Изобретение относится к трубному производству, а именно к производству труб, и может быть использовано при изготовлении спирально-шовных труб, свариваемых ТВЧ встык с малыми углами формовки.
Целью изобретения является повышение качества труб путем удаления грата и снижения нагрузки на шов.
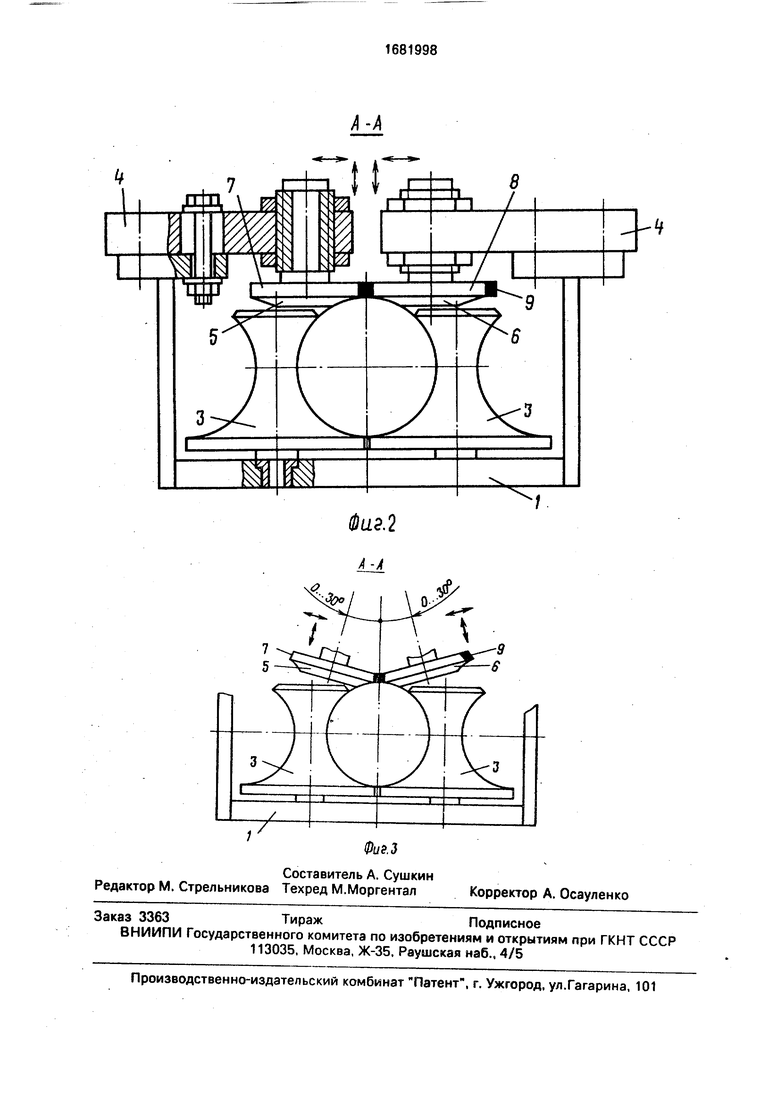
Создаются благоприятные условия для формирования и насекания грата на сварном шве. Это достигается благодаря тому, что оси шовоподдерживающих роликов размещены под углом 0...3°С к вертикальной оси трубы, а ролики снабжены ребордами, по крайней мере на одной из которых выполнен инструмент для насекания грата.
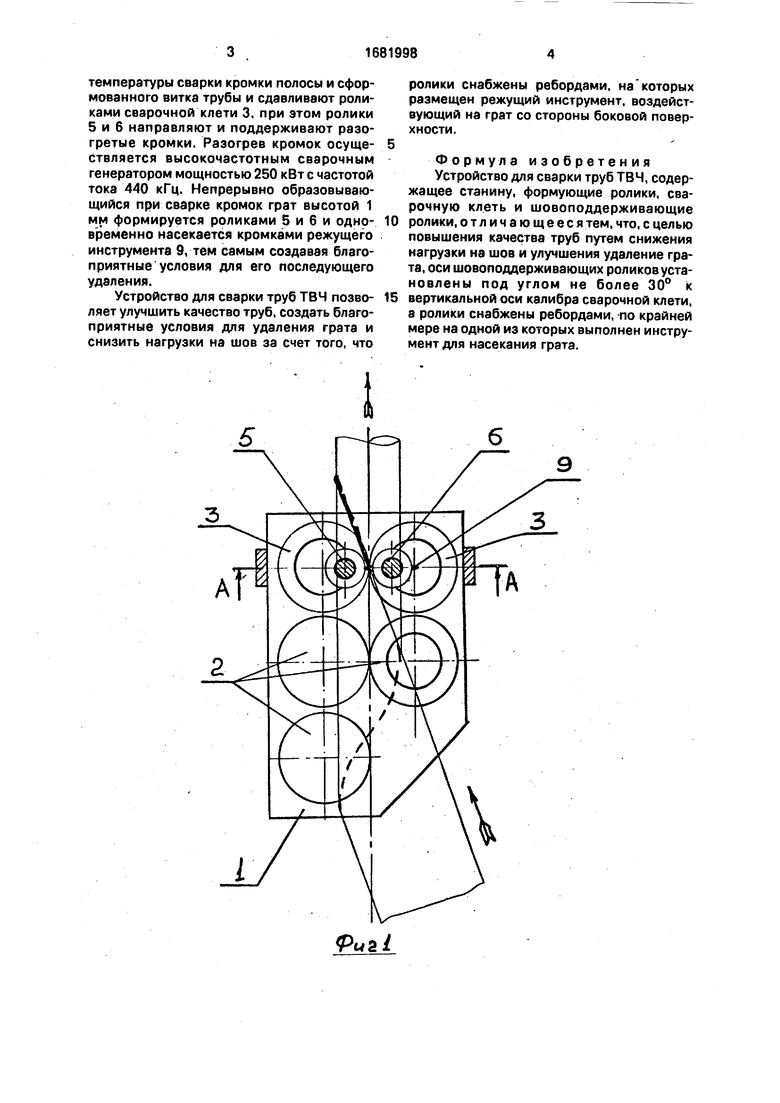
На фиг. 1 изображено устройство для сварки труб ТВЧ; на фиг.2 - разрез А-А на фиг.1 (вариант 1); на фиг 3 - разрез А-А на фиг.1 (вариант 2).
Устройство содержит станину 1 со смонтированными на ней формующими роликами 2, сварочной клетью 3 и установленные
на кронштейне 4 с возможностью регулировки Шовоподдерживающие ролики 5 и 6, снабженные ребордами 7 и 8 и режущим инструментом 9.
Устройство работает следующим образом.
В формующих роликах 2, размещенных на станине 1, полоса формуется в трубную заготовку по спирали. Сходящиеся кромки полосы и сформованного витка трубы свариваются в сварочной клети 3. Шовоподдерживающие ролики 5 и 6 направляют и удерживают кромки от смещения в процессе сварки, а также формируют образовывающийся грат. Режущий инструмент, установленный, например, на реборде 8 ролика 6, при повороте ролика 6 производит насекание грата, воздействуя на него со стороны боковой поверхности.
Пример. Готовят длинновитковые трубы диаметром 102 мм из стальной полосы шириной 300 мм и толщиной 2 мм. Полосу формуют в роликах 2, разогревают до
w
Ё
ON 00
Ю ЧЭ 00
температуры сварки кромки полосы и сформованного витка трубы и сдавливают роликами сварочной клети 3, при этом ролики 5 и 6 направляют и поддерживают разогретые кромки. Разогрев кромок осуществляется высокочастотным сварочным генератором мощностью 250 кВт с частотой тока 440 кГц. Непрерывно образовывающийся при сварке кромок грат высотой 1 мм формируется роликами 5 и б и одновременно насекается кромками режущего инструмента 9, тем самым создавая благоприятные условия для его последующего удаления.
Устройство для сварки труб ТВЧ позволяет улучшить качество труб, создать благоприятные условия для удаления грата и снизить нагрузки на шов за счет того, что
ролики снабжены ребордами, на которых размещен режущий инструмент, воздействующий на грат со стороны боковой поверхности.
Формула изобретения Устройство для сварки труб ТВЧ, содержащее станину, формующие ролики, сварочную клеть и шовоподдерживающие
ролики, отличающееся тем, что, с целью повышения качества труб путем снижения нагрузки на шов и улучшения удаление грата, оси шовоподдерживающих роликов установлены под углом не более 30° к
вертикальной оси калибра сварочной клети, а ролики снабжены ребордами, -по крайней мере на одной из которых выполнен инструмент для насекания грата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления прямошовных труб | 1988 |
|
SU1722647A1 |
| Способ производства электросварных прямошовных труб | 2023 |
|
RU2827008C1 |
| Способ изготовления сварных прямошовных труб | 1991 |
|
SU1787055A3 |
| Способ изготовления сварных прямошовных труб | 1988 |
|
SU1622053A1 |
| Способ изготовления спирально-шовных труб | 1988 |
|
SU1590149A1 |
| Способ изготовления спиральношовных труб | 1986 |
|
SU1388134A1 |
| Шовообжимной ролик | 1978 |
|
SU770700A1 |
| Способ изготовления спиральношовных труб | 1984 |
|
SU1187902A1 |
| Способ изготовления спиральношовных труб | 1983 |
|
SU1143481A1 |
| Шовообжимный ролик | 1986 |
|
SU1362524A2 |
Изобретение относится к трубному производству, а именно к изготовлению спирально-шовных труб, свариваемых ТВЧ встык с малыми углами формовки. Целью изобретения является повышение качества труб и удаление грата, а также снижение нагрузки на шов. При изготовлении труб сформованная заготовка сваривается в сварочном калибре, образованном валками 3. Шовоподдерживающие ролики расположены с наклоном осей и имеют на своих ребордах насекающий инструмент, который насекает грат, придавая последнему дробную форму для удаления и уменьшения силового воздействия на шов. 3 ил.
Фаз.2
Фиг.З
| Способ изготовления спирально-шовных труб и устройство для его осуществления | 1987 |
|
SU1426666A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
