Известен метод нагрева изделий из токопроводящих материалов иутем погружения изделия в электролит и включения в качестве катода в цепь тока, при определенных значениях напряжения и плотности тока.
Предлагаемое изобретение позволяет расширить область применения нагрева металлических изделий в электролите, распространив ее на случай последовательного нагрева лент, прутков, труб и т. п.
Предлагаемое устройство построено на том принципе, что нагрев изделий в электролите можно осуществлять, последовательно перемещая нагреваемое изделие через слой электролита при обычном для нагревания в электролите включении изделия в цепь тока. Защищая при этом от прохождения тока не подлежащую нагреву часть изделия, молсно как бы экранировать часть катода и вызывать эффект нагрева только в местах, где это оказывается необходимым.
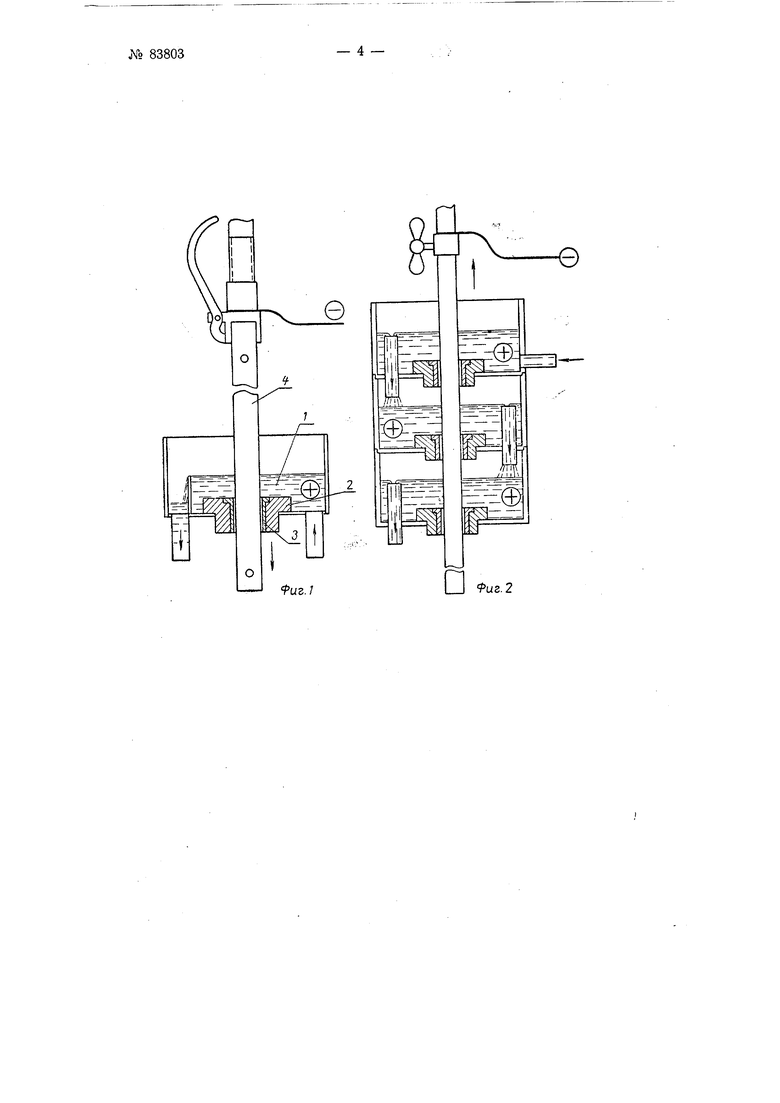
Принципиальная схема способа последовательного нагрева приведена на фиг. 1.
В дно ванны 1 с электролитом вмонтирована втулка 2 из огнеупорного материала. Нагреваемое изделие 4 укрепляется в зажим, к которому подключается отрицательный полюс тока, и может передвигаться во втулке 2 вниз или вверх. Конструкция ванны позволяет получить постоянный уровень электролита точно так же, как в обычных установках для концевого нагрева в электролите.
Из схемы видно, что в каждый данный момент непосредственно контактируется с электролитом, а следовательно, подвергается нагреву только часть изделия. Поверхность детали, находящаяся в пределах втулки и ниже ее, нагреву ке подвергается. Таким образом, продв гая изделие во втулке, можно осуществить последовательный нагрев участка детали пли всей детали.
В огнеупорную втулку 2 может быть вставлена металлическая втулка 3, открытая с обеих сторон или закрытая снизу, которая также не на№ 83803
гревается. При наличии зазора между изделием и втулкой в пределах 1-2 мм электролит из ваниы не вытекает. Это объясняется образованием в зазоре паровой рубашки, служащей уплотнителем. С другой стороны возможность вытекания электролита из ванны, при наличии большого зазора между изделием и втулкой, не сказывается па ходе процесса- в смысле экранирующего действия изолятора, так как образуюшиеся потоки электролита представляют большое сопротивление проходящему току, хотя это протекание электролита и нежелательно. Величина зазора между изделием и втулкой, как показали проведенные эксперименты, некоторым образом сказывается на интенсивности нагрева.
Регулировать скорость нагрева обычно можно изменением напряжения или плотности тока, изменением концентрации и состава электролита, а также путем изменения уровня электролита в ванне.
Рабочая плотность тока при рассматриваемом методе последовательного нагрева определяется размерами поверхности детали, соприкасающейся с электролитом, поэтому использованная мощность здесь может быть значительно меньше, чем при одповременном нагреве всей пог.срхности детали.
Что касается температуры нагрева, то при методе последовательното нагрева, она, при прочих равных условиях, определяется скоростью продвижения детали через слой электролита в ванне.
Последовательный нагрев может производиться за один проход детали через ванну с электролитом или за несколько проходов. Последний способ может оказаться целесообразным в том случае, когда необходимо уменьшить скорость нагрева, а также для некоторых случаев нагрева длинных заготовок больщого диаметра, так как здесь исключается возможность подстуживания конца, с которого начинается нагрев.
Следует еще указать, что нагрев весьма длинных заготовок, в част нести, различного вида проката, может быть осуществлен путем пропускания заготовки через несколько раздельно установленных ванн или через несколько ванн, смонтированных в одну колонну так, как это показано на фиг. 2.
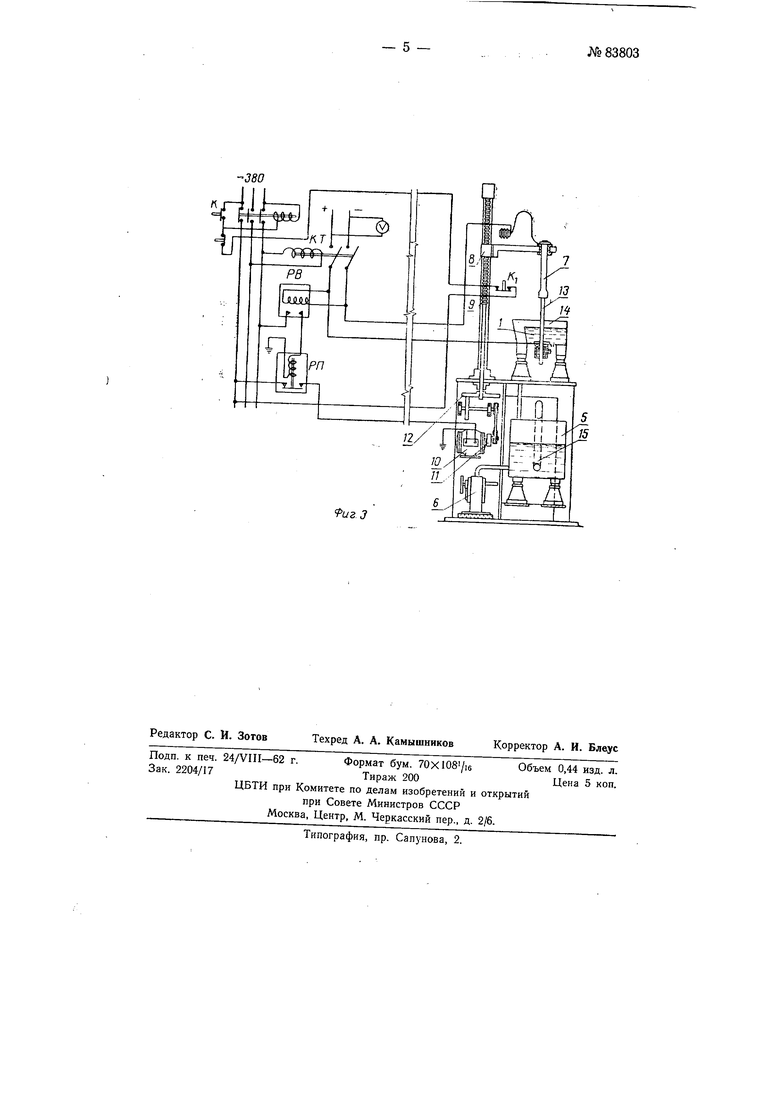
Общая схема установки для последовательного нагрева в качестве примера приведена на фиг. 3. Здесь ванна / с электролитом связана с баком 5, насосом 6 и трубопроводом, которые создают циркуляцию электролита, необходимую для поддержания постоянного его уровня в ванне и его постоянной температуры.
Зажимы для изделий укреплены на траверзе 8, которая может перемещаться вверх и вниз посредством винта 9. Зажимы от траверзы изолированы текстолитовой прокладкой и к ним через гибкий пакет медной фольги подводится отрицательпый полюс постоянного тока. Положительный полюс подводится к ванне.
Вращение винта 9 осуществляется с помощью электродвигателя 10 через редуктор /У и фрикционные диски 12. Эта система привода позволяет изменять скорость передвижения траверзы, а следовательно, и нагреваемого изделия.
Нагреваемое изделие 13, укрепленное в залшм 7, устанавливается в отношении втулки 14, в зависимости от требуемых условий нагрева. Так, например, для случая, когда необходимо нагреть все изделие, свободный конец последнего устанавливается у начала отверстия втулки. После окончания продвижения всего изделия через втулку, т. е. после окончания его нагрева, зажим 7 автоматически раскрывается и изделие по желобу 15 выбрасывается из установки. Если же необходимо произвести местный нагрев, то изделие устанавливают
в отношении втулки таким образом, чтобы через слой электролита прошел только участок, который необходимо нагреть.
Следует отметить одно из преимуществ рассматриваемого метода - он позволяет получить строго ограниченную зону нагрева. Работа установки сводится к следующему.
Закрепив изделие в зажим, оператор нажимает кнопку К. От нажатия кнопки /С посредством контактора К.Т включается постоянный ток и начинается нагрев. При этом включается также реле времени РВ. После определенного периода времени (3-5 сек), необходимого для получения устойчивого эффекта нагрева катода (изделия), реле времени через промежуточное реле РП включает электродвигатель, приводящий в движение траверзу, несущую нагреваемые детали. После окончания нагрева изделие автоматически выбрасывается и так же автоматически посредством конечного выключателя К выключается электродвигателем. Затем следует подъем траверзы и укрепление новых изделий.
Предмет изобретения
Устройство для последовательного нагрева металлических изделий в ванне с электролитом, отличающееся тем, что в дно ванны с электролитом вставлена открытая с обоих концов или закрытая с нижнего конца втулка, служащая для перемещения через ее полость нагреваемого изделия, проходящего на своем пути через слой электролита.
№ 83803
иг. /
;i.J
Фг
Ill-f
flTm
/VijjA
E
.Z
-380
fuz J