Известны устройства, применяемые в кокильных машинах, для регламентирования времени нахождения отливки в форме. Однако известные устройства не обеспечивают раскрытие кокиля в зависимости oi степени затвердевания в нем жидкого металла.
Предлагаемый прибор позволяет автоматизировать процесс раскрытия кокиля в зависимости от затвердевания отливки с получением высокой чувствительности и точности срабатывания.
В приборе применены два толкателя, совершающие под действием наклонной кулачковой шайбы и пружин противоположные возвратнопоступательные движения с одинаковой частотой колебания. В моменг движения торцы толкателей касаются жидкого металла и по мере его затвердевания движутся с меньшей амплитудой колебания. Скосы, выполненные на толкателях, совпадают с упорным скосом рычага срабатывания прибора; в результате этот рычаг под действием пружины опускается и открывает через шток клапан в пневмораспределительном цилиндре, который служит для раскрытия кокиля и выталкивания отливки из полуформ.
Надежность работы прибора в процессе затвердевания жидкой массы и движение торцов толкателей в массу обеспечиваются действием пружин, а движение толкателей из затвердевающей массы - приводом от электродвигателя через наклонную кулачковую шайбу.
С целью применения прибора на других кокилях, ход толкателей регулируется наклоном кулачковой шайбы, а частота колебаний - числом оборотов электродвигателя или заменой шестерен с нужным передаточным числом.
Для быстрой настройки прибора и применения его для изучения процесса затвердевания металла, в нем применены два самописца, один из которых кинематически связан с толкателем и ведет запись величин амплитуды колебания по твердости в зависимости от времени
№ 143972- 2 затвердевания жидкой массы, другой самописец записывает изменение температуры по времени, для чего прибор содержит термопару, усилитель постоянного тока и соленоид с сердечником.
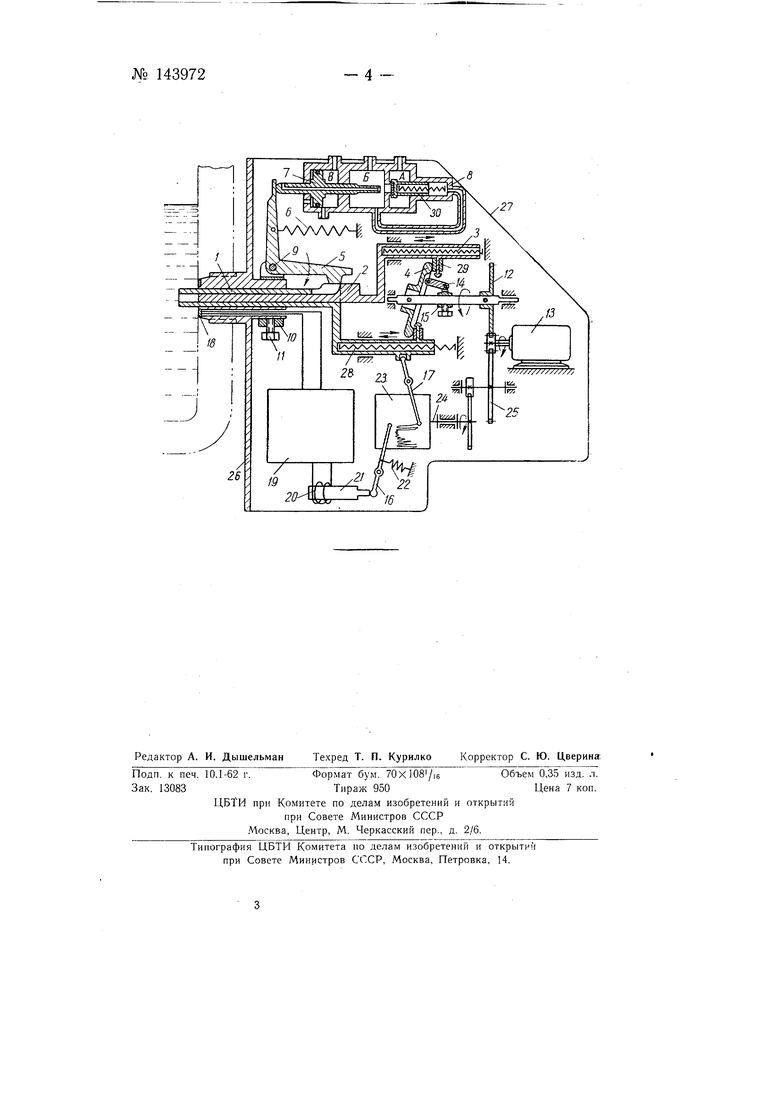
На чертеже показано устройство предлагаемого прибора.
Прибор включает в себя следующие основные детали: толкатели 7 и 2, совершающие колебательные движения под действием пружин 3 и наклонной кулачковой шайбы 4, рычаг 5 срабатывания прибора, который плоской рабочей поверхностью опирается на скользящие поверхности толкателей, а поверхностью по скосу - на упор рычага который под действием пружины5 опускается по скосам толкателей- Действие рычага 5 передается на шток 7 пневмораспределительного цилиндра 8. Рычаг 5 перемещается относительно оси 9, закрепленной на втулке /О винтом //. Вращение наклонной кулачковой шайбы 4 производится через щестерню 12 от щестерни электродвигателя 13. Амплитуда колебания толкателей регулируется наклоном кулачковой шайбы 4 с помощью тяги 14 и втулки 15. Частота колебания толкателей задается оборотами электродвигателя или заменой шесчерии 12 и шестерни электродвигателя. .Прибор оборудован самописцами 16 и 17. Действие самописца 16 осуществляется от термопары 18, усилителя постоянного тока 19, соленоида 20, сердечника 21 и пружины 22- Самописец 17 кинематически связан с толкателем /. Барабан самописцев 2. закреплен на валике 24, который приводится во вращение от электродвигателя .через редуктор 25. В полости А пневмораспределительного цилиндра 8 находится воздух с рабочим давлением. Полость Б соединена с рабочей полостью цилиндра кокильной машины и может сообщаться через отверстие в штоке 7 с атмосферой. В полости В размещен поршень штока 7 для автоматического взвода сжатым воздухом рычага 5. Основание 26 прибора и кожух 27 закрывают все детали прибора. Прибор вворачивается резьбовой частью втулки основания 26 в резьбовое отверстие полуформы кокиля, обеспечивая при этом герметичность в конусе. Толкатель / во втулке основания 26 имеет форму трубки, а толкатель 2 - форму круглого стержня.
При вращении электродвигателя вращаются через зубчатые передачи наклонная кулачковая шайба 4 и барабан самописца 77. Толкатели совершают возвратно-поступательные движения по отношению друг к другу всегда в противоположных направлениях, причем движения торцов толкателей в жидкий металл осуществляются под действием пружин 28, а из металла - под действием наклонной кулачковой шайбы 4 через ролики 29. Рычаг 5 своей плоской опорной поверхностью скользит по гладким поверхностям толкателей. Спуск рычага в этом случае постоянно ограничен одной или двумя опорными скользяшими поверхностями толкателей. При заливке металла в кокиль жидкий металл затвердевает, причем переход его из жидкого состояния в твердое сопровождается большим сопротивлением движению толкателей, что уменьшает амплитуду колебания толкателей, т. е. пружины 28 не перемещают их на полную амплитуду колебания. По мере затвердевания жидкого .металла амплитуда колебания толкателей затухает, толкатели своими торцами при колебаниях приближаются к торцу втулки основания 26. В этом случае скосы толкателей также приближаются к скосу упора рычага 5. Как только оба скоса толкателей совпадут со скосом упора рычага, он под действием пружины 6 опустится по скоса.м толкателей и другим плечом нажмет на шток 7, который откроет клапан 30 и соединит тем самым полость А с полостью Б пневмораспределительного цилиндра- Из полости Б воздух поступает в рабочие цилиндры кокильной машины, раскрывает кокиль и выталкивает отливки из его полуформ. Кроме этого, прибор одновременно автоматически записывает процесс затвердевания жидкого металла, т. е. записывает изменения значений твердости по времени и изменение температуры. Запись значений твердости металла по времени осуществляется самописцем /7. Запись изменения температуры по времени осуществляется самописцем 16. Прибор может быть широко использован в промышленности для автоматического управления литьем в кокиль, а также научно-исследовательскими учреждениями для изучения процессов затвердевания жидких масс.
Институт литейного производства АН УССР отметил оригинальность предложенного прибора, его полезность и необходимость внедрения в производство.
Предмет изобретения
1.Прибор для автоматического раскрытия кокиля в зависимости от степени затвердевания в нем жидкого металла, отличающийся тем, что, с целью получения высокой чувствительности и точности срабатывания, в нем применены два толкателя, совершающие под действием наклонной кулачковой шайбы и пружин противоположные возвратно-поступательные движения с .одинаковой частотой колебания, п.ри этом торцы толкателей касаются жидкого металла и по мере его .затвердевания движутся с меньшей амплитудой колебания, вследствие чего имеющиеся на толкателях скосы совпадают с упорным скосом рычага срабатывания прибора, в результате чего этот рычаг под действием пружины опускается и открывает через шток клапан в пневмораспределительном цилиндре, из которого воздух поступает на выполнение работы для раскрытия кокиля и выталкивания отливки из полуформ.
2.Прибор по п. 1, отличающийся тем, что, с целью повышения надежности его работы в процессе затвердевания жидкой массы, движения торцов толкателей в массу осуществляют под действием пружин, а движение толкателей из затвердевающей массы выполняют от электродвигателя через наклонную кулачковую щайбу.
3.Прибор по пп. 1 и 2, отличающийся тем, что, с целью применения прибора на других кокилях, ход толкателей регулируют наклоном кулачковой шайбы, а частоту колебания - числом оборотов электродвигателя или заменой шестерен с соответствующим передаточным числом.
4.Прибор по пп. 1, 2, 3, отличающийся тем, что, с целью быстрой его настройки в работу и применения прибора для изучения процесса затвердевания жидких масс, в нем применены два самописца, один из которых кинематически связан с толкателем и ведет запись величин амплитуды колебания по твердости в зависимости от времени затвердевания жидкой массы, другой самописец записывает изменение температуры по времени, для чего прибор содержит термопару, усилитель постоянного тока и соленоид с сердечником- 3 -№ 143972
27

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центробежного литья | 1937 |
|
SU53255A1 |
| Конвейерная кокильная машина | 1974 |
|
SU509335A1 |
| Конвейерная кокильная машина | 1973 |
|
SU503632A1 |
| Роторная линия для центробежного литья гильз | 1981 |
|
SU1012500A1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| КОКИЛЬНЫЙ МОДУЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОАЛЮМИНИЕВЫХ ОТЛИВОК | 1994 |
|
RU2062681C1 |
| Центробежная машина для литья | 1938 |
|
SU57519A1 |
| Способ кокильного литья | 1940 |
|
SU61185A1 |
| Кокильная машина | 1976 |
|
SU722668A1 |
| РЕГУЛЯТОР ВЯЗКОСТИ ЖИДКИХ СРЕД | 1967 |
|
SU224148A1 |