if
t
со
00
ИЙ
О5
со
О5
(Pui.t
Изобретение относится к оборудованию для укладки в форму арматуры при изготовлении сборных железобетонных изделий.
Цель изобретения - повьшение производительности.
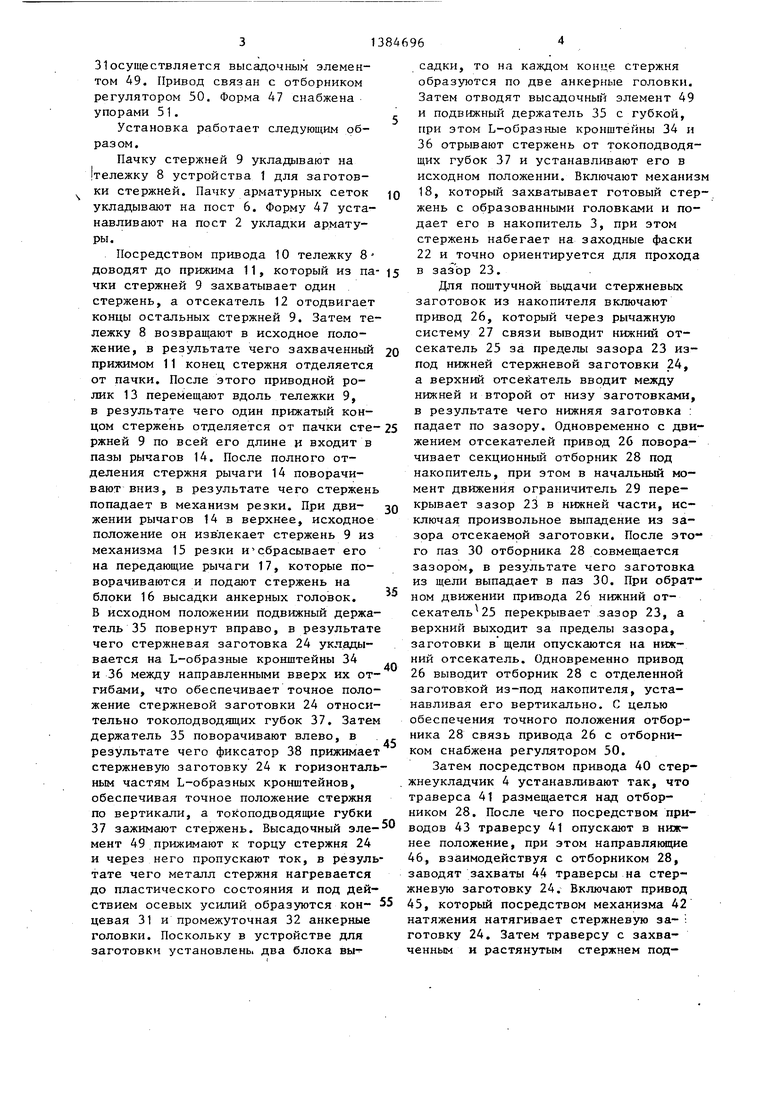
На фиг. 1 изображена установка, вид в плане; на фиг. 2 - вид А на
встречно-параллельное движение от кателей 25. На основании 19 под п кой 21 шарнирно установлен секцио отборник 28, связанный с приводом с целью синхронного движения с от кателями 25 и имеющий ограничител 29 и паз 30 для размещения стержн вой заготовки, выпадающей из зазо
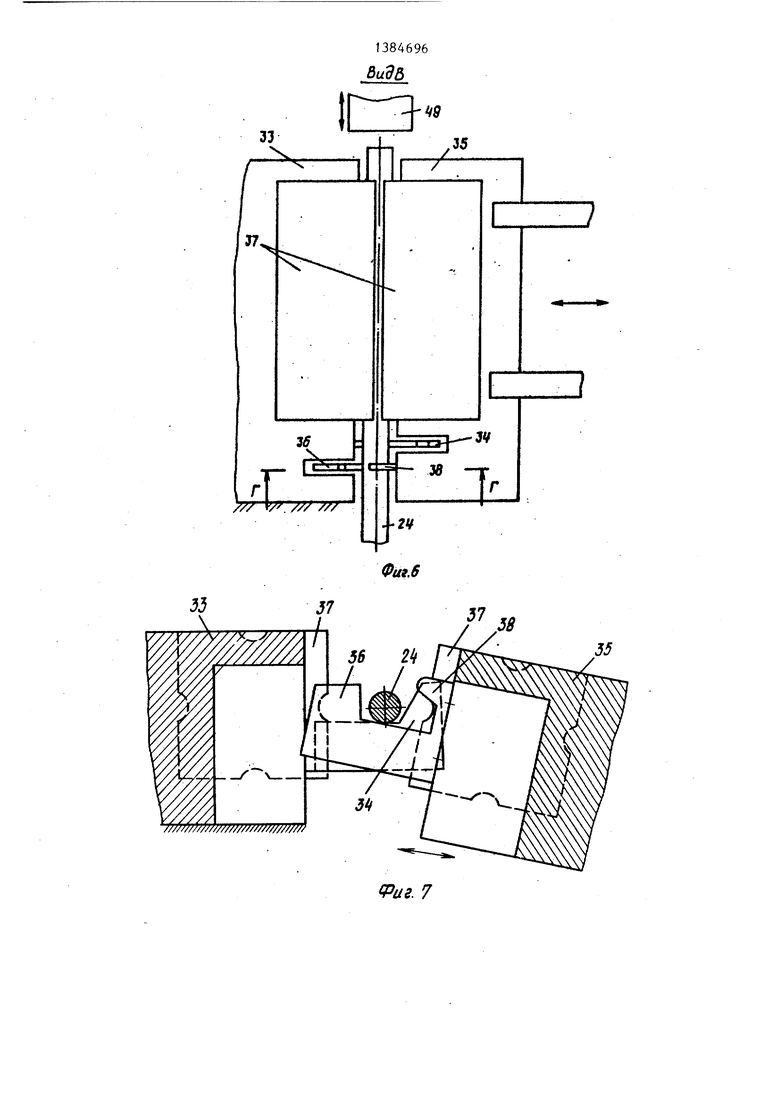
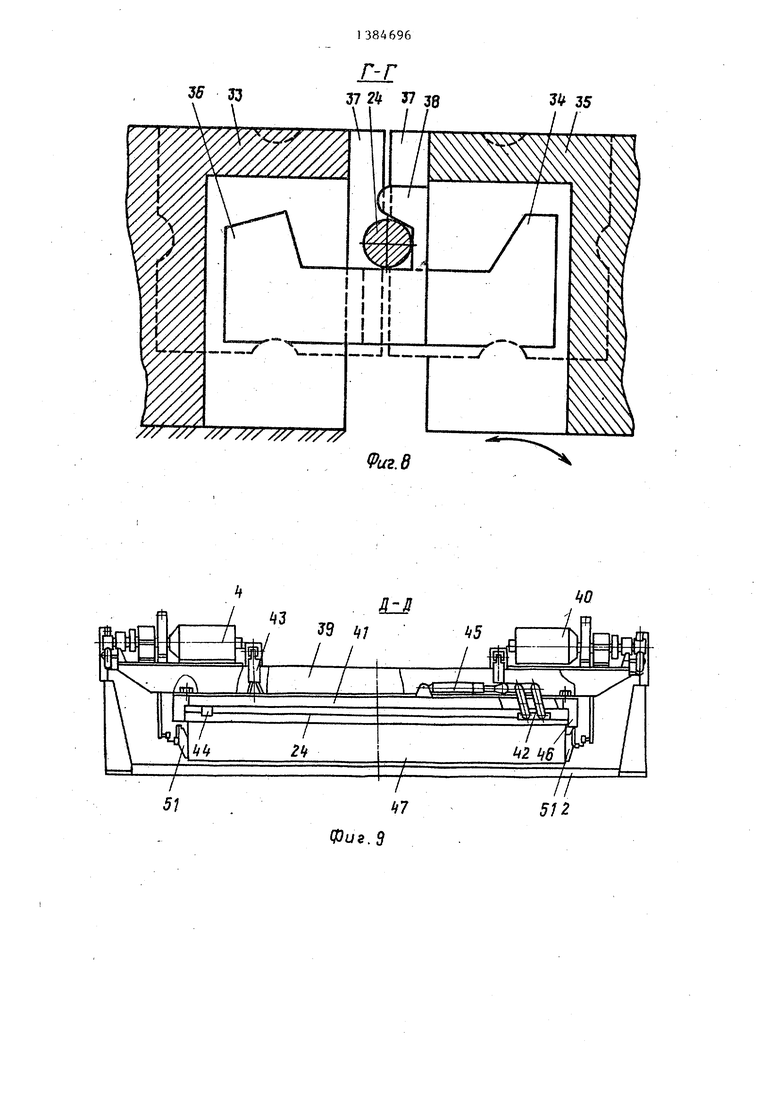
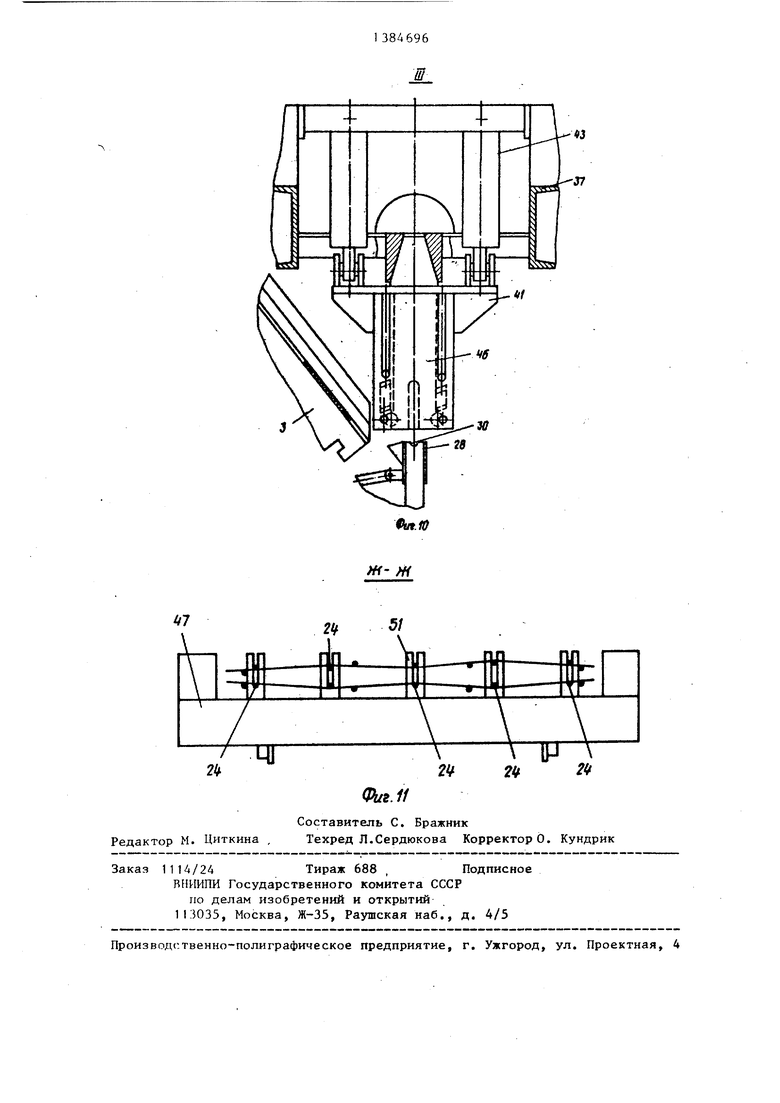
фиг. 1; на фиг. 3 - узел I на фиг. 2; ю Выполнение накопителя в виде на фиг. 4 - узел II на фиг. 2; на фиг. 5 - разрез Б-Б на фиг. 4; на фиг. 6 - вид В на фиг. 3; на фиг, 7 - разрез Г-Г на фиг.6 ( момент попадания стержня в губки и момент раскры- 15 тия держателей); на фиг. 8 - разрез Г-Г на фиг. 6 (момент зажатия стержня в губках); на фиг. 9 - разрез Д-Д на фиг. 1; на фиг. 10 - узел III на фиг. 2; на фиг. 11 сечение Ж-Ж на 20 фиг. 1(момент укладки арматуры в фор-:
му). ..
Установка состоит из устройства 1
для заготовки стержней, поста 2 укладки арматуры, установленного между 25
устройством 1 и постом 2 накопителя 3
для Готовых стержней, стержнеукладчипопарно установленных склизов 20 планок 21 и расположение отсекате у зазора 23 и отборника секционно типа позволяет хранить запас заго с концевыми головками 21 и промеж ными головками 32, а также быстро штучно подавать их из накопителя перемещать их для захвата стержне ладчиком 4.
Каждый блок 16 высадки анкерны головок состоит из неподвижного д жателя 33 с Ь образным кронштейно 34 и подвижного держателя 35 с Lразным кронштейном 36, .при этомк штейны расположены с возможностью встречно-параллельного смещения и своими отгибами направлены вверх, держатели оснащены токоподводящим губками 37, Кронштейн 36 со сторо его крепления к подвижной губке и ет фиксатор 38 для орнентир-ования стержня в токоподводящих губках 3 Такая конструкция блоков высадки позволяет стержневой заготовке 24
ка 4, сеткоукпадчика 5, поста 6 с
Каждый блок 16 высадки анкерных головок состоит из неподвижного держателя 33 с Ь образным кронштейном 34 и подвижного держателя 35 с Lоб- разным кронштейном 36, .при этомкронштейны расположены с возможностью встречно-параллельного смещения и своими отгибами направлены вверх, а держатели оснащены токоподводящими губками 37, Кронштейн 36 со стороны его крепления к подвижной губке имеет фиксатор 38 для орнентир-ования стержня в токоподводящих губках 37. Такая конструкция блоков высадки позволяет стержневой заготовке 24
его приводной опорой 7.
Устройство 1 заготовки стержней 30 состоит из смонтированных на раме поворотной в горизонтальной плоскости тележки 8 для укладки исходных стержней 9, ее привода 10 прижима 1Г для захвата конца одного из стерж-, занимать точное положение в токопод- ней, отсекателя 12, приводного роли- водящих губках 37 (от вертикального
смещения стержень удерживается кронштейнами 36 и фиксатором 38, а горизонтально стержень фиксируют токопод- дд водящие губки 37, при этом направленные вверх отгибы L-образных кронштейнов 34 и 36 в момент раскрытия токоподводящих губок 37 отрывают
ка 13, установленного с возможностью перемещения вдоль тележки 8, приводных рычагов 14 для приема и передачи стержня в механизм 15 резки стержней на мерные заготовки и блоков 16 высадки анкерных головок на концах стержней. На раме смонтированы приводвстречно-параллельное движение отсе- кателей 25. На основании 19 под планкой 21 шарнирно установлен секционный отборник 28, связанный с приводом 26 с целью синхронного движения с отсе- кателями 25 и имеющий ограничители 29 и паз 30 для размещения стержневой заготовки, выпадающей из зазора
Выполнение накопителя в виде
попарно установленных склизов 20 и планок 21 и расположение отсекателей у зазора 23 и отборника секционного типа позволяет хранить запас заготово с концевыми головками 21 и промежуточными головками 32, а также быстро поштучно подавать их из накопителя и перемещать их для захвата стержнеук- ладчиком 4.
Каждый блок 16 высадки анкерных головок состоит из неподвижного держателя 33 с Ь образным кронштейном 34 и подвижного держателя 35 с Lоб- разным кронштейном 36, .при этомкронштейны расположены с возможностью встречно-параллельного смещения и своими отгибами направлены вверх, а держатели оснащены токоподводящими губками 37, Кронштейн 36 со стороны его крепления к подвижной губке имеет фиксатор 38 для орнентир-ования стержня в токоподводящих губках 37. Такая конструкция блоков высадки позволяет стержневой заготовке 24
занимать точное положение в токопод- водящих губках 37 (от вертикального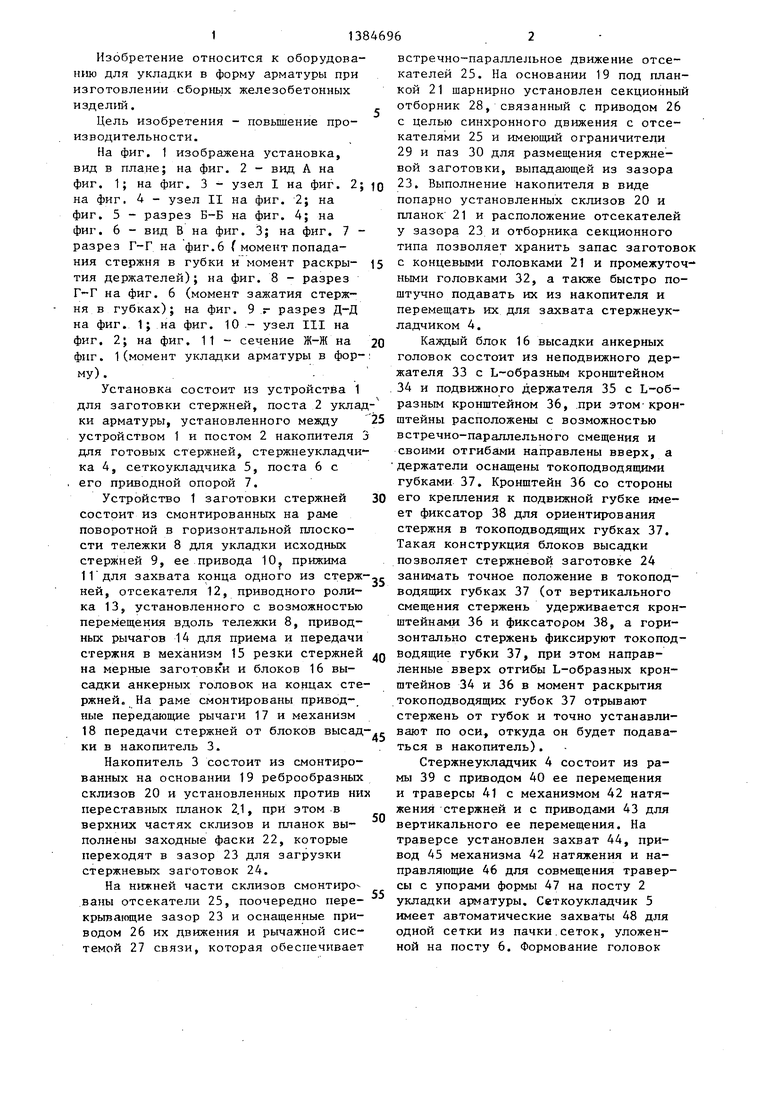
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заготовки и натяжения арматурных стержней | 1986 |
|
SU1411415A1 |
| Установка для укладки предварительно напряженной арматуры в форму | 1990 |
|
SU1815321A1 |
| Установка для высадки сфероподобных головок на анкерных стержнях закладных деталей | 1990 |
|
SU1779452A1 |
| Устройство для электронагрева арматурных стержней | 1978 |
|
SU767325A1 |
| Способ образования анкерных головок | 1990 |
|
SU1805192A1 |
| Устройство для высадки анкерных головок | 1990 |
|
SU1791599A1 |
| Устройство для натяжения арматурных стержней | 1980 |
|
SU953152A1 |
| Установка для электротермического упрочнения стержневой арматуры | 1981 |
|
SU996689A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОТЕРМИЧЕСКОГО УПРОЧНЕНИЯ АРМАТУРНОЙ СТАЛИ С САМООТПУСКОМ СТЕРЖНЕЙ | 1966 |
|
SU181674A1 |
| Кассета-накопитель для размещения штучных заготовок | 1988 |
|
SU1637914A1 |
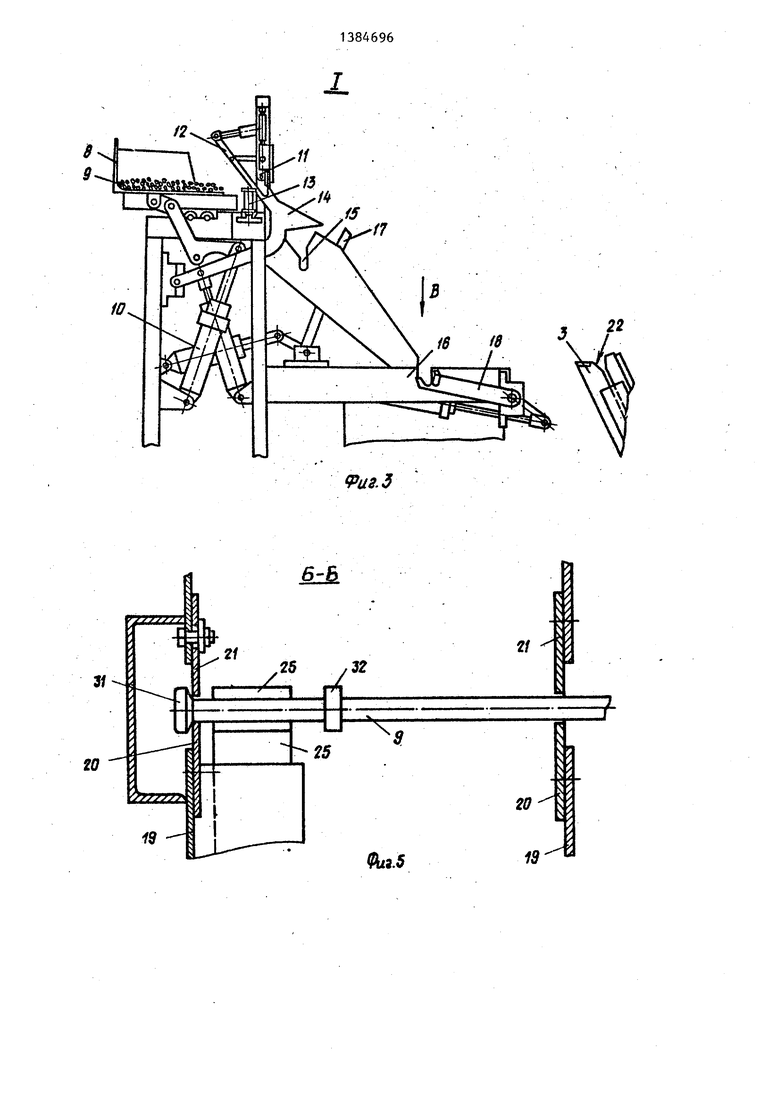
Изобретение относится к строительству. Изобретение применяется в промьпиленности сборного железобетона при изготовлении преднапряженных элементов. Цель изобретения - повышение производительности за счет сокращения времени цикла укладки, стержней в форму. Накопитель состоит из смонтированных на основании 19 ребро- образных склизов 20 и установленных против них переставных планок 21. В верхних частях склизов и планок выполнены заходные фаски 22, которые переходят в зазор 23 для загрузки стержневых заготовок 24. В нижней части склизов смонтированы отсекатели 25, поочередно перекрывающие зазор 23, оснащенные приводом 26 и рычажной системой связи 27, обеспечивающие встречно-параллельное движение отсекателей 25. На основании 19 под планкой 21 шарнирно установлен секционный отборник 28, связанный-с приводом 26 и имеющий паз 30 для размещения стержней заготовки 24. 11 ил. с S сл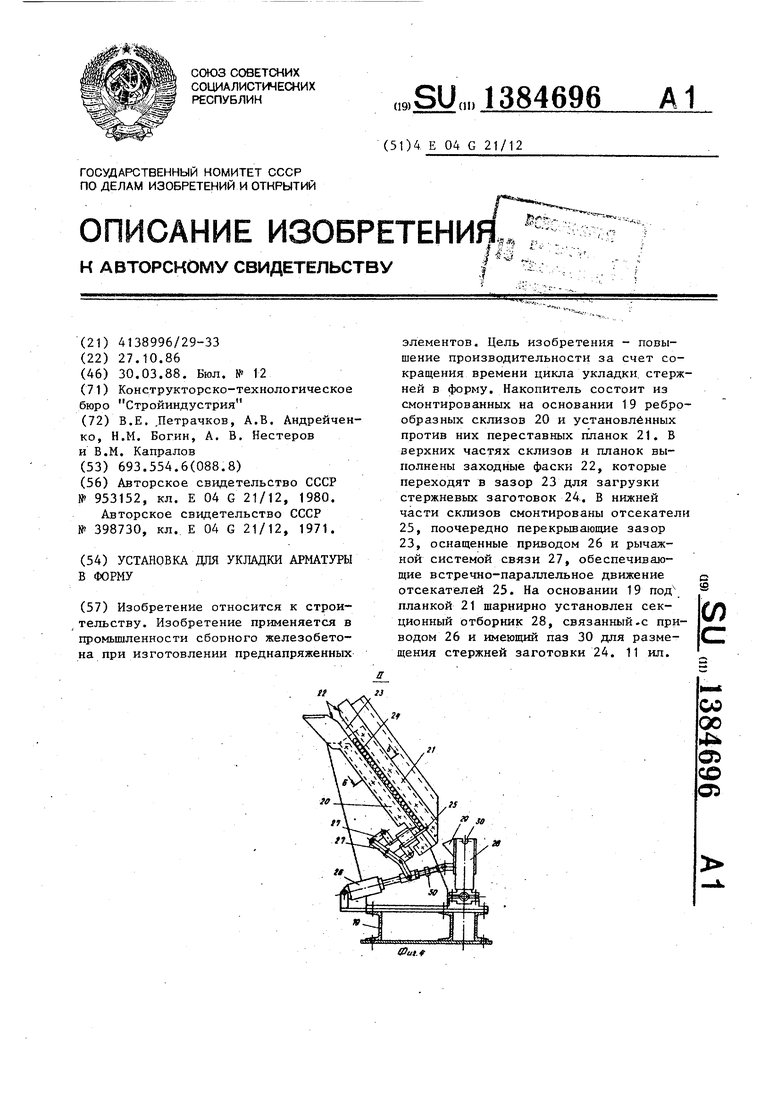
ные передающие рычаги 17 и механизм стержень от губок и точно устанавли- 18 передачи стержней от блоков высад-.г вают по оси, откуда он будет подаваки в накопитель 3.
Накопитель 3 состоит из смонтированных на основании 19 реброобразных склизов 20 и установленных против них переставных планок 2.1, при этом в верхних частях склизов и планок выполнены заходные фаски 22, которые переходят в зазор 23 для загрузки стержневых заготовок 24.
На нижней части склизов смонтиро ваны отсекатели 25, поочередно пере- крьтагощие зазор 23 и оснащенные приводом 26 их движения и рычажной системой 27 связи, которая обеспечивает
50
55
ться в накопитель),
Стержнеукладчик 4 состоит из рамы 39 с приводом 40 ее перемещения и траверсы 41 с механизмом 42 натяжения стержней и с приводами 43 для вертикального ее перемещения. На траверсе установлен захват 44, привод 45 механизма 42 натяжения и направляющие 46 для совмещения траверсы с упорами формы 47 на посту 2 укладки арматуры. Сеткоукладчик 5 имеет автоматические захваты 48 для одной сетки из пачки.сеток, уложенной на посту 6, Формование головок
0
5
ться в накопитель),
Стержнеукладчик 4 состоит из рамы 39 с приводом 40 ее перемещения и траверсы 41 с механизмом 42 натяжения стержней и с приводами 43 для вертикального ее перемещения. На траверсе установлен захват 44, привод 45 механизма 42 натяжения и направляющие 46 для совмещения траверсы с упорами формы 47 на посту 2 укладки арматуры. Сеткоукладчик 5 имеет автоматические захваты 48 для одной сетки из пачки.сеток, уложенной на посту 6, Формование головок
31 осуществляется высадочным элементом 49, Привод связан с отборником регулятором 50. Форма 47 снабжена упорами 51.Установка работает следующим образ ом.
Пачку стержней 9 укладывают на {тележку 8 устройства 1 для заготов- ки стержней. Пачку арматурных сеток JQ укладывают на пост 6. Форму 47 устанавливают на пост 2 укладки арматуры.
Посредством привода 10 тележку 8 доводят до прижима 11, который из па- 15 чки стержней 9 захватывает один стержень, а отсекатель 12 отодвигает концы остальных стержней 9. Затем тележку 8 возвращают в исходное положение, в результате чего захваченный 20 Прижимом 11 конец стержня отделяется от пачки. После этого приводной ролик 13 перемещают вдоль тележки 9, в результате чего один прижатый концом стержень отделяется от пачки сте- 25 ржней 9 по всей его длине и входит в пазы рычагов 14. После полного отделения стержня рычаги 14 поворачивают вниз, в результате чего стержень попадает в механизм резки. При дви- зо жении рычагов 14 в верхнее, исходное положение он извлекает стержень 9 из механизма 15 резки и сбрасывает его на передающие рычаги 17, которые поворачиваются и подают стержень на блоки 16 высадки анкерных головок, В исходном положении подвижный держатель 35 повернут вправо, в результате чего стержневая заготовка 24 укладывается на L-образные кронштейны 34 и 36 между направленными вверх их отгибами, что обеспечивает точное положение стержневой заготовки 24 относительно токолодводящих губок 37, Затем держатель 35 поворачивают влево, в . результате чего фиксатор 38 прижимает стержневую заготовку 24 к горизонтальным частям L-образных кронштейнов, обеспечивая точное положение стержня по вертикали, а то1 оподводящие губки 37 зажимают стержень. Высадочный мент 49 прижимают к торцу стержня 24 и через него пропускают Ток, в результата чего металл стержня нагревается до пластического состояния и под Действием осевых усилий образуются кон- 55 цевая 31 и промежуточная 32 анкерные головки. Поскольку в устройстве для заготовки установлены два блока вы40
JQ
15 0 5 о 5
0
садки, то на каждом конце стержня образуются по две анкерные головки. Затем отводят высадочный элемент 49 и подвижный держатель 35 с губкой, при этом L-образные кронштейны 34 и 36 отрывают стержень от токоподводя- щих губок 37 и устанавливают его в исходном положении. Включают механизм 18, который захватывает готовый стержень с образованными головками и подает его в накопитель 3, при этом стержень набегает на заходные фаски 22 и точно ориентируется для прохода в зазор 23,
Для поштучной выдачи стержневых заготовок из накопителя включают привод 26, который через рычажную систему 27 связи выводит нижний отсекатель 25 за пределы зазора 23 из- под нижней стержневой заготовки 24, а верхний отсекатель вводит между нижней и второй от низу заготовками, в результате чего нижняя заготовка : падает по зазору. Одновременно с движением отсекателей привод 26 поворачивает секционный отборник 28 под накопитель, при этом в начальный момент движения ограничитель 29 перекрывает зазор 23 в нижней части, исключая произвольное выпадение из зазора отсекаемой заготовки. После это го паз 30 отборника 28 совмещается зазором, в результате чего заготовка из щели выпадает в паз 30, При обратном движении привода 26 нижний отсекатель 25 перекрывает зазор 23, а верхний выходит за пределы зазора, заготовки в щели опускаются на нижний отсекатель. Одновременно привод 26 выводит отборник 28 с отделенной заготовкой из-под накопителя, устанавливая его вертикально, С целью обеспечения точного положения отборника 28 связь привода 26 с отборником снабжена регулятором 50,
Затем посредством привода 40 стер- жнеукладчик 4 устанавливают так, что траверса 41 размещается над отборником 28, После чего посредством приводов 43 траверсу 41 опускают в нижнее положение, при этом направляющие 46, взаимодействуя с отборником 28, заводят захваты 44 траверсы на стержневую заготовку 24, Включают привод 45, который посредством механизма 42 натяжения натягивает стержневую за- готовку 24, Затем траверсу с захваченным и растянутым стержнем под-
нимают в верхнее положение и перемещают стержнеукладчик до расположения траверсы 41 над упорами 51 формы 47. Поскольку отборники 28 выполнены идентично упорам 51 формы, то при опускании траверсы направляющие 46, входят в сопряжение с двумя противоположными упорами формы, а стержневая заготовка 24 входит в пазы упо- ров 51 формы 47. Затем механизм 42 натяжения отводят в исходное положение, передавая усилие натяжения стержня на упоры 51. формы 47, после чего траверсу 41 поднимают в верхнее по- ложение и стержнеукладчик 4 перемещают за следующим стержнем, который уже должен быть размещен в пазах 30 отборника 28. .
Таким образом укладывают стержни в упоры 51 формы 47, при этом сначала укладывают стержни через один упор, например в первый, третий и пятый упоры 51. Включают сеткоук- ладчик 5, который автоматическими захватами 48 захватывает и отделяет верхнюю сетку с поста 6.
Затем посредством приводной опоры 7, поворачивая шарнирный параллелограмм, перемещают сеткоукладчик 5с отделенной сеткой и устанавливают по .следнюю над формой 47. Сетку укладывают на уложенные предварительно напряженные стержни. После укладки сетки и удаления сеткоукладчика в исходное положение повторно включается стержнеукладчик 4, который укладывает второй и четвертый стержни, при этом сетка будет переплетена со стержнями. При необходимости установки арматуры в два слоя аналогичным образом устанавливают второй слой арматуры.
Таким образом, предложенная установка обеспечивает независимую работ
устройства для заготовки стержней и работу стержнеукладчика. Формула изобретения
Установка для укладки арматуры в форму, содержащая пост укладки арматуры в форму, по одну сторону которого с возможностью смещения на пост установлен сеткоукладчик, по другую сторону смонтировано устройство для заготовки стержней, выполненное в виде горизонтально-подвижной тележки отсекателя стержней, механизма резки и блоков высадки анкерных головок на стержнях с подвижным и неподвижны держателями для крепления токоподво- дящих губок, а над постом укладки арматуры в форму с возможностью смещения в сторону устройства для заготовки установлен стержнеукладчик, о тли ч а ю щ а я с я тем, что, с целью повышения производительности за счет сокращения времени цикла укладки стержней в форму, она снабжена накопителем для заготовленных стержней выполненным в виде реброобраз- ных склизов, расположенных против ни с зазором переставных реброобразных планок, отсекателей для поштучной вьщачи стержней из зазора, секционным отборником, выполненньм с ограничителем к пазом для размещения стержня, установленным под переставными планками с возможностью циклического совмещения паза с зазором и оснащенным приводом его поворота, связанным посредством рычажной системы с отсекателями, а блоки высадки Головок оснащены L-образными кронштейнами, вьтолненкыми с фиксаторами стержня и закрепленными на подвижном и неподвижном держателях с возможностью относительного встречно-параллельного смещения при смещении подвижного держателя.
15 f6
Тд
фиг.;
as.d
бгй
22
35
Раг. 7
3S J3
//У /// /// /7//У
Фие.д
74 35
(Риг. В
Составитель С. Бражник Редактор М. Циткина , Техред Л.Сердюкова Корректор О. Кундрик
Заказ 1114/24Тираж 688 , Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
37
У
5/
2if
Фиг. If
| Устройство для натяжения арматурных стержней | 1980 |
|
SU953152A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 0 |
|
SU398730A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
