1
Изобретение относится к технологии электромашиностроения, а именно к автоматическим устройствам для изготовления и укладки пазовой изоляции якорей электрических машии.
Известны полуавтоматические станки для изготовления и укладки изоляции S-образнюй и У-образной формы, содержащие механизм подачи изоляционной ленты с системой оправок с формовочными отверстиями, сквозь которые пропускается изолировочная леита, механизм поворота якоря или статора с фиксатором, обеспечивающем остановку при повороте на одно пазовое деление, счетчик числа оборотов.
Однако известные стайки ве позволяют получать мнюгослойную изоляцию (например эллиптической формы) с внутренней перегородкой.
Целью изобретения является расщирение технологических возможностей известных полуавтоматов для получения многослойной пазовой иволяции с внутренней перегородкой и повышение производительности труда.
Для этого, за механизмом резки изоляционной ленты установлен досылатель ленты со срезанными подпружиненными- роликами, подающий отрезанную ленту в многопозициоиный барабан с закрепленными на нем подпружиненными формующими) губками,
обеспечивающими обжатие по наружному профилю л подачу готовой формовочной изоляции на позицию укладки ее в паз якоря, между которыми установлен соосно с гнездами толкатель и щиты подвижной головкв, связанные пустотелыми валами с редуктором.
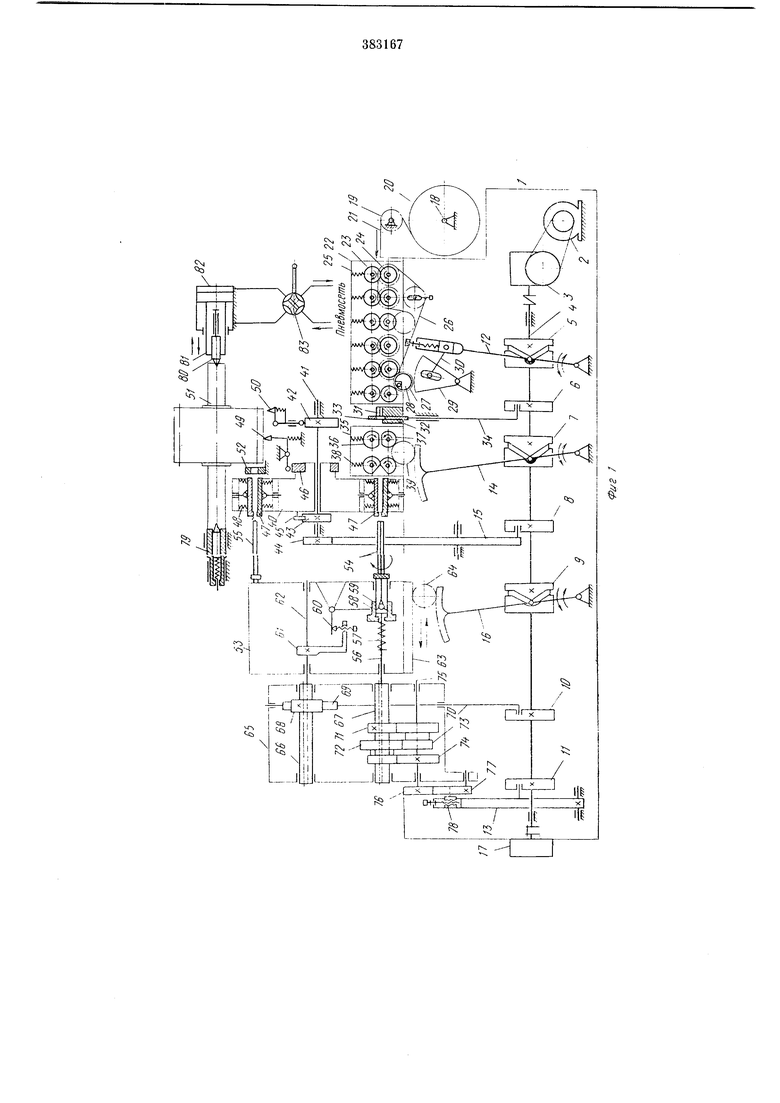
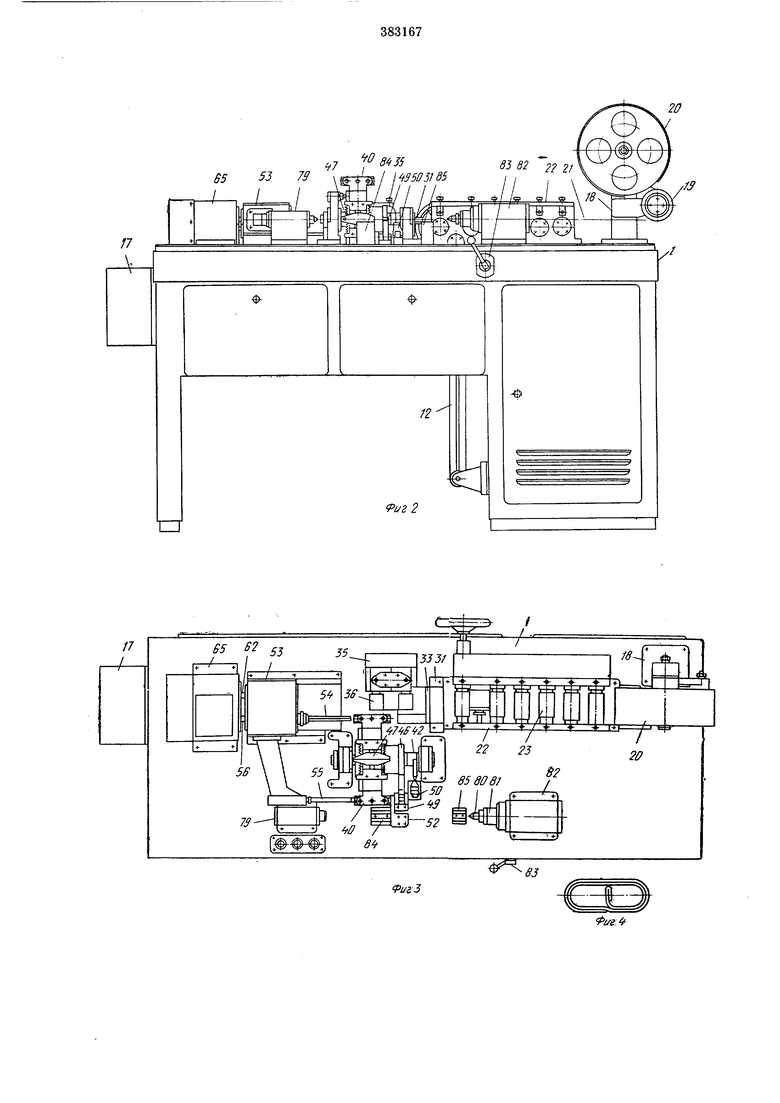
Предлагаемый полуавтомат изображен на чертежах, где на фиг. 1 приведена кинемати0 ческая схема полуавтомата; иа фиг. 2-фронтальный вид полуавтомата; на фиг. 3 - вид полуавтомата в плане; на фиг. 4 - поперечное сечение пазовой изоляции. Внутри станины / (см. фиг. 1) закреплены:
5 электродвигатель 2, редуктор 3, кулачковый вал 4 с кулачками 5, 6, 7, 8, 9, 10, 11; качающиеся рычаги 12, 13 и секторы М, 15, 16. С кулачковым валом 4 соединен счетчик-рыключатель 17. Остальные механизмы закреплены
0 на станине сверху.
В правой части станины закреплена стойка 18 с направляющим роликом 19 и кассетой 20 с изоляционной лентой 21.
Механизм 22 подачи состоит из системы
5 верхних и нижних приводных роликов. Верхние приводные ролики 23 поджаты к нижним ириводным роликам 24 прул инами 25. Верхние и нижн1ие приводные ролики соединены между собой зубчатыми венцами, выполнен0 ными заодно с роликами. Кроме того, нижние
приводные ролики связаны между собой при помощи втулочно-роликовой цепи 26. Левая пара нижних приводных роликов находится в зацеплении; с шестерней 27, внутри которой установлена обгонная муфта 28. Шестерня 27 находится ;в зацеплении с сектором 29, который через палец 30 соединен с качающимся рычагом 12, работающим от кулачка 5.
На выходе из механизма подачи закреплен механизм резки картона, состоящий из приемного лотка 31, пенодвижного ножа 32 и подвижного нюжа 33, соединенного при помоЩИ1 щтока 34 с кулачком 6.
Левее механизма резки установлен досылатель 35, состоящий из пары верхних и пары нижних роликов с лысками. Верхние ролики 36 поджаты к нижним роликам 37 пружинами 38 и соединены между собой зубчатыми венцами, выполненными заодно с роликами. Нилшие ролики своими зубчатыми вевцами находятся в зацеплении с щестерней 39, которая, в свою очередь, сцеплена с сектором 14, соединенным с кулачком 7.
Многопозиционный барабан 40 установлен на подвижной посадке на вал 41, на котором жестко закреплены кулачок 42, храповиК 43 и шестерня 44, находящаяся в зацеплении с сектором 15. На барабане закреплены собачка 4о, кулачок 46 и подвижные формующие губки 47 с пружинами 48, установленные таким образом, что между ними образовано гнездо с размерами, соответствующими наружному контуру изоляции. С левой стороны формующих губок 47 гнездо заканчивается выступамв, которые служат для удержания изоляции от перемещения влево. Кулачок 46 соединен с фиксатором 49, а кулачок 42 - с механизмом 50 поворота якоря 51.
Фильера 52 закреплена неподвижно на станине соосно с пазом якоря и гнездом между подвижными формующими губками 47.
Подвижная головка 53 установлена так, что щипцы 54 (см. фиг. 3), соосны с гнездом между ПОДВИЖНЫМИ формующими губками 47 со стороны досылателя 35, а толкатель 55 установлен соосно с гнездом между подвижными формующими губками 47 и фильерой 52 со стороны якоря 51. Щипцы 54 закреплены на валу 56, где установлена пружина 57, которая воздействует на втулку 58 с пальцем 59. Внутри подвижной головки закреплен рычаг 60, на который воздействует рычаг 61, жестко закрепленный на валу 62. Снизу на подвижной головке закреплена рейка 63, которая через щестерню 64 и сектор 16 соединена с кулачком 9.
Механизм 65 вращения и щипцов 54 закреплен на станине слева и содержит пустотелые валы 66 и 67, соединенные на подвижной посадке с валами 62 и 56 подвижной головки 53. На пустотелом валу 66 закреплена щестерня 68, которая через рейку 69 и шток 70 соединена с кулачком 10. На пустотелом валу 67 закреплены шестерня 71 и блокшестерня 72, которые находятся в зацеплении
с блок-шестерней 73 и шестерней 74, закрепленными на валу 75, на котором закреплена шестерня 76, соединенная через сектор 77, палец 78 и качающийся рычаг 13 с кулачком //. Для установки и крепления якоря 51 на станине закреплены два вращающихся центра: левый центр 79 и нравый центр 80. Нравый центр 80 установлен в штоке 81 пневмоцилиндра 82, который соединен с краном 83
унравления. Для удобства установки якоря на оси центров установлены призмы 84 и 85 (см. фи1Г. 4).
Предложенный полуавтомат работает следующим образом. Якорь 51 устанавливают на
призмы 84 и 85. При повороте рукоятки крана 83 управления воздух направляется в пневмоцилиндр 82 и шток 81 с центром 80 перемещается влево, зажимая и центрируя якорь.
11ри включении электродвигателя 2 вращение передается через редуктор 3 кулачковому валу 4 с кулачками 5, 6, 7, 8, 9, 10 и 11, которые по заданной нрограмме сообщают рабочие движения механизмам полуавтомата.
От кулачка 5 при помощи качающегося рычага 12, пальца 30, сектора 29, шестерни 27 со встроенной обгонной муфтой 28 и цепи 26 вращение передается верхним и нижним роликам 23 и 24 механизма 22 подачи. Под действием пружин 25 между верхними и нижними роликами создается тяговое усилие, необходимое для перемещения ленты 21.
Лента 21 из кассеты 20 по направляющему ролику 19 проходит между верхними и нижннми роликами 23 и 24, которые дважды отбортовывают один край ленты и подают ее на заданную длину через приемный лоток 31 над ненодвижным ножом 32 в щель между верхним и нижним роликами 36, 37 досылателя 35.
Подвижный 33 под действием кулачка 6 и штока 34 перемещается вниз и отрезает от ленты 21 полоску заданной длины. Одновременно с подачей ленты и отрезки
от нее полоски заданной происходит перемещение головки 55 вправо. Это перемещение производится от кулачка 9 через сектор 16, шестерню 64 и рейку 63, закрепленную на головке. Щипцы 54 в разжатом положении входят в гнездо между подвижными губками 47 барабана 40 со стороны досылателя 35, а толкатель входит в такое же гнездо, но со стороны якоря 51. При движении вправо толкагель 55 выталкивает из гнезда
между подвижными губками 47 готовую изоляцию, изготовленную в предыдущем цикле, и через фильеру 52 укладывает ее в паз якоря 51. От кулачка 7 при помощи сектора М и шестерни 39 верхние и нижние ролики 36 и 37 досылателя 35 поворачиваются по часовой стрелке и досылают полоску, отрезанную от ленты, в гнездо между подвижными губками 47 таким образом, что отбортованная часть
полоски заходит между губками щипцов 54.
В конце поворота роликов 36 и 37 лыски на левой паре роликов занимают горизонтальное положение и образуют щель между роликами на выходе из досылателя.
Под действием кулачка 10 шток 70 с рейкой 69 поворачивает шестерню 68, пустотелый вал 66 И1 вал 62 с рычагом 61, который освобождает рычаг 60. Втулка 58 с пальцем 59 под действием пружины 57 перемещается вправо, и производится зажим щипцов 54.
После зажима щипцов происходит вращение щипцов от кулачка 11 при помощи качающегося рычага 13, пальца 78, сектора 77, щестерни 76 с валом 75, щестерни 74, блокщестерен 72 и 73, щестерни 71, пустотелого вала 67 и вала 56. Во время вращенрр щипцов производится скручивание изоляции из полоски, отрезанной от ленты, а подвижные губки 47 под действием пружин 48 о.бжимают эту полоску по наружному контуру и обеспечивают плотное скручивание изоляции.
Под действием кулачка 10, штока 70 с рейкой 69, щестерни 68, пустотелого вала 66, вала 62 с рычагом 61, рычага 60 втулка 58 с пальцем 59 перемещается влево, сжимая пружину 57, и щипцы 54 разжимаются.
Головка 53 со щипцами 54 и толкателем 55 перемещается влево при помощи кулачка 9, сектора 16, щестерни 64 и рейки 63. Скрученная ИЗОЛЯЦИЯ остается в гнезде между подвижными губками 47 барабана 40.
Под действием кулачка 8 и сектора 15 щестерн.я 44 с валом 41 и храповиком 43 поворачивается на определенный угол и при помощи собачки 45 поворачивает барабан на следующую позицию. Скрученная изоляция, находящаяся в гнезде подвижных губок 47, перемещается на позицию укладки, т. е. становится против фильеры 52 и паза якоря 51.
Одновременно с поворотом барабана производится поворот на одно пазовое деление и фиксация якоря при помощи механизма 50 поворота и фиксатора 49, работающих от кулачков 42 и 46.
Одновремевно с поворотом барабана 40 производится очередная подача ленты на заданную длиеу и отрезка от нее полоски.
Головка 53 с толкателем 55 и щипцами 54 перемещается вправо от кулачка 9, и происходит повторение цикла.
После укладки изоляции в последний паз якоря срабатывает счетчик-выключатель 17 и полуавтомат останавливается.
Предмет изобретения
Полуавтомат для укладки многослойной пазовой изоляции якоря электрической мащины, содержащий механизм иодачи изоляционной ленты, механизм поворота якоря с фиксатором, обеспечивающим остановку при повороте якоря одно пазовое деление, счетчик-выключатель для управления приводным
двигателем, дтеханизм резки картона и кулачковый вал для привода указанных механизмов и редуктор, отличающийся тем, что, с целью получения многослойной пазовой изоляции с внутренней перегородкой, за механизмом резки изоляционной ленты установлен досылатель ленты со срезанными подпружиненными роликами, подающий отрезанную ленту в многопозиционный барабан с закрепленными на нем подпружиненными подвижиыми формующими губками, обеспечивающими обжатие изоляции по наружному профилю и подачу готовой формованной изоляции на позицию укладки ее в паз якоря, между которыми установлены соосно с гнездами толкатель и щипцы подвижной головки, связанные пустотелыми валами с редуктором. 4-7 f- 8582 65 53 79 . 1 д5051д5 222

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для укладки пазовойизОляции B МАгНиТОпРОВОд яКОРяэлЕКТРичЕСКОй МАшиНы | 1979 |
|
SU845230A1 |
| Полуавтомат для обтяжки и затяжки обуви на колодке | 1953 |
|
SU100240A1 |
| Устройство для установки клиньев в пазы якорей электрических машин | 1982 |
|
SU1072194A1 |
| Полуавтомат для прошивки деталей и узлов швейных изделий | 1958 |
|
SU121331A1 |
| Устройство для завертывания прямоугольных предметов | 1976 |
|
SU644669A1 |
| Манипулятор | 1991 |
|
SU1813620A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ХАЛ ИЗ ПРЕДВАРИТЕЛЬНО ЗАКАТАННЫХ ТЕСТОВЫХ ЖГУТОВ | 1963 |
|
SU223714A1 |
| Станок для намотки коллекторных элек-ТРичЕСКиХ МАшиН | 1978 |
|
SU817886A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| СИСТЕМА ЗАРЯЖАНИЯ АВТОМАТИЧЕСКОЙ АРТИЛЛЕРИЙСКОЙ УСТАНОВКИ | 2003 |
|
RU2231728C1 |