| название | год | авторы | номер документа |
|---|---|---|---|
| Способ высокочастотной сварки | 1981 |
|
SU1030129A1 |
| Способ высокочастотной сварки труб | 1981 |
|
SU1077732A1 |
| Способ изготовления электросварных труб | 1985 |
|
SU1268238A1 |
| Способ изготовления прямошовных труб | 1987 |
|
SU1473873A1 |
| Устройство для высокочастотной сварки ферромагнитных труб | 1981 |
|
SU967733A1 |
| Способ изготовления спирально-шовных труб | 1987 |
|
SU1489873A1 |
| Устройство для сварки труб ТВЧ | 1989 |
|
SU1681998A1 |
| Способ изготовления спирально-шовных труб | 1988 |
|
SU1590149A1 |
| Способ изготовления ротора электрической машины | 1989 |
|
SU1809499A1 |
| Способ непрерывного изготовления слоистой ленты из полос и устройство для его осуществления | 1983 |
|
SU1113227A1 |
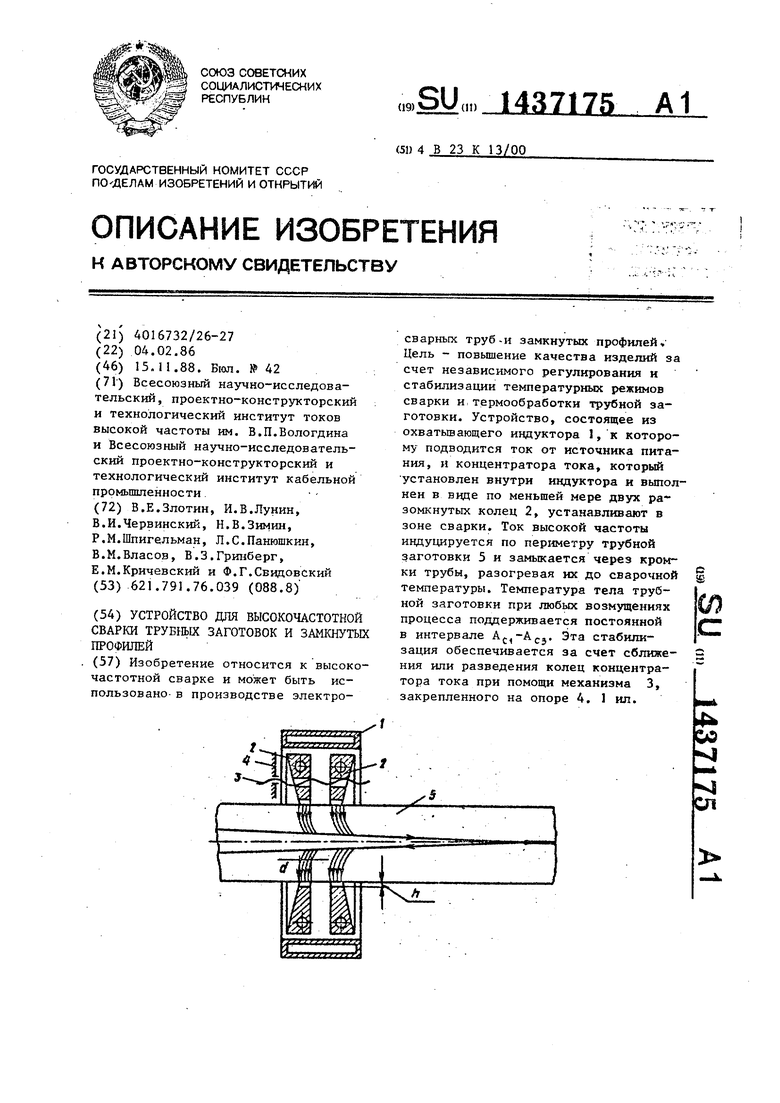
Изобретение относится к высокочастотной сварке и может быть использовано- в производстве электросварных труб-и замкнутых профилей Цель - повышение качества изделий за счет независимого регулирования и стабилизации температурных режимов сварки и термообработки трубной заготовки. Устройство, состоящее из охватьшающего индуктора 1, к которому подводится ток от источника питания, и концентратора тока, который установлен внутри индуктора и выполнен в виде по меньшей мере двух разомкнутых колец 2, устанавливают в зоне сварки. Ток высокой частоты индуцируется по периметру трубной заготовки 5 и замыкается через кромки трубы, разогревая их до сварочной температуры. Температура тела трубной заготовки при любых возмущениях процесса поддерживается постоянной в интервале . Эта стабилизация обеспечивается за счет сближения или разведения колец концентратора тока при помощи механизма 3, закрепленного на опоре 4. 1 ил. о Ш