.
00
ts:)
00
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТРОГАНОГО ШПОНА ИЗ КОРОТКОМЕРНЫХ ОТХОДОВ ВАНЧЕСОВ | 2016 |
|
RU2624285C1 |
| Линия изготовления щитовых деталей | 1986 |
|
SU1445962A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КЛЕЕВЫХ СОЕДИНЕНИЙ ДЕРЕВЯННЫХ ЭЛЕМЕНТОВ КОНСТРУКЦИЙ | 2023 |
|
RU2818040C1 |
| Линия изготовления заготовок из пиломатериалов для клееных конструкций | 1983 |
|
SU1142289A1 |
| СПОСОБ ТОРЦЕВОГО СРАЩИВАНИЯ ЗАГОТОВОК ИЗ ДРЕВЕСИНЫ | 2005 |
|
RU2300457C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕРЕВЯННЫХ КЛЕЕНЫХ КОНСТРУКЦИЙ И ПИЛОПРОДУКЦИИ | 2008 |
|
RU2383434C1 |
| Установка для склеивания деревянных брусков на продольный зубчатый шип | 1989 |
|
SU1639966A1 |
| Дека фортепиано | 1990 |
|
SU1764079A1 |
| Автоматическая поточная линия сращивания пиломатериалов по длине | 1989 |
|
SU1678611A1 |
-фргхрина
fefTfto -mfp flaeef Статн 4 fmapotf Стоне ffeHfmyftfof fM MmfffMtUтмluti/efffMrdiff- йвтлю eaoSapo Фм iЛ Р лЛ
Jvttft
10
15
20
25
Изобретение относится к деревообрабатывающей промышленности, в частности к производству длинномер- , ных заготовок.
Цель изобретения - повышение производительности за счет совмещения операций.
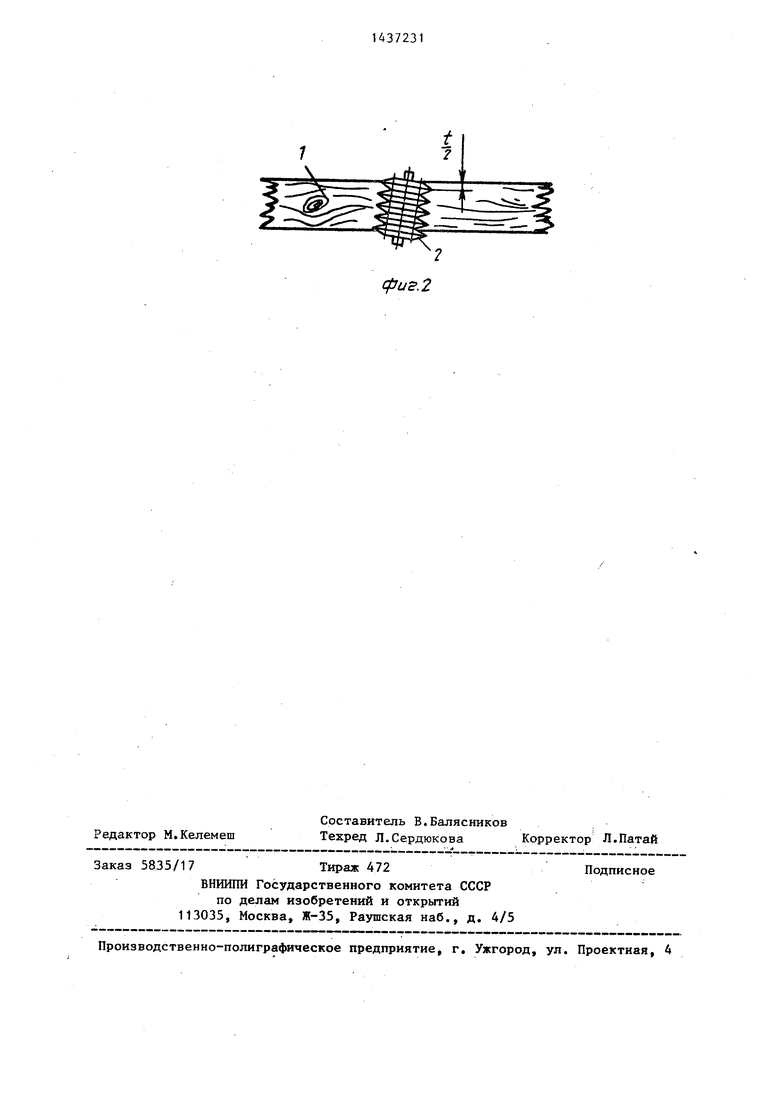
На фиг.1 изображена схема линий сращивания заготовок по длине; на фиг.2 - схема вырезки дефектов и ф|эрмирование шипа.
Линия срапщвания заготовок по дли- HJe включает подаваемые заготовки 1 на торцовочно-фрезерный станрк 2, ус™ тройство для нанесения клея 3 на тор- заготовок 1, пресс 4 и установ- л|енные за ним продольно-фрезерный с|ганок 5 с торцовочной пилой 6 и па- К|етоукладчик 7.
СпоЬоб реализуют следующим обра- зЬм.
: Заготовку 1 подают на торцовочно- фрезерный станок 2, где вырезают д.е- ф|екты и формируют зубчатый шип. Далее заготовка 1 поступает к устройству 3 для нанесения клея на торец за- Г(этовки 1 . Торцы двух заготовок 1 с нанесенным связующим соединяют и прессуют. Заготовки 1 обрабатывают на зо продольно-фрезерном станке 5 и укла™ дЬгоают в стопу при помощи пакетоукладчика 7. : Пример 1.Использовали заготовки 1 шириной 80 мм и толщиной 16 мм, с размерами дефектных зон 50 мм. Рас стояния между дефектными зонами 300- 500 мм. Вначале удаляли дефектные зо- выпиливанием их на торцовочном станке. Размер выпиливаемого дефектного отрезка 70 мм. Далее бездефект ные отрезки длиной 300-500 мм подали на линию сращивания по длине, где на шипорезном .станке сна|1ала отпиливали .один конец отрезка (размер пропуска 10 мм) и на нем фрезеровали зубчатые шипы, а затем второй конец отрезка подвергали такой же обработке. После обработки обоих концов наносили на шипы клей и сращивали от
резки по длине. :
14372312
Пример 2. Брали заготовки 1 шириной 80 мм и толщиной 16 мм с размерами дефектных зон 50 мм. Расстоя- ние между дефектными зонами 400 мм. Удаляли дефектные зоны фрезерованием с помощью фрезы Диаметром 70,мм. Одновременно этой же фрезой формировали зубчатые шипы с разворотом относительно продольной оси заготовки 1 на поло-; вину шага. Длина удаляемого дефектного отрезка 70 мм. Далее нанесли на один из смежных торцов клей и сращивали отрезки по длине.
40
Пример 3, Брали заготовки 1 шириной 80 мм и толщиной 16 мм с размерами дефектных зон 65 мм. Расстоя- irae между дефектными зонами 400 мм. Дефектные зоны вьшиливали на торцовочном станке. Размер выпиливаемого дефектного отрезка 85 мм. Далее бездефектные отрезки длиной 400 мм подавали на линию сращивания по длине, где на щипорезном станке сначала отпиливали один конец отрезка (размер припуска 10 мм) и на нем фрезеровали зубчатые шипы, а затем подвергали такой;же обработке второй конец. После обработки обоих концов наносили на шипы клей и сращивали отрезки по -длине.
Суммарная длина удаляемого отрезка 85+10x2 105 мм.
Фо рмула изобретения
Способ сращивания заготовок по длине, включающий удаление дефектов, формирование зубчатых шипов с помощью фрезы, нанесения клея, прессование и раскрой, .отличающийся тем, что, с целью повышения производительности за счет совмещения 5 .операций, удаление дефектов и формирование зубчатых шипов осуществляют совместно с разворотом фрезы в imoc- кости, перпендикулярной плоскости заготовки и проходящей через ее продольную ось на половину шага шипа.
Пример 3, Брали заготовки 1 шириной 80 мм и толщиной 16 мм с размерами дефектных зон 65 мм. Расстоя- irae между дефектными зонами 400 мм. Дефектные зоны вьшиливали на торцовочном станке. Размер выпиливаемого дефектного отрезка 85 мм. Далее бездефектные отрезки длиной 400 мм подавали на линию сращивания по длине, где на щипорезном станке сначала отпиливали один конец отрезка (размер припуска 10 мм) и на нем фрезеровали зубчатые шипы, а затем подвергали такой;же обработке второй конец. После обработки обоих концов наносили на шипы клей и сращивали отрезки по длине.
Суммарная длина удаляемого отрезка 85+10x2 105 мм.
Фо рмула изобретения
Способ сращивания заготовок по длине, включающий удаление дефектов, формирование зубчатых шипов с помощью фрезы, нанесения клея, прессование и раскрой, .отличающийся тем, что, с целью повышения производительности за счет совмещения операций, удаление дефектов и формирование зубчатых шипов осуществляют совместно с разворотом фрезы в imoc- кости, перпендикулярной плоскости заготовки и проходящей через ее продольную ось на половину шага шипа.
сриг.2
