.
ю
tlib
ОЭ
оо 4iik ел
19
центрической окружности закреплены перестаниые планки 22 (под какими до- пол нительным Г-образными упорами 19), возможно собирать на устройстве
стержневые каркасы различных диаметров и затем подавать их на сварку с поперечным стержневым набором. 1 з.п, ф-лы, 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления пространственных армаутрных каркасов | 1972 |
|
SU503671A1 |
| Устройство для контактной сварки арматурных каркасов | 1982 |
|
SU1178558A1 |
| Устройство для сборки арматурныхКАРКАСОВ | 1979 |
|
SU798267A1 |
| Устройство для сварки пространственных арматурных каркасов | 1973 |
|
SU502724A1 |
| Станок для обработки мебельных щитов по периметру | 1991 |
|
SU1787763A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |
| Устройство для сборки и сварки пространственных арматурных каркасов | 1978 |
|
SU742070A1 |
| Установка для укладки арматуры в форму | 1986 |
|
SU1384696A1 |
| Устройство для сварки арматурных каркасов | 1977 |
|
SU662217A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1305987A1 |
Изобретение относится к сварке и может быть применено при сборке пространственных стержневых каркасов м. для их контактной сварки. Цель - повышение надежности в работе и упрощение конструкции. Устройство представляет собой смонтированные на валу вращающиеся диски 9 с открытыми радиальными пазами 10 для размещения стержней 11 и загрузочный механизм 14 с основным Г-образным упором 15. Вдоль пазой 10 на HecKonbKVix концентрических окружностях размещены дополнительные Г-образные упоры 19 и переставные планки 22. Упоры 19 совместно с планками 22 и стенками 17 и 18 пазов 10 вращающихся дисков 9 образуют лабиринт для стержней 11, загружаемых в устройство, и не позволяют им при вращении дисков 9 выпасть, В зависимости от того, на какой кон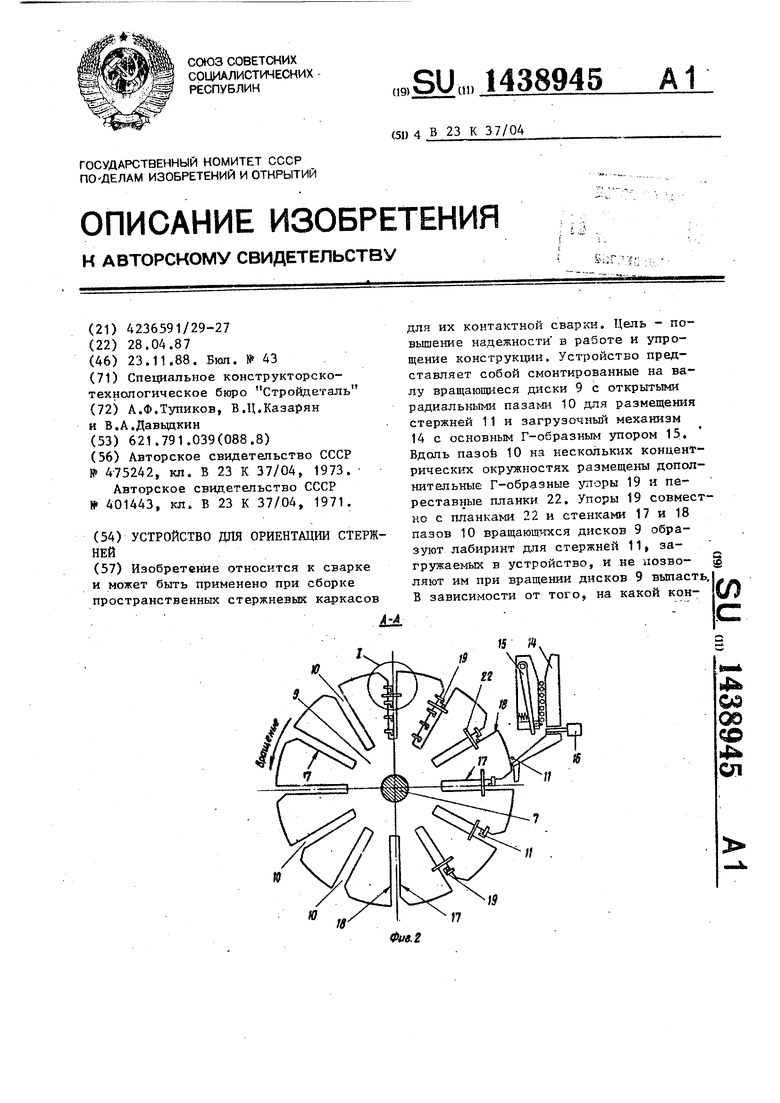
1
Изобретение относится к оборудованию для контактной сварки пространственных арматурных каркасов и может быть использовано для пространственной ориентации стержневых мерных заготовок для подачи их в зону сварки.
Целью изобретения является повышение надежности работы и упрощение конструкции.
Па фиг. 1 показано устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1J на фиг. 3 - узел I на фиг.. 2; на фиг. 4 - сечение Б-Б на фиг. 3; на фиг. 5 - положение стержня при различных положениях дополнительного упора.
Устройство состоит из смонтирован- librx на станине 1 опорных роликов 2 и опорной стойки 3. В роликах 2 установлена вращающаяся планшайба 4 с кондуктором 5 для образования арматурного каркаса 6. Вал 7 одним кон- дом закреплен на планшайбе 4, а другим - на стойке 3. На валу 7 с возможностью осевого перемещения установлен досыпатель 8 и закреплены вращающиеся диски 9 с радиально открытыми пазами 10 (фиг. 2).
Пересечения продольных стержней 11 (фиг. 1) и поперечной арматуры 12 на кондукторе 5 свариваются механизмом 13. Механизм 14 (фиг. 2) посредством основного Г-образного упора 15 и приводного толкателя 16 обеспечивают поштучную вцдачу стержней 11.
Ка)вдый паз 10 образован передней стороной 17 и задней стороной 18, по ХОДУ вращения дисков 9 вдоль каждого паза 10 установлены дополнительные Г-образные упоры 19 (фиг. 2 и 3) одни концы 20 которых закреплены на передней стороне 17 паза, а другие концы-21 заведены в середину паза
0
5
0
5
0
5
0
5
10 и направлены к центру диска, т.е. в сторону вала 7.
Диски 9 снабжены переставными планками 22 и приспособлениями для их крепления, которые вьшолнены в ви де болтов 23 и штифтов 24, входящих в отверстия 25 в диске 9, при этом для сокращения времени снятия и установки планок (фиг. 3 и 4) в них выполнены открытые пазы 26.
- Каждому пазу принадлежит только одна планка 22, которая устанавливается перед концом 21 одного из дополнительных Г-образных упоров 19 со стороны центра диска, в результате чего образуется лабиринт 27.
Перейаладку устройства осуществляют следующим образом.
Размер кондуктора 5 подбирают по диаметру каркаса 6 и закрепляют на планшайбе 4. Также в зависимости от диаметра каркаса определяют положение планок 22, которые закрепляют следующим образом: конец планки с открытым пазом 26 заводят под головку болта 23, пропуская стержень болта в паз 26, штифт 24 планки 22 вводят в отверстие 25 и болтом 23 прижимают планку 22 к плоскости диска 9, при этом перед планкой образуется лабиринт 27. Та:ки м образом планки устанавливают у каждого паза, располагая их от центра диска на одном расстоянии, равном радиусу каркаса 6.
Для пространственной ориентации стержней 11 вращают планшайбу 4 и скрепленные с ней вал 7 и диски 9.
Когда пазы 10 последовательно подходят к механизму .14 вьщачи стержней 11, посредством основного Г-образного упора 15 и толкателя 16 поштучно выдаются стержни 11, которые скатываются на заднюю сторону 18 соответствующего паза 10. Таким образом, стержни последовательно попадают в каждый
25
паз и при вращении дисков каждый стержень по стороне 18 паза 10 скатывается до планки 22 (фиг. 5а), При дальнейшем вращении (фиг. 5б) стер- v жень скатывается на переднюю сторону
17паза 10, а при наклоне этой стороны по ходу вращения стержень закатывается под конец 21, т.е. в лабиринт 27. Из лабиринта 27 (фиг. 5в) стер- ю жень 11 вываливается тогда, когда конец 21 начинает наклоняться от горизонтального положения, но сторона
18паза 10 в это время начинает подниматься, в результате чего стержень 15 остается в углу, образованном стороной 18 паза 10 и планкой 22.
Пятистенный лабиринт 27 (сторона 18 - первая стенка, планка 22 - вторая стенка, сторона 17 - третья стен-20 ка, четвертая и пятая стенки образованы дополнительным Г-образным упором 19, т.е. его концами 20 и 21) обеспечивает надежную ориентацию стержня при вращении его по круговой орбите.
После заполнения всех пазов 10 стержнями 1I включают досыпатель 8 (привод не показан), который одновременно все стержни 11 перемещает в осевом направлении, при этом передние концы стержней проходят через отверстия в планшайбе 4 и заходят на конуктор 5, где к ним начинает привариваться поперечная арматура 12. В результате вращательнэ-поступательно- го перемещения каркаса поперечная арматура навивается спирально, а механизм 13 осуществляет сварку пересечений.
В процессе изготовления каркаса 6 продольные стержни 11 в требуемом поожении ориентируются лабиринтами 27, при этом благодаря жесткому скреплению дополнительных Г-образных 4Е упоров 19 и планок 22 с дисками 9, обеспечиваются высокая надежность аботы и простота конструктивного выполнения, поскольку и планка 22, и упор 19 представляют собой плоские 50 элементы простейшей формы, а также отсутствуют трущиеся поверхности. Таке упрощается переналадка, поскольку крепление планки осуществляется лишь одним болтом 23, который достаточно
30
35
40
несколько ослабить, не вьгоинчивая из резьбового отверстия в диске, и извлечь из-под его головки планку, что обеспечивает открытый паз 26.
Когда задние концы стержней 11 доходят до планшайбы 4,, повторно включают ме хаготзм 14 поштучной вьда- чи стержней, в результате чего пазы 10 дисков 9 повторно заполняются стержнями для изгото1 ления следующего каркаса. Когда предьдущий каркас будет сварен и сместится за пpeдeJ:ы кондуктора 5. досыпатап; 8 подает партию следующих стержней, и процесс повторяется.
Таким образом, за счет жесткого закрепления на дисках доползштельных Г-образных упоров и планок повышается надежность работы и упрощается констрз кция устройства.
Формула изобретения
XX/ /V// // / //A /Jf//V////X//// /X// /x //V//X/// /V /X/ ///x ///V - rt
.7
itrteHj
tt
Мижмк каркаса
/3
f5
/
2Z
;/
. о
/I
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свид,етельство СССР 401443, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
