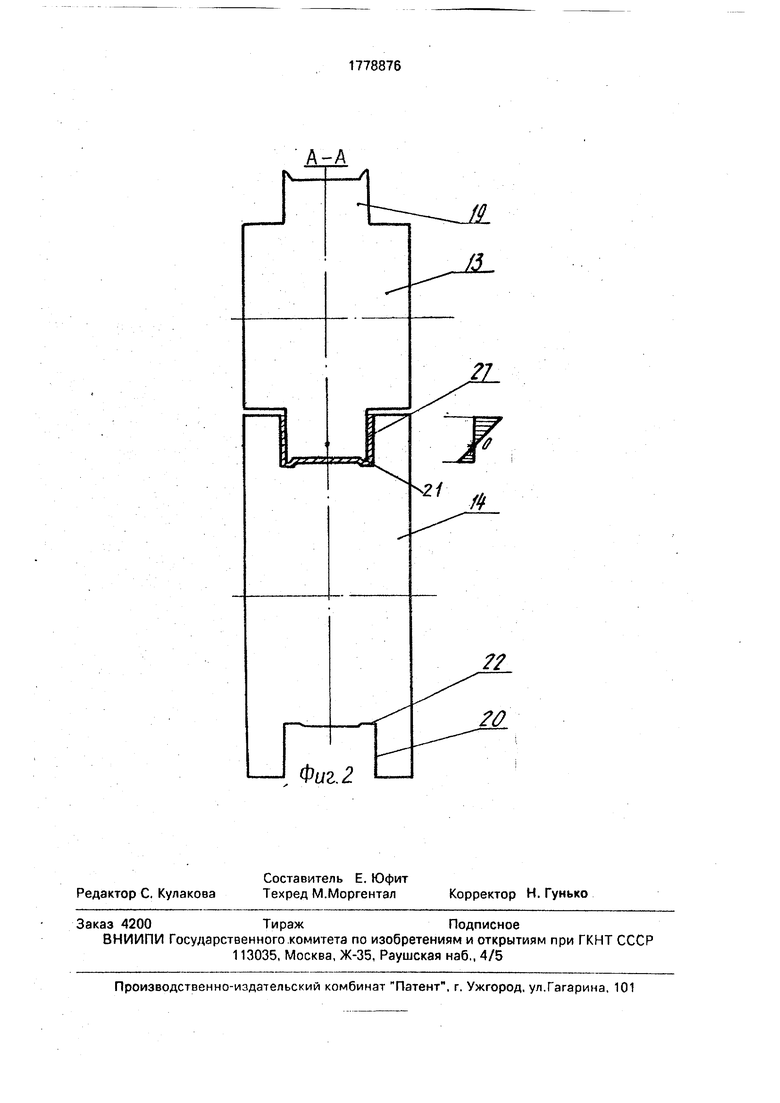
На фиг. 1 показано устройство, общий вид; на фиг. 2 - разрез А-А на фиг, 1.
Устройство содержит (фиг. 1) рейку 1, пневмоцилиндр протяжки 2, корпус 3, плиту 4, шестерню 5, обгонную муфту 6, вал 7, упор 8, которые образуют механизм протяжки изоляционной ленты.
-Кассета 9, натяжной ролик 10, направляющие ролики 11 и 12, формующие ролики 13 и 14, валы 7 и 15, корпус 16, направляющие 17, ручки 18 образуют механизм формования изоляционной ленты. Причем на рабочей поверхности формующего ролика 13 (фиг.2) выполнен выступ 19, а на рабочей
поверхности формующего ролика 14 - ответная впадина 20. На краевых участках выступа 19 формующего ролика 13 расположены зигующие зубья 21, а на краевых участках впадины 20 формующего ролика 14 - соответствующие зигующим зубьям 21 углубления 22.
Нож 23. пневмоцилиндр, отрезки 24, направляющие 25 и 26 образуют механизм
0 отрезки элементов пазовой изоляции.
Устройство для изготовления элементов пазовой изоляции различной длины работает следующим образом.
После того, как вручную изоляционная
5 лента 27 протягивается через натяжной ролик 10, направляющие ролики 11,12, формующие ролики 13 и 14, направляющую 25 включается пневмоцилиндр протяжки 2 и передают возвратно-поступательное дви0 жение рейке 1, перемещающейся в корпусе 3, закрепленном на плите 4, и вращающей шестерню 5. Обгонная муфта 6, жестко закрепленная на валу 7, обеспечивает передачу вращения формующему ролику 13 только
5 в одном направлении. При этом через изоляционную ленту 27 формующий ролик 13 передает вращение формующему ролику 14, направляющим роликам 11 и 12 и обеспечивает ее подачу с кассеты 9 через натяжной
0 ролик 10, направляющие ролики 11 и 12, формующие ролики 13 и 14 в направляющие 25 и 26, где ножом 23, приводящимся в движение пневмоцилиндром отрезки 24, осуществляется отрезка элементов пазовой
5 изоляции. Регулировка длины элементов пазовой изоляции осуществляется перемещением упора 8.
Установка зазора между направляющими роликами 11 и 12,,а также формующими
0 роликами 13 и 14 осуществляется перемещением корпуса 16 по направляющим 17 с помощью ручки 18.
Описанная конструкция формующих роликов 13 и 14 обеспечивает минимизацию
5 относительной скорости скольжения в наиболее удаленных зонах формования, в результате чего образуемые элементы пазовой изоляции не имеют пластической деформации, длинные элементы не имеют
0 дугообразной формы, значительно затрудняющей их установку а пазы сердечника статора, что позволяет повысить качество изготавливаемых элементов пазовой изоляции.
5
Формула изобретения 1. Устройство для изготовления пазовой изоляции, содержащее механизм протяжки изоляционной ленты, механизм формирования пазовой изоляции, включающий формирующий ролики, на рабочей поверхности одного из которых имеется выступ, а другого - оппозитная выступу впадина, и механизм отрезки пазовой изоляции, отличающееся тем, что, с целью улучшения качества за счет уменьшения проскальзывания изоляционной ленты между роликами, радиус наружной поверхности выступа одного из роликов больше радиуса дна впадины другого ролика на величину
Н5
2Н +S
где Н - высота впадины; S - ширина впадины.
2. Устройство по п.1, о т л и ч а ю щ е е- с я тем, что, с целью упрощения конструкции, по краям выступа ролика выполнены зубья для нанесения зигов на ленте, а во впадине - соответствующее зубьям канавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления элементов пазовой изоляции различной длины | 1986 |
|
SU1436205A1 |
| Станок для изготовления пазовых изоляционных коробов | 1987 |
|
SU1494147A1 |
| Устройство для укладки и заклиновки обмотки в пазах магнитопровода | 1982 |
|
SU1051657A1 |
| Устройство для изготовления и укладки изоляции обмотки в пазы магнитопровода электрической машины | 1973 |
|
SU510965A1 |
| Устройство для изготовления и подачи клиньев в пазы магнитопроводов электрических машин | 1974 |
|
SU723727A1 |
| Станок для изготовления пазовых изоляционных коробов | 1985 |
|
SU1310960A1 |
| Устройство для изолирования пазов магнитопровода электрических машин | 1982 |
|
SU1050055A1 |
| Станок для изолирования пазов магнитопровода электрической машины | 1980 |
|
SU896719A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА КРУПНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2169981C1 |
| Полуавтомат для укладки пазовойизОляции B МАгНиТОпРОВОд яКОРяэлЕКТРичЕСКОй МАшиНы | 1979 |
|
SU845230A1 |
Использование: электромашиностроение, технологическое оборудование для укладки и заклиновки обмотки в пазах статора электрической машины. Сущность: на рабочей поверхности формующего ролика 13 выполнен выступ 19, а ролика 14 - ответная впадина 20. На краях выступа 19 выполнены зигующие зубья 21, а во впадинах 20 - соответствующие зигующим зубьям 21 углубления 22. Образуемые элементы пазовой изоляции не имеют пластических деформаций. 1 з.п. ф-лы, 2 ил.
Фиг.1
А-Д
tv I A
(it f
N2/
ft
| Станок мод | |||
| Прибор для подогрева воздуха отработавшими газам и двигателя | 1921 |
|
SU320A1 |
| Устройство для изготовления элементов пазовой изоляции различной длины | 1986 |
|
SU1436205A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
