Изобретение относится к промышленности строительных материалов, химической и металлургической промышленности. Оно может быть использовано для производства гранулированного шлака из электротермофосфсрных, никелевых, ферросплавных, доменных, ваграночных и других шлаковых расплавов.
Известно устройство для производства гранулированного шлака, включающее два охлаждаемые изнутри водой пустотелые барабаны 1.
Недостаток его заключается в том, что в устройстве осуществляется преимущественно одностороннее охлаждение ленты шлака через водоохлаждаемые стенки вращающихся барабанов. Это существенно ограничивает производительность устройства.
Известно устройство для производства гранулированного шлака способом намораживания, включающее полые, охлаждаемые изнутри водой вращающиеся барабаны. Оно включает два барабана, которые изнутри охлаждаются проточной водой и снаружи орошаются водой. При этом орошающие форсунки находятся только под барабанами в зоне, расположенной между вертикальными линиями, проходящими через их центры вращения 2.
Барабаны, в свою очередь, с форсунками размещены внутри парогазосборкого кожуха, нижняя часть которого выполнена в виде бункера с выгрузочной течкой, которая
находится подлинней соприкосновения поверхностей барабанов.
Такое решение обеспечивает надежное осуществление процесса намораживания шлака, локализацию и отвод на очистку паров и газов, образующихся в процессе грануляции шлака. Но оно обладает рядом существенных недостатков. К главным из них относятся следующие.
1. Намораживаемая на поверхность барабана лента шлакового расплава охлаждается с двух сторон разными способами и с разной интенсивностью.
Наиболее интенсивно, особо в начале процесса, охлаждается прямой теплопередачей та сторона ленты шлака, которая не- посредстве нно прилегает к внешней поверхности водоохлаждаемого изнутри барабана и связана с ним силами адгезии. Внутренняя поверхность ленты быстро охлаждается и на ее поверхности образуется твердая пленка. При дальнейшем охлаждении силы адгезии перестают действовать и, когда на прилегание ленты шлака к барабану перестают действовать силы гравитации, между их смежными поверхностями образуется быстро увеличивающийся просвет, что резко уменьшает, а затем и полностью прекращает теплообмен.
Противоположная сторона ленты шлака охлаждается за счет теплового излучения и конвективного теплообмена с окружающей средой. Из-за малой интенсивности этого процесса затвердевание шлака происходит медленно, что ограничивает частоту вращения барабанов и. соответственно, производительность устройства, а также ведет к увеличению его размеров.
2. Орошение ленты шлака производится на небольшом участке непосредственно перед ее соприкосновением со скребком. Продолжительность наиболее интенсивного процесса испарительного охлаждения шлака cyoiectBeHno ограничивается. Поэтому для гарантированного полного отделения ленты шлака от поверхности барабана необходимо максимально интенсифицировать орошение, что дает отрицательные последствия. Они заключаются в том, что большая часть воды, соприкасающейся с поверхностью ленты шлака, не испарится и, отразившись от нее в виде струек и брызг, под действием сил гравитации попадает в выгрузочный бункер, где вступает в контакт с зернами затвердевшего шлака, отделившегося от поверхности барабанов. В результате длительного контакта вода либо полностью испаряется, либо при ее избытке смачивает поверхность зерен полученного гранулированного шлака. В первом случае
имеет место бесполезное расходование воды, а во втором случае выпуск влажного гранулированного шлака.
Целью изобретения является повышение производительности, снижение влажности продукта и уменьшение габаритов устройства.
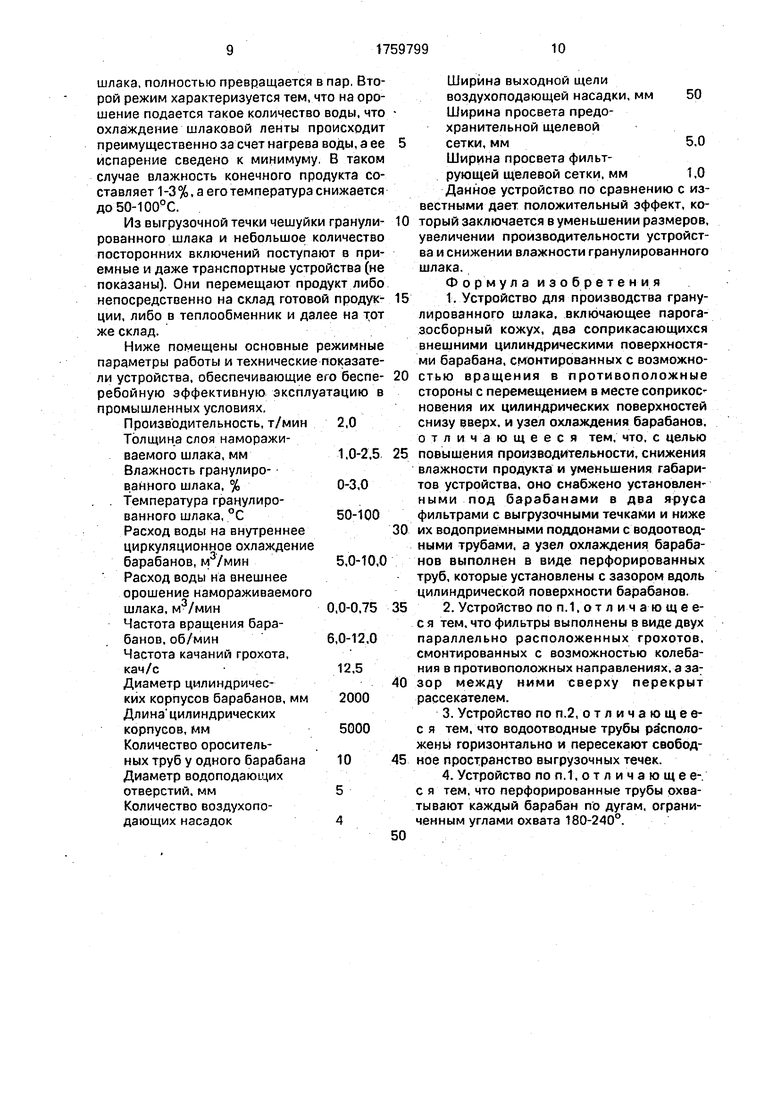
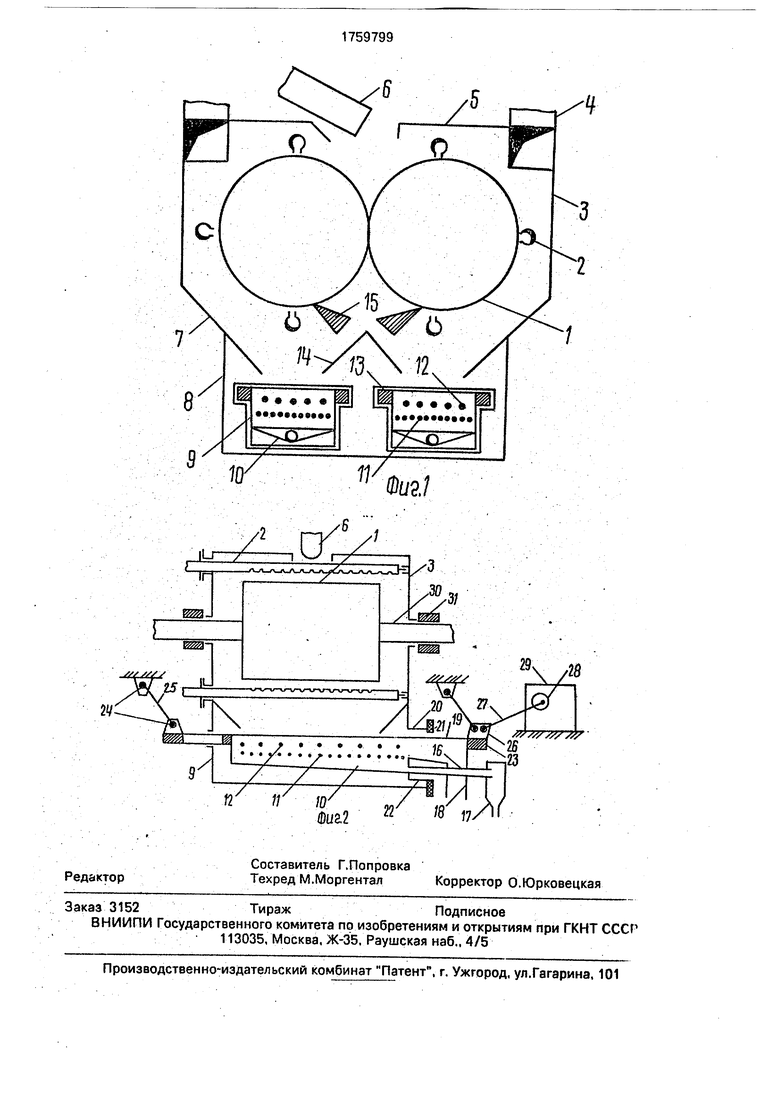
На фиг.1 показано предлагаемое устройство, поперечное сечение; на фиг.2 - то
0 же, продольное сечение в вертикальной плоскости.
Устройство включает два соприкасающихся цилиндрическими поверхностями во- доохлаждаемых изнутри барабана 1.
5 На откосе от внешней цилиндрической поверхности барабанов по дугам, ограниченным углами 180-240°, параллельно образующим барабанов размещены перфорированные трубы 2, отверстия которых
0 обращены к цилиндрическим поверхностям барабанов. Барабаны и перфорированные трубы заключены в парогазосборный кожух 3. В одной торцовой стенке кожуха вблизи примыкания продольных стенок к перекры5 тию симметрично размещены два проема, к которым с внешней стороны примыкают па- рогазоотводные трубы 4. В перекрытии кожуха 5 имеется проем, над которым находится шлакоподающий желоб 16. Его
0 ось ориентирована перпендикулярно линии соприкосновения цилиндрических поверхностей барабанов. К парогазоотводному кожуху снизу примыкает приемный бункер 7 с проемом, простирающимся на всю его дли5 ну. Боковые стенки бункера охватываются продольными стенками замыкающего короба 8. Их торцовые стенки находятся в одной плоскости.
Внутри замыкающего короба под ниж0 ними кромками стенок бункера находятся корпуса 9 двух качающихся грохотов, ориентированных параллельно осям барабанов. С одной стороны торцовые стенки корпусов и прилегающие к ним участки продольных
5 стенок находятся внутри объема замыкающего короба. Противоположные стенки корпусов грохотов через проем в торцовой стенке замыкающего короба выходят за его пределы. Под корпусами грохотов находят0 ся водоприемные поддоны 10. Их днища имеют наклон в сторону того торца корпуса грохота, который выходит за пределы замыкающего короба. Внутри корпусов грохотов . размещены плоские фильтровальная 11 и
5 над нею предохранительная 12 с большими просветами щелевые сетки. Сбоку корпуса грохотов прикреплены к продольным балкам 13, которые являются элементами рам, охватывающих корпуса грохотов. Зазор
между грохотами по всей длине бункера пеpexpi ;вается рассекателем 14. По обе стороны рассекателя к цилиндрической поверхности барабанов и к поверхностям ребер, обращенных в сторону цилиндрических корпусов, примыкают скребки 15.
От торцовых стенок водоприемных поддонов, находящихся в их заглубленной части, отходят водоотводные трубы 16, подведенные к водосборным воронкам 17. К торцам боковых стенок корпусов грохотов, выходящих за пределы коробов, прилегает выгрузочная течка 18. В торцовых стенках выгрузочной течки имеются отверстия, через которые свободно проходят водоотводные трубы, которые при этом пересекают в продольном направлении внутреннее пространство течек. По всей ширине корпуса его торцовая стенка, прилегающая к течке, имеет вырез от уровня верхних кромок боковых стенок до уровня фильтровальной стенки. Сверху выгрузочные течки на уровне боковых стенок корпуса грохота перекрыты покрывными пластинами 19. Они перекрывают сверху течку на протяжении от ее торцовой стенки до торцовой стенки замыкающего короба. Проемы в замыкающих коробах, через которые проходят корпуса грохотов, охватываются обрамлением 20, к фланцам которых прикрепляется эластичное уплотнение 21. Со стороны уплотнения к водоприемным поддонам примыкаютограничивающие скобы 22.
Продольные балки соединяются между собой в общую раму поперечными балками 23. На них закреплены скобы 24, к которым шарнирно прикреплены подвески 25. Другой конец подвесок-шарнирно соединен со скобами, прикрепленными к стационарной раме (не показана). С одной стороны грохота к одной поперечной балке прикреплены сдвоенные скобы 26. К ним шарнирно прикреплены шатуны 27. Другой конец шатунов соединен с эксцентриками 28, которые приводятся во вращение с помощью привода 29. Каждый из эксцентриков смещен относительно оси вата привода на 180°. Благодаря этому грохоты качаются в противоположных направлениях, что уравновешивает их динамическое воздействием на стационарную раму.
К торцам барабанов прикреплены цапфы 30, которые охвачены подшипниками 31, С помощью привода и системы шестерен (не показаны) барабаны вращаются в противоположные стороны таким образом, что в месте соприкосновения их цилиндрические поверхности перемещаются снизу вверх.
Технологический процесс производства гранулированного шлака начинается с
подготовительных операций - включаются приводы вращения барабанов и качания грохотов. Подается вода на внутреннее охлаждение барабанов и в последнюю оче- 5 рсдь - вода в перфорированные трубы.
Затем по шлаковому желобу подается шлаковый расплав. Он растекается вдоль впадины, которая образуется цилиндрическими корпусами 1 барабанов, и образует 10 так называемую луковицу - объем шлакового расплава, высота и длина которой зависят от интенсивности подачи шлакового расплава, частоты вращения барабанов и расхода воды на их внутреннее охлаждение. 15Соприкасаясь с поверхностью барабанов, шлаковый расплав охлаждается. Он отдает тепло водоохлаждаемым стенкам барабанов, которые нагреваются до температуры начала адгезии шлака к металлу. 0 При этом на цилиндрическую поверхность корпусов барабанов налипает слой шлака. Его толщина при постоянной подаче шлакового расплава зависит от его химического состава и начальной температуры, частоты 5 вращения и толщины стенок цилиндрических корпусов, интенсивности их внутреннего охлаждения.
Благодаря вращению барабана налипший шлак вытягивается из слоя шлакового 0 расплава в луковице. В результате на внешней поверхности цилиндрического корпуса формируется лента шлака, находящегося в пиропластичном состоянии. Этот процесс в дальнейшем называется намораживани- 5 ем. Вместе с поверхностью барабана лента намороженного шлака описывает дугу, длина которой ограничивается углами охвата 270-300°. Продолжительность прохождения этого пути зависит от частоты вращения ба- 0 рабана. В течение этого промежутка времени лента шлака постепенно охлаждается сначала преимущественно за счет теплопередачи через водоохлаждаемую стенку цилиндрического корпуса барабана, а также 5 отдачи тепла излучением и конвективного теплообмена с окружающей средой. После того, как на свободной поверхности образуется твердая пленка, лента шлака перемещается в зону размещения труб 0 перфорированных, где подвергается орошению диспергированной водой. Начиная с этого момента преобладающим фактором охлаждения шлака становится его прямой теплообмен с водой. Контактирующая со 5 шлаком вода нагревается до температуры парообразования и частично или полностью испаряется. Интенсивность этого процесса может легко регулироваться изменением расхода воды, поступающей на орошение шлаковой ленты, а также углом охвата барабанов перфорированными трубами. Величина этого угла определяется химическим составом шлака, а также технологическими требованиями. Например, при переработке длинных, т.е. медленно затвердевающих шлаков, угол охвата должен быть максимально возможным, чтобы обеспечить полное затвердевание шлака. Однако угол охвата больше 240° осуществить практически невозможно, так как размещению перфорированных труб будут мешать скребки для удаления остатков шлака с поверхности барабанов.
Сокращение угла охвата ниже 180° нежелательно, т.к. из-за этого существенно ограничивается эффективность внешнего охлаждения шлаковой ленты.
В результате двухстороннего охлаждения лента шлака быстро затвердевает по всей толщине и шлак переходит в стеклооб- разное холодноломкое состояние. Температура поверхности шлаковой ленты, прилегающей к поверхности барабана, опускается ниже температуры адгезии шлака к металлу. В шлаке возникают высокие температурные напряжения. Шлаковая лента отделяется от металлической поверхности цилиндрического корпуса барабана. Одновременно происходит образование микро- и макротрещин, завершающиеся термическим разрушением затвердевшей шлаковой ленты.
Осколки стекловидной шлаковой ленты в виде отдельных чешуек падают на предохранительные сетки 12 двух касающихся грохотов, а также наклонные поверхности рассекателей 14. с которых они сбрасываются на те же предохранительные сетки. Задержавшиеся на поверхности барабанов отдельные частицы затвердевшего шлака удаляют скребками 15, а также сбрасываются ими вниз. Одновременно на предохранительные сетки стекает вода, не успевшая испариться на поверхности шлаковых лент. Предохранительная сетка 12 задерживает обломки шлаковых корок и графитовой футеровки печей, которые могут случайно попасть в шлаковый расплав и быть захвачены шлаковой лентой. Эти обломки перемещаются по предохранительной сетке в выгрузочную течку 18. Чешуйки гранулированного шлака и неусвоенная вода (не успевшая испариться вода, которая орошает шлаковую ленту) проходят через крупные ячейки предохранительной сетки и попадают по ней в выгрузочную течку, а неусвоенная вода вместе с небольшим количеством увлеченных ею мелких частиц шлака, так называемого уноса, проходят через фильтровальные сетки и попадают в водосборные
поддоны 10. Из них через водоотводные трубы 16 вода с уносом попадает в водоприем- ные воронки 17 и далее в систему оборотного водоснабжения технологической воды (не показана).
По фильтровальной сетке чешуйки гранулированного шлака перемещаются в выгрузочную течку. Перемещение происходит в результате подбрасывания чешуек по па0 клонной траектории во время качания сеток. Это осуществляется с помощью привода 29, который вращает эксцентрик 28, который приводит в колебательно-поступательное движение шатун 27, он сообщает направ5 ленные колебания относительно одной неподвижной точки подвескам 25. Последние сообщают направленные колебания предохранительной и фильтровальной сеткам. Направление колебаний сеток и, соответст0 венно, траектории подбрасывания чешуек определяют углом наклона к горизонту подвесок 25. Этот угол выбирается таким, чтобы обеспечить наибольшую горизонтальную составляющую скорости подбрасывания че5 шуек. Этим достигается сокращение продолжительности их нахождения в зоне, подверженной орошению водой.
Вследствие малой продолжительности контактирования с ограниченным количест0 вом воды и сравнительно небольшой удельной поверхностью, а также воздействия направленной вибрации чешуйки шлака задерживают на своей поверхности малое количество воды орошения и сохраняют в себе
5 такое количество физического тепла исходного шлакового расплава, которое достаточно для их полного высушивания.
В зависимости от удельного расхода воды на орошение шлаковой ленты возможно
0 осуществление двух основных режимов ее охлаждения. Первый режим характеризуется тем, что на орошение подается такое количество воды, которое с учетом потерь от уноса водяной пыли, достаточно для испа5 рительного охлаждения шлаковой ленты до температуры, при которой происходит ее отделение от цилиндрического корпуса барабана и термическое разрушение на отдельные чешуйки. При этом получается
0 сухой продукт, а его температура составляет 300-600°С, что делает возможной утилизацию оставшегося физического тепла.
Возможны варианты подачи через перфорированные трубы и воды и воздуха в
5 различных соотношениях, либо одного только воздуха. Выбор вариантов обусловливается условиями производства гранулированного шлака, а также требованиями по утилизации тепла шлакового расплава. При этом часть воды, подающейся на орошение
шлака, полностью превращается в пар, Второй режим характеризуется тем, что на орошение подается такое количество воды, что охлаждение шлаковой ленты происходит преимущественно за счет нагрева воды, а ее испарение сведено к минимуму. В таком случае влажность конечного продукта составляет 1 -3 %, а его температура снижается до50-100°С.
Из выгрузочной течки чешуйки гранули- рованного шлака и небольшое количество посторонних включений поступают в приемные и даже транспортные устройства (не показаны). Они перемещают продукт либо непосредственно на склад готовой продук- ции, либо в теплообменник и далее на тот же склад.
Ниже помещены основные режимные параметры работы и технические показатели устройства, обеспечивающие его беспе- ребойную эффективную эксплуатацию в промышленных условиях.
Производительность, т/мин 2,0 Толщина слоя намораживаемого шлака, мм1,0-2,5 Влажность гранулированного шлака. % 0-3,0 . . Температура гранулированного шлака, °С 50-100 Расход воды на внутреннее циркуляционное охлаждение барабанов, м3/мин Расход воды на внешнее орошение намораживаемого шлака, м /мин Частота вращения барабанов, об/мин 6,0-12,0 Частота качаний грохота, кач/с 12,5 Диаметр цилиндричес- ких корпусов барабанов, мм 2000 Длина цилиндрических корпусов, мм 5000 Количество оросительных труб у одного барабана 10 Диаметр водоподающих отверстий, мм 5 Количество воздухоподающих насадок 4
5,0-10,0
0.0-0,75
Ширина выходной щели воздухоподающей насадки, мм 50 Ширина просвета предохранительной щелевой сетки, мм5,0
Ширина просвета фильтрующей щелевой сетки, мм1,0 Данное устройство по сравнению с известными дает положительный эффект, который заключается в уменьшении размеров, увеличении производительности устройства и снижении влажности гранулированного шлака.
Формула изобретения 1. Устройство для производства гранулированного шлака, включающее парога- зосборный кожух, два соприкасающихся внешними цилиндрическими поверхностями барабана, смонтированных с возможностью вращения в противоположные стороны с перемещением в месте соприкосновения их цилиндрических поверхностей снизу вверх, и узел охлаждения барабанов, отличающееся тем, что, с целью повышения производительности, снижения влажности продукта и уменьшения габаритов устройства, оно снабжено установлен- ными под барабанами в два яруса фильтрами с выгрузочными течками и ниже их водоприемными поддонами с водоотводными трубами, а узел охлаждения барабанов выполнен в виде перфорированных труб, которые установлены с зазором вдоль цилиндрической поверхности барабанов.
2.Устройство поп.1,отличающее- с я тем, что фильтры выполнены в виде двух параллельно расположенных грохотов, смонтированных с возможностью колебания в противоположных направлениях, а зазор между ними сверху перекрыт рассекателем.
3.Устройство по п.2, отличающее- с я тем. что водоотводные трубы ра споло- жены горизонтально и пересекают свободное пространство выгрузочных течек.
4.Устройство по п.1. о т л и ч а ю щ е е-, с я тем, что перфорированные трубы охватывают каждый барабан по дугам, ограниченным углами охвата 180-240°.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для производства гранулированного шлака | 1990 |
|
SU1728159A1 |
| Установка для производства гранулированного шлака | 1990 |
|
SU1724617A1 |
| Устройство для производства гранулированного шлака | 1990 |
|
SU1766858A1 |
| УСТРОЙСТВО для ПЕРЕРАБОТКИ СИЛИКАТНЫХРАСПЛАВОВ | 1970 |
|
SU282998A1 |
| Устройство для производства гранулированного шлака | 1988 |
|
SU1608149A1 |
| Установка для производства гравие-пОдОбНОй шлАКОВОй пЕМзы | 1979 |
|
SU842069A1 |
| Устройство для производства шлакового щебня и шлаковой пемзы | 1977 |
|
SU660829A1 |
| Устройство для производства гранулированного шлака | 1984 |
|
SU1257065A1 |
| Устройство для производства гранулированного шлака | 1975 |
|
SU543632A1 |
| Устройство для охлаждения и обезвоживания гранулированного шлака | 1983 |
|
SU1150237A1 |
Сущность изобретения: устройство включает парогазосборный кожух, два соприкасающихся внешними цилиндрическими поверхностями барабана. Барабаны смонтированы с возможностью вращения в противоположные стороны с перемещением в месте соприкосновения их цилиндрических поверхностей снизу вверх. Под барабанами установлены в два яруса фильтры с выгрузочными течками и ниже их водоприемными поддонами с водоотводными трубами. Узел охлаждения барабанов выполнен в виде перфорированных труб. Трубы установлены с зазором вдоль цилиндрической поверхности барабанов. Фильтры выполнены в виде двух параллельно расположенных грохотов. Грохоты смонтированы с возможностью колебания в противоположных направлениях, а зазор между ними сверху перекрыт рассекателем. Водоотводные трубы расположены горизонтально и пересекают свободное пространство выгрузочных течек. Перфорированные трубы охватывают каждый барабан по дугам, ограниченным углами охвата 180-240°. 2 ил С
JU
/ rf/
| v |-7
,7
й Г « ,
Фиг2 й 78 }7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для переработки металлургического шлака | 1986 |
|
SU1321706A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для разделения и концентрирования элементов | 1986 |
|
SU1609478A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
