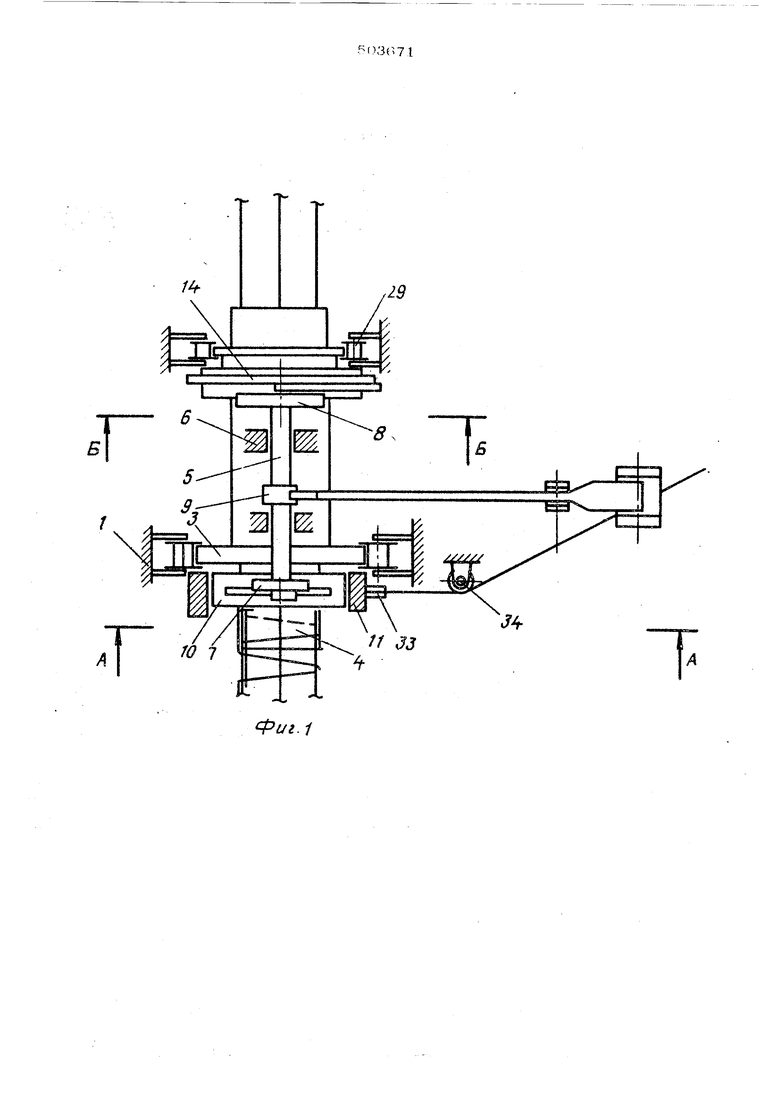
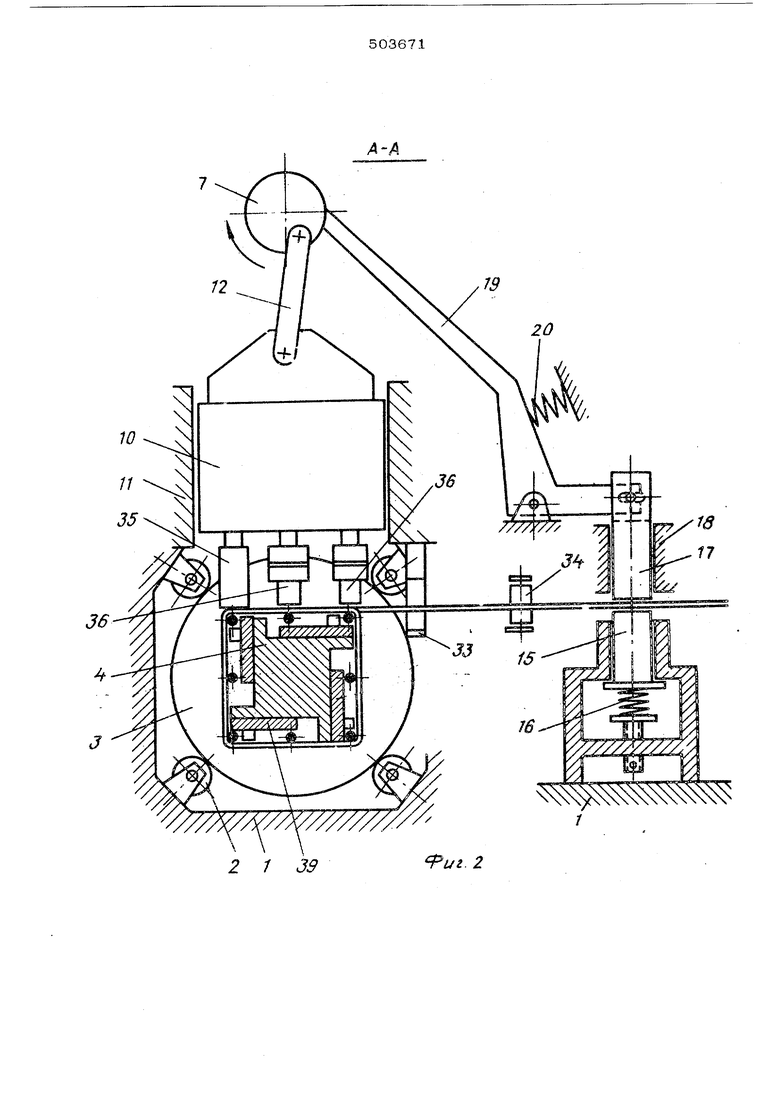
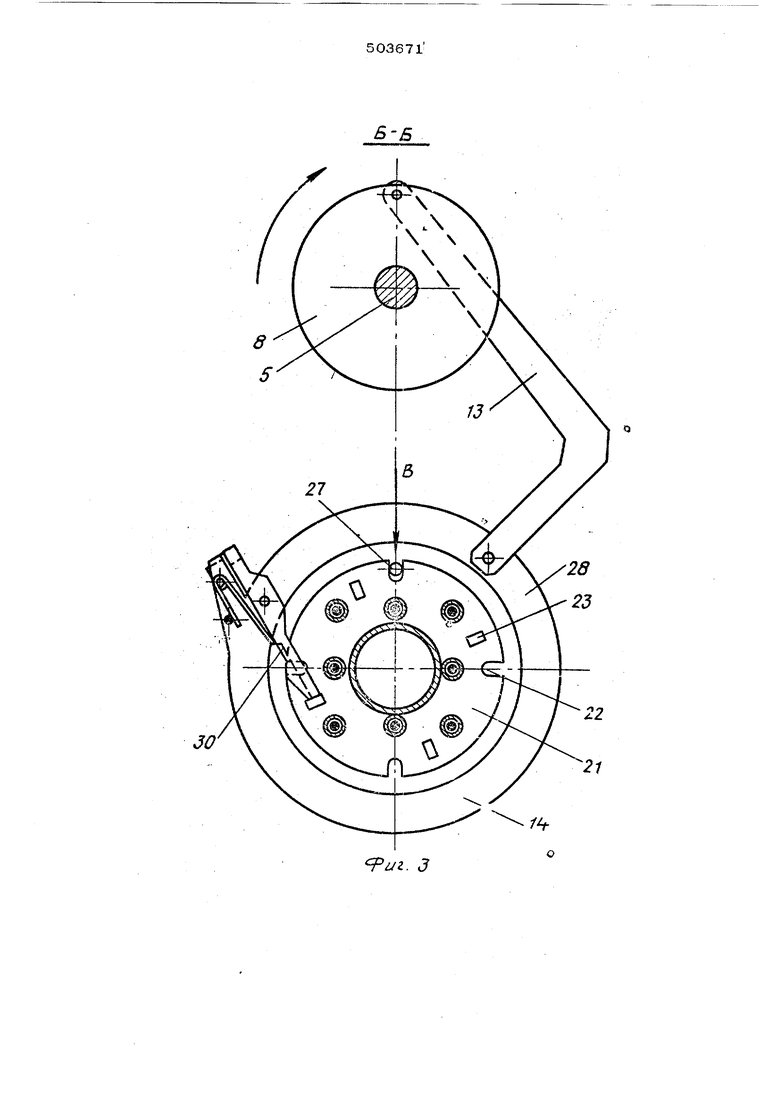
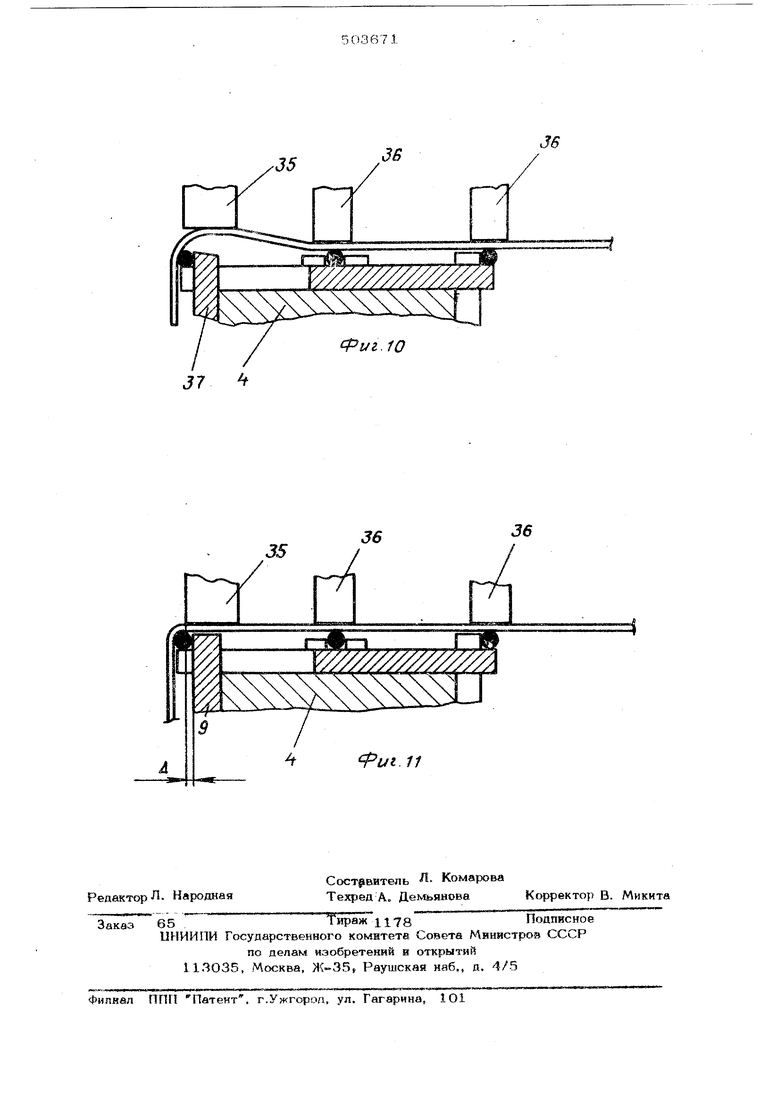
. тупы, вэаимодейстиукниие с собачкой, устано14ленной па кольце, поворотном отнсх;ительно диска и кинематически связан ном с приводным валом. Собачка вЫл.олнепа со скосом/ предняаначеиным для вывода указа1шого упора из паза диска. При этом устройство снабжено смонтированным на станине механизмом прерывисToix) торможения навиваемой проволоки. кинематически связанным с приводным валом. Каретка со сварочными электродами хюнашона установленным последовательно с электродами подпружиненным пуансоном для догибания навиваемой проволоки в углах свариваемого каркаса после сварки. Цель изобретения - повысить качество сварного соединения и надежность устройства в работе. На фиг. 1 показано предложенное уст ройство, общий вид; на фиг. 2 - сечение на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - момент начал взаимодействия собачки с подпружиненным yлopo вид по стрелке В на фиг. 3; на фиг. 5 - сечение Г-Г на фиг. 4;, на фиг 6- вид по стрелке Д на фиг. 5; на фиг. 7- процесс навивки поперечной арматуры н сзарки при повороте планшайбы с кондук тором на 45 : на фаг. 8 - то же, при повороте на 75 j на фкг. 9 - то же, при повороте на .90 ; на фиг. 10 и 11 по- зташю и последовательно показаны моменты взаимодействия электродов и догибающего элемента со свариваемым армокаркасом. На станине 1 на рюлцковых опорах 2 установлена планшайба 3 с закрепленным на ней кондуктором 4 для продольных стер жней. Приводной вал 5, установленный в подшипниках 6, имеет кривошипы 7 и 8, а также кулачок 9. Каретка 1О, подвижно установленная в направляющих 11, связана с кривошипом 7 с помощью шатуна 12. Планшайба 3 связана с кривошипом 8 с помошью шатуна 13 и механизма 14 шагового вращения Механизм прерыв1гстого торможения навива омой проволоки состоит из неподвижной тормозной колодки 15, установленной с помощью регулируемой пружины L6 на станине 1, и подвижной тормозной колодки 17, установленной в направляющих 18 и связанной с кулачком 9 с помощью кулисы 19 и пружины 2О. Для обеспечения строгого фиксирования остановок планшайбы 3 механизм 14 шаго Ejro вращения включает диск, 21, установленный соосно с планшайбой 3 н жестко с ней связанный. По окружности дискс 21 равномерно через 9О выполнены четыре f , i .. ,.. - . vJ. - 1 ддилл11ных пааа 22 и выстугг.э 23. }1а кронштейне 24, жестко установленном на станине 1, в няправляюших 25 с помощью пружины 26 установлен упор 27, во«5 и МО действующ и и с пазами 22 лиска 21. Кольцо 28, соосное диску 21 и поворотное относительно него, установленное в роликах 29 и свя.занное с кривошипом 8 с помощью шатуна 13, снабжено собачкой 0/имеюший скос 31, предназначенный ля вывела упора 27 из пазов 22, ь лощадку 32, взаимодействующую с выстуами 23 диска 21. Серьга 33 и ролик 34 лужат для направления навиваемой ирово оки. I На карютке 10 смонтированы подпружиненные от нее догибаюшнй элемент 35 и сварочные электроды 36, связанные со сварочным трансформатором гибкими шинами {на чертежах не покб1эаны). В исходном поло.жергии, когда лектроды не контактируют со свариваемым каркасом, рабочая поверхность догибаюшсч-о элемента расположена рабочих } огзерхностей электродов 36. Котцуктор 4 оборудован шунтирующими пластинками 3 7 из хромистой бронзы или меди и направляющими пр1 сиособлениями |ДПя продольных стержней (па чертежах не показаны). В процессе работы приводной вал 5 с кривошипом 7 и 8 и кулачком 9 равномерно вращается. Каретка 10, связанная с кривосаипом 7 с помощью .латуна 12, двигается возвратно-поступательно в направляющих 11. Кольцо 28 механизма шагового вращения,связанное с кривошипом 8 шатуном 13, совершает возвратно-вращательное движение относительно оси общей с диском 21, причем угол поворота кольца 28 больше 9О . Собачка 30 при вращении кольца 28 по часовой стрелке свободно отклоняется при встречах с выступами 23 и упором 27. При этом площадка 32 собачки 30 заходит за уьор 27. Далее кольцо 28 останавливается и начинает поворачиваться против часовой стрелки. При этом скос 31 собачки 30 взаимодействуют с упором 27 к выводит его из паза 22 диска 21, что освобождает диск 21 от фиксации. Далее площадка 32 собачки упирается в упор 25. При этом диск 21 поворачивается против часовой стрелки вместе с планшайбой 3 с кондуктором 4 ira 90 . Фиксация этого положения осуществляется за счет того, что упор 27 под п йдействием пружины 26 заходит в о е1;еднон лаз 22 диска 21. Таким образом, за время полного хоца каретки 10, кондуктор 4 поворачивается на 90 . При этом поворот кондуктора осуществляется за время нахождения каретки 10 внерху, а во время контакта догибающего элемента 35 и электро дов 36 со свариваемым каркасом кондуктор остается неподвижным. В процессе упомянутого контакта проис tходит догибание навиваемой проволоки, век руг продольного стержня, к котороглу проволока уже приварена и сварка навиваемой проволоки с двумя следующими продольными стержнями. Далее после окончания процесса сварки каретка 10 идет вверх, а кондуктор 4 поворачивается против часовой стрелки. При этом подвижная колодка 17, связанная с кулачком 9 с помощью кулисы 19, находится в верхнем положении и не тормозит навиваемую прог.локу. Это обеспечивает остывание сварного соединения без: немедленного его нагружения. Затем в процессе поворота кондуктора колодка 17 опускается и затормаживает навиваемую проволоку, что вызывает натяжение последней, регулируемое пружиной 16. Кондуктор 4 останавливается в положении, показанном на фиг. 9, 10 и 11, а каретка Ю продолжает спускаться. При этом со свариваемым каркасом вначале контактируют электроды 36, которые прихсимают свариваемый каркас к кондуктору .4, а затем погибающий элемент 35, который выпрямляет участок навитой проволоки,что расширяет свариваемый каркас на величину Л , а это в дальнейшем обеспечивает свободное продольное перемещение свариваемого каркаса. После прижатия навиваемой проволоки к продольным стержням электродами 36 колодка 17 начинает идти вверх, в резуль тате чего навиваемая проволока освобождается от натяжения и очередной процесс сварки происходит в процессе неподвижног :состояния кондуктора и отсутствия натяжения в с риваемой проволоке. Далее цикл повторяется. Предложенное устрюйство обеспечивает нормальные условия для контактной сварки навиваемой проволоки с продольными стержнями. Эти условия заключаются в ; том, что гтошадь первоначального контакта между свариваемыми стержнями кинималыш, а площадь контакта между сьариваемыми стержнями и электродами макси- мапьная. Кроме того, свариваемые стержни и электроды в процессе сварки неподвжкны. Формула изобретения Устройство для изготоБ;1е1гая простран- ственных арматурных каркасов, содержащее ;смонтированные на станине приводной вал, планшайбу, кондуктор для продольных стер- жней|, каретку со сварочными электродами ;и механизм щагового перемещения свариваемого каркаса, отличающееся тем, что, с целью повышения качества сварного соединения и надежности стройства в работе, оно снабжено механизмом щагового вращения, соединяющим планщайбу с приводным валом и выполненным в ви- де жесткого связанного с планщайбой и соосного ей диска, имеющего р адиальпые пазы, взаимодействуюшгЮ с установленным на станине иодпружинекым упором, и выступы, взаимодействующие с собачкой, установленной на кольце, поворотном относительно диска и кинематически свяуашгом с приводным валом, собачка выполнена со скосом, предназначенным для вывода указанного упора из паза диска, при этом устройство снабжено смонтированным на станине механизмом прерывистого тормо- ; жения навиваемой проволоки, кинематически связанным с иоиводным валом, а каретка со сварочными электродами оснащена установленным последовательно с электродами подпружиненнь5М пуансоном для догибания навиваемой проволоки в углах свариваемого каркаса после с.аркп.
ui.i J
2 1 39
иг.2
21
.. 3

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1977 |
|
SU716687A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |
| Устройство для сварки пространственных арматурных каркасов | 1987 |
|
SU1496956A1 |
| Устройство для сварки объемных арматурных каркасов | 1988 |
|
SU1593842A1 |
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| УСТРОЙСТВО для СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1972 |
|
SU326035A1 |
| УСТРОЙСТВО для СВАРКИ ОБЪЕМНЫХ АРМАТУРНЫХКАРКАСОВ | 1971 |
|
SU319426A1 |
| Станок для изготовления пространственных арматурных каркасов | 1972 |
|
SU448100A1 |
| Линия для изготовления пространственных арматурных каркасов | 1987 |
|
SU1440646A1 |
| Устройство для изготовления пространственных арматурных каркасов | 1986 |
|
SU1409435A1 |


Гг 26 ,г ui 5
ВидД иг. 6
L/г. 7
С
иг.8 17
Г8
LJi.9 Jd
fpifi. 10
31 ut. 11
