Известны устройства для изготовления пустотелых блоков из минерального, например, шлакового расплава путем отливки в формы с внутренним охлаждением их рубашек водой. При этом формы могут быть составлены в бесконечную транспортную ленту, на которой размещен штампующий или прессующий механизм и камера отжига.
Предложенное устройство для изготовления пустотелых блоков из минерального расплава, например шлакового, предназначено для аналогичных целей. По сравнению с известными предложенное устройство обеспечивает образование внутри расплава твердого каркаса вследствие его отвердения вокруг пустотообразователей и за счет этого фиксирование размеров пустот и самого блока, что достигается путем выполнения вертикально опускаемых в расплав пустотообразователей с внутренним охлаждением. Ограничение размеров изготавливаемых на конвейере блоков при опускании пустотообразователей в расплав достигается за счет применения на конвейере П-образной камеры с отверстиями. Отверстия в крышке служат для пропускания пустотообразователей, камера во время пустотообразования вместе с пропускаемыми через нее углообразными частями формы образует замкнутую форму.
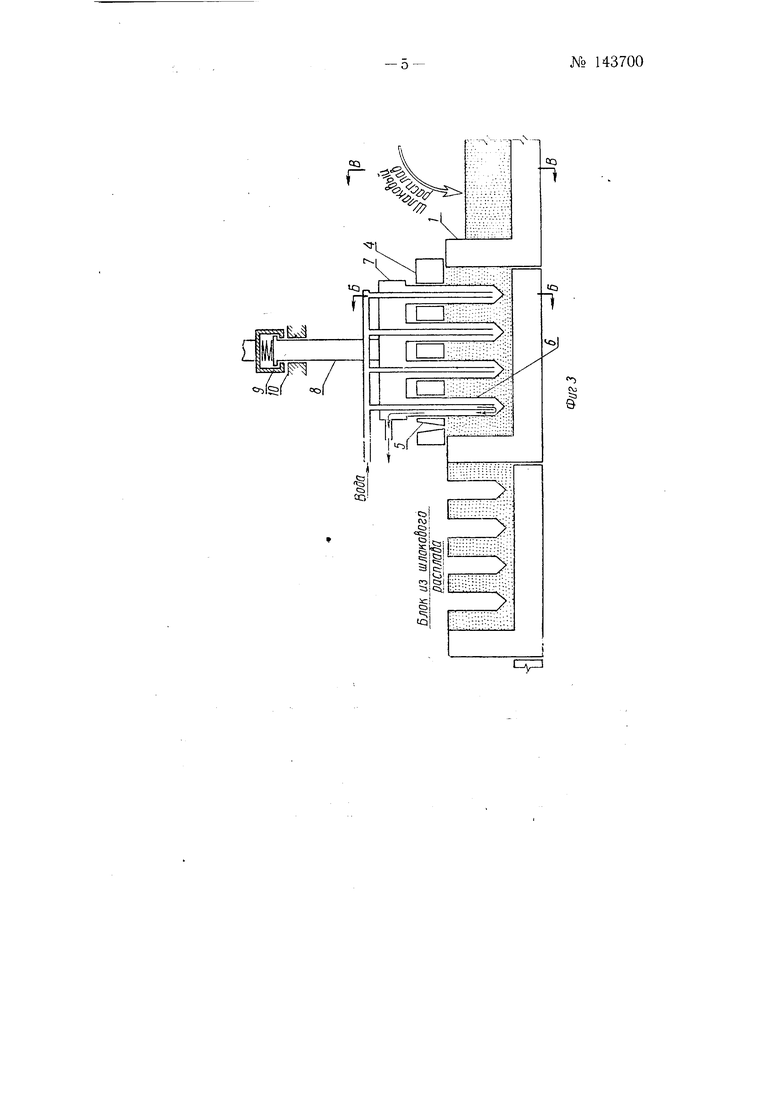
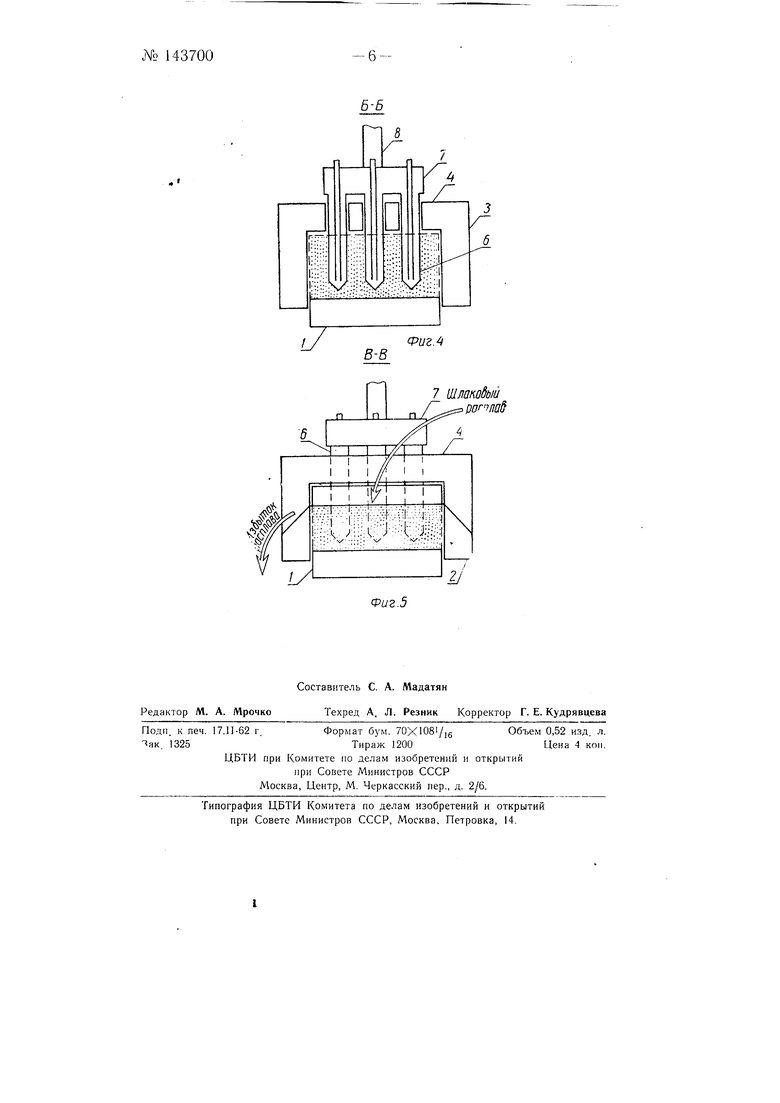
На фиг. 1 изображена схема предложенного устройства для изготовления пустотелых блоков из минерального, например, шлакового расплава, вид сбоку; на фиг. 2 -разрез по А-А, на фиг. 1 (водяное охлаждение звена транспортера); на фиг. 3-изображен продольный разрез предложенного устройства; на фиг. 4 - разрез по Б-Б, на фиг. 3; на фиг. 5 - разрез по В-В, на фиг. 3.
Описываемое устройство состоит из движущихся ребристых водоохлаждаемых или массивных металлических звеньев /, которые вместе
с водоохлаждаемыди бортовыми досками 2 образуют ячейки формовочного TpaHcn bjJfe a.- :
Высота, ребер служащих перегородками между ячейками, превышает бортовых доеок; Поэтому емкость ячеек формовочного транспортера определяется размерами в плане звеньев транспортера и высотой бортовых ..
Бортовые водррхлаждаемые доски переходят в более высокие, также водоохлаждаемые стенки 3 формовочного тоннеля, который перекрывается сверху водоохлаждаемой крышкой 4. В крышке имеется выпускное отверстие 5 и большое количество отверстий, сквозь которые проходят водоохлаждаемые пустотообразователи 6. Пустотообразователи закреплены на массивной водосборной коробке 7.
K водосборной коробке прикреплен щиток 8 с пружинным компенсатором 9. Щиток движется по направляющим 10 и приводится в возвратно-поступательное движение специальным приводом, который одновременно передвигает звенья транспортера.
Благодаря этому движение пустотообразователей синхронизируется с движением звеньев. Звенья передвигаются когда пустотообразователи находятся в крайнем верхнем положении. Во время движения пустотообразователей и выдерживания их в крайне нижнем положении звенья транспортера не передвигаются.
Водоохлаждаемое звено формовочного транспортера представляет собой ребристую полую коробку //, к нижней части одного из торцов коробки присоединена водоподающая трубка 12, которая соединяет коробку звена транспортера с водоприемной, открытой сверху коробкой 13, находящейся выше звена транспортера.
Внутри полой коробки находится выпускная трубка /4, один конец которой находится в верхней части коробки звена транспортера. Другой конец выпускной трубки выходит из коробки звена и отогнут книзу.
Водоприемная коробка имеет длину, равную длине звена формовочного транспортера (по его продольной оси). Она жестко прикреплена к коробке звена (для упрощения детали крепления не указаны) и движется совместно со звеном.
Закрепленные на звеньях транспортера водоприемные коробки образуют непрерывный ряд сосудов.
Над ними проходит водоподающая труба 15 с опущенными вниз отростками 16. Под нижними концами выпускных трубок находится водоприемный лоток 11.
Во время работы ребристые звенья /, движущиеся между бортовыми досками 2, образуют открытые сверху ячейки.
Движение ячеек происходит с перерывами. Переместившись на длину одного звена, ячейки останавливаются.
Во время одной из остановок ячейки заполняются шлаковым расплавом, который заполняет их до верхней кромки бортовой доски.
Избыточное количество расплава либо стекает через верхние кромки бортовых досок, либо при малой его подвижности сгребается в сторону водоохлажденным скребком.
Затем ячейки перемещаются в формовочный тоннель, образованный водоохлаждаемыми стенками 3 и водоохлаждаемой крышкой 4.
Вход и выход из тоннеля закрываЬтся ребрами звеньев.
Благодаря этому образуется замкнутая формовочная камера, заполненная до определенного уровня шлаковым расплавом.
В этом положении звеньев транспортера их движение прекращается. Вслед за этим механизм привода через шток начинает опускать пустотообразователи 6.
Погружаясь в расплав, они вытесняют определенный его объем. Уровень рдкилава повышается и он полностью заполняет формовочную камеру.
Воздух и газы, вытесняемые из формовочной камеры при опускании пустотообразователей, выходят через выпускное отверстие 5.
При избытке расплава в ячейках формовочного транспортера, когда весь объем формовочной камеры заполняется шлаковым расплавом еще до достижения пустотообразователями крайне нижнего положения., опускание пустотообразователей прекращается без остановки привода. Это происходит за счет сжатия пружинного компенсатора 9.
В опущенно.м положении пустотообразователи находятся некоторое время, достаточное для создания вокруг них твердого каркаса.
После определенной выдержки в крайне нижнем положении, в течение которой в блоке образовались твердые каркасы, пустотообразователи поднимаются и выходят за пределы формовочной камеры.
За время опускания, выдержки в нижнем положении и подъема пустотообразователей очередная ячейка формующего транспортера заполняется шлаковым расплавом. Во время передвижения формовочного транспортера пустотообразователи находятся в крайне верхнем положении. При этом ячейки с отформованными блоками выдвигаются из формовочного тоннеля, а ячейки со шлаковым расплавом входят в него. После этого цикл формовки блоков повторяется.
Вышедшие из формовочного тоннеля блоки при движении транспортера выходят за пределы бортовых досок и во время остановки звеньев сдвигаются с них специальным выталкивателем перпендикулярно направлению движения звеньев.
Затем блоки обычным образом подаются в тоннельные или другие печи, где подвергаются отжигу.
Водяное охлаждение всех частей устройства для изготовления многопустотных блоков из шлакового расплава осуществляется обычным образом.
Водяное же охлаждение движущихся звеньев формовочного транспортера осуществляется за счет того, что вода из водоподающей трубы 15 через отростки 16 стекает в водоприемные коробки 13 и через водоподающие трубки 12 заполняет полую коробку // звена формовочного транспортера.
Нагретая шлаковым расплавом вода поднимается кверху полой коробки и вытесняемая непрерывно поступающей холодной водой вытекает по выпускной трубке 14 в водоприемный лоток 17.
Предмет изобретения
1.Устройство для изготовления пустотелых блоков из минерального, например, шлакового расплава путем отливки его в формы с внутренним охлаждением их частей, отличающееся тем, что вертикально опускаемые в расплав пустотообразователи тоже выполнены с внутренним охлаждением, с целью образования твердого каркаса внутри расплава вследствие отвердения его вокруг пустотообразователей и фиксирования тем самым пустот и необходимых размеров блока.
2.Устройство по п. 1, отличающееся тем, что, с целью ограничения размеров блока при опускании пустотообразователей в расплав в процессе изготовления блоков на конвейере применена П-образная камера с отверстиями для пустотообразователей в крышке, образующая на время пустотообразования замкнутую форму совместно с пропускаемыми через эту камеру углообразными частями формы.
3№ 143700
Pud 7
N
:;;;j; /i;
f-
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для непрерывного формования изделий из шлакового расплава | 1959 |
|
SU144108A1 |
| Устройство для производства шлакового щебня и шлаковой пемзы | 1977 |
|
SU660829A1 |
| Устройство для производства гранулированного шлака | 1990 |
|
SU1759799A1 |
| Устройство для поризации шлакового расплава | 1984 |
|
SU1151524A1 |
| УСТРОЙСТВО для ПЕРЕРАБОТКИ СИЛИКАТНЫХРАСПЛАВОВ | 1970 |
|
SU282998A1 |
| ШОРИЗАТОР-СМЁСИТЕЛЬ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1969 |
|
SU247333A1 |
| Установка для производства гранулированного шлака | 1990 |
|
SU1724617A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВИДНЫХ ЗЕРЕН ИЗ ПОРИЗОВАННОГО ШЛАКОВОГО РАСПЛАВА | 1965 |
|
SU172219A1 |
| Устройство для производства гравиеподобной шлаковой пемзы | 1988 |
|
SU1622311A2 |
| Устройство для производства шлаковой пемзы | 1980 |
|
SU948930A1 |

I /фуг. 4 ..
и7 ШткоЫ
