Конструкция нагревательного цилиндра, позволяющего менять торпеду, известна. Однако при изменении объема нагревательного цилиндра за счет уменьшения объема торпеды увеличивается зазор между наружными поверхностями торпеды и внутренней поверхностью нагревательного цилиндра, что приводит к худшим условиям теплообмена при прогреве загружаемого в цилиндр термопластичного материала.
Известна также конструкция нагревательного узла, имеющего подвижную втулку, надетую на инжекционный плунжер.
Предлагаемый инжекционный узел к литьевой машине для переработки термопластичных полимерных материалов отличается от из вестных тем, что водило соединено с торцовой частью подвижной в гулки выполнено В форме кольца с двумя продольными тягами, длина которых несколько больше соединительной муфты материального поршня, благодаря чему имеется возмол ность получать отливки с различным объемом при сохранении габаритов нагревательного цилиндра неизменными.
Кроме того, предлагаемый инжекционный узел отличается от известных еще и тем, что продольные тяги снабжены двумя заплечиками, входящими в зацепление с торцом соединительной муфты материального плунжера при отходе плунжера в исходное положение, благодаря чему подвижное кольцо возвращается в исходное полоисение.
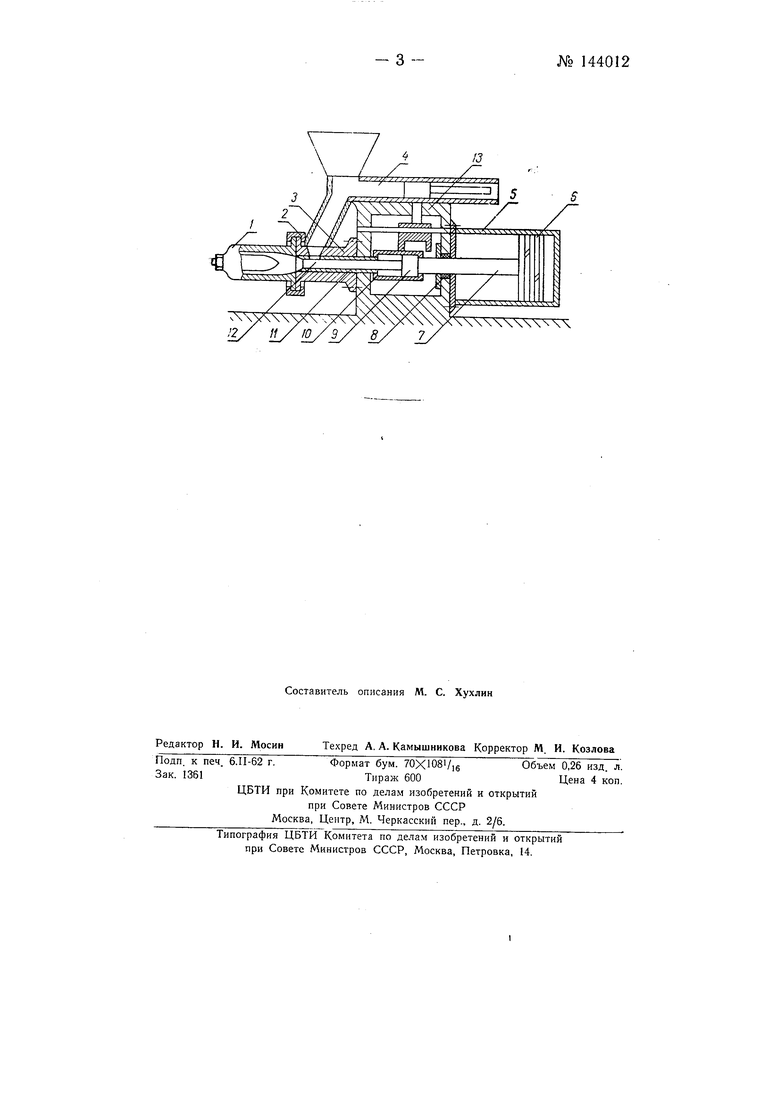
Инжекционйый узел к литьевой машине для переработки термопластичных полимерных материалов (см. чертеж) состоит из нагревательного цилиндра /, стяжного хомута 2, материального цилиндра 3, бункера с дозирующим узлом 4, гидравлического цилиндра 5, поршня 6, штока 7, сальника 8, хомута 9, соединяющего шток с материаль№ 144012-- 2 -
ным плунжером, водила 10, втулки /7, материального плунжера 12. Корпус литьевой машины на чертеже обозначен позицией 13.
Инжекционный узел работает следующим образом.
Материал в нагревательный цилиндр подается из дозирующей камеры материальным плунжером и продавливается им по каналам торпеды в лобовую полость цилиндра, .при этом материал за счет тепла, получаемого от внутренней поверхности цилиндра, его лобовой части, внещних поверхностей ребер торпеды и ее конических и цилиндрической поверхностей, разогревается до определенной температуры, пластифицируется и в жидком состоянии продавливается через сопло в пресс-форму. Плунжер, досылая и продавливая материал по описанному пути, за 10-15 м.ч (в зависимости от веса отливаемого изделия) до крайнего своего положения хомутом начинает давить «а выступ водила. Последнее соединено посредством резьбы со втулкой, которая перемещается вперед своим конусом и вместе с материальным плунжером продавливает материал в пресс-форму, чем ускоряет выход материала из цилиндра и увеличивает вес отливаемого изделия.
После опрессовки изделия плунжер возвращается в исходное положение, при этом задним выступом хомута и выступами водила возвращает втулку в исходное положение, после чего начинается следующий цикл.
Переход от отливки деталей одного веса к отливке деталей другого веса осуществляется сменой нагревательных цилиндров.
Предмет изобретения
1.Инжекционный узел к литьевой мащине для переработки термопластичных полимерных материалов, состоящий из нагревательного цилиндра с расположенной внутри него сменной торпедой, подвиж«ой втулки, надеваемой на материальный плунжер и приводимой в движение с помощью водила, и загрузочного бункера электрообогрева, отличающийся тем, что, с целью получения щирокого диапазона отливок с различным объемом при сохранении габаритов нагревательного цилиндра неизменными, водило соединено посредством резьбы с торцовой частью подвижной втулки и выполнено в форме кольца с двумя продольными тягами, длина которых несколько больше соединительной муфты материального порщня.
2.Инжекционный узел по п. 1, отличающийся тем, что, с делью возврата подвижного кольца в исходное положение, продольные тяги снабжены двумя заплечиками, входящими в зацепление с торцом соединительной муфты материального плунжера при отходе плунжера в исходное, положение.
/J
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая литьевая форма | 1960 |
|
SU137671A1 |
| Литьевая машина для переработки термопластичных полимерных материалов | 1960 |
|
SU141300A1 |
| Термопластавтомат для переработки полиамидных полимерных материалов | 1961 |
|
SU145340A1 |
| Устройство для пластикации и впрыска литьевой машины | 1990 |
|
SU1729776A1 |
| Литьевой аппарат для изготовления зубных протезов из термопластических полимерных материалов | 1960 |
|
SU140159A1 |
| Литьевая многопозиционная машина для переработки термопластичных материалов | 1989 |
|
SU1680539A1 |
| ИНЖЕКЦИОННЫЙ УЗЕЛ | 2001 |
|
RU2268807C2 |
| УЗЕЛ ЦИЛИНДРА ПОДГОТОВКИ МАТЕРИАЛА | 2001 |
|
RU2254993C2 |
| Роторная машина для литья пластмасс под давлением | 1990 |
|
SU1717388A1 |
| Литьевая машина для пластмасс | 1988 |
|
SU1563994A1 |