41 4 О 4ib
С
оо
Изобрете1ше относится к технологии роизводства мебели и может быть исользовано при выполнении угловых соединений элементов мебели, корпу- сов телевизоров и т.п.
Целью изобретения является повышение надежности соединений.
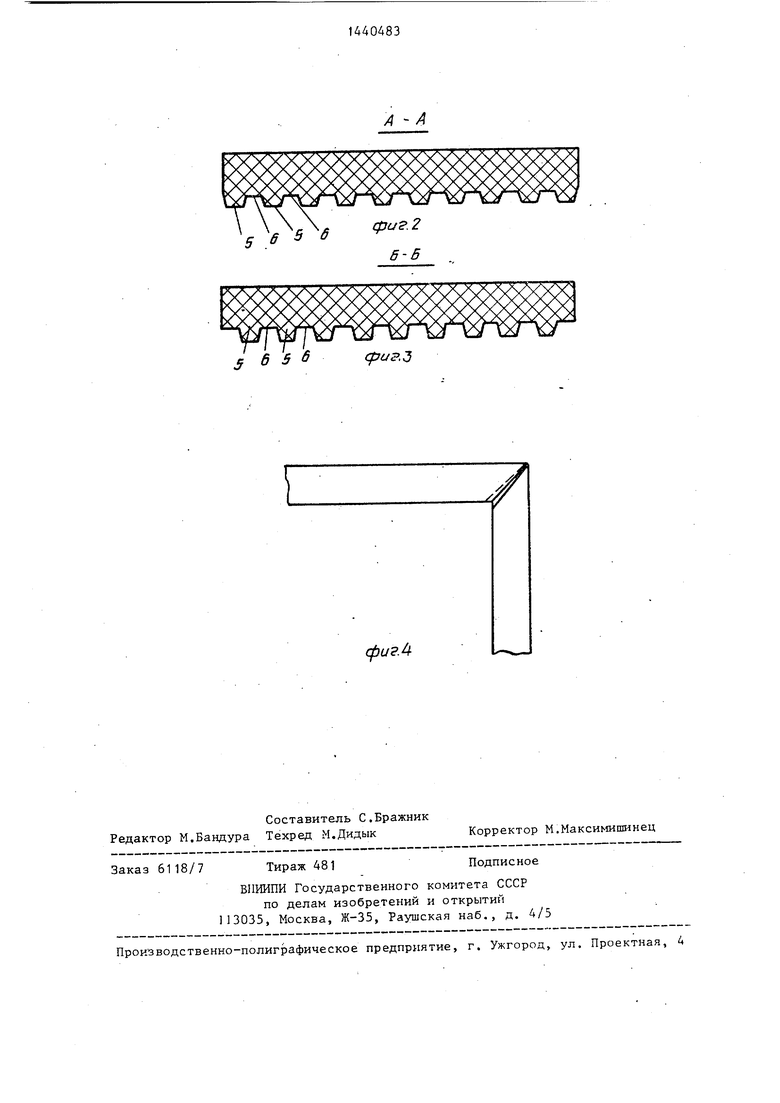
На фиг. 1 представлена заготовка, на фиг. 2,3 - грани паз,а заготовки, 10 на фиг. 4 - узел углового соединения. Угловое соединение элементов мебеи выполняют в следующей последоваельности. Заготовку 1 из лa IИниpo- ванной древесностружечной плиты ДСП, 15 например, размером 2000x120x10 мм о кромкам короткой стороны в 120 мм обрабатывают на фрезерном станке, на котором с равным интервалом установены три фрезы, заточенные под углом 20 0-85°. Снимают фаску под углом 40- 42 , на облицованную поверхность приклеивают липкую ленту отрезками вдоль пазов по всей длине заготовки. Через промежутки, равные длине соединяе- 25 мых элементов мебели, формируют клиновые пазы 2 с углом при ззершине BOSS и глубиной на 1,5-2,0 мм меньшей толщины заготовки, с вершинами, обращенными к облицованной поверхности. 30
Заготовку помещают на пресс, на котором смонтированы на верхней обогреваемой плите пять клиньев с выступами и впадинами на поверхностях граней клиньев с углом рабочей части, 35 равным 90, и нагретыми до 180-200 С. Производят горячее тиснение заготовки до облицованной поверхности с образованием на поверхностях граней 3,4 клиновых пазов 2 сопрягаемых меж-40 .ду собой выступов 5 и впадин 6.
КлеенаносяЕцим устройством на грани 3,4 с выступами 5 и впадинами 6 наносят клеевой состав, грани при этом нагреты до 130-140 С в процессе 45 тиснения. Путем поворота граней 3,4 вокруг вершины паза 2 сов мещают, соединяя их выступы с впадинами. Затем
заготов.ку 1 помещают в сборочную вайму с пневмоприводом, вьдерживают при даатении 5-8 кг/см в течение 40-60 с.
Способ выполнения угловьгх соединений исключает сколы, отщепы, обрьшы не требует подрезки нижней части за- готовки, мальй припуск при выполнении клинового паза обеспечивает всегда постоянный угол тиснения и точный предел тисне1-шя. Так как после тиснения не образуются отколы на лицевой поверхности, то липкая лента предназначена только для фиксации элементов мебели между собой и может располагаться поперек паза.
Формула изобретения
Способ изготовления угловых соединений элементов мебели, преимущественно мебельных ящиков, включающий приклейку на облицованной поверхности заготовки липкой ленты, формирование в заготовке через промежутки, равные длине соединяемых элементов мебели, клиновых пазов, обращенных вершинами к облицованной поверхности, нанесение клеевого состава на грани пазов, совмещение между собой граней каждого паза путем поворота их вокруг вершины паза и полимеризацию клеевого состава под давлением в сборочной вайме, от. ли чающийся тем, что, с целью повьщ1ения надежности соединений, формирование пазов осуществляют в два этапа: предварительной выборкой паза с углом при вершине BOSS на глубину, меньшую толщины заготовки на 1,5-2,0 мм, и горячим тиснением до облицованной поверхности заготовки при 180-200°С с образованием на поверхностях граней пазов сопрягаемых между собой выступов и впадин при этом клеевой состав наносят на нагретые до 130-140°С в процессе тиснения грани пазов.
xJ -A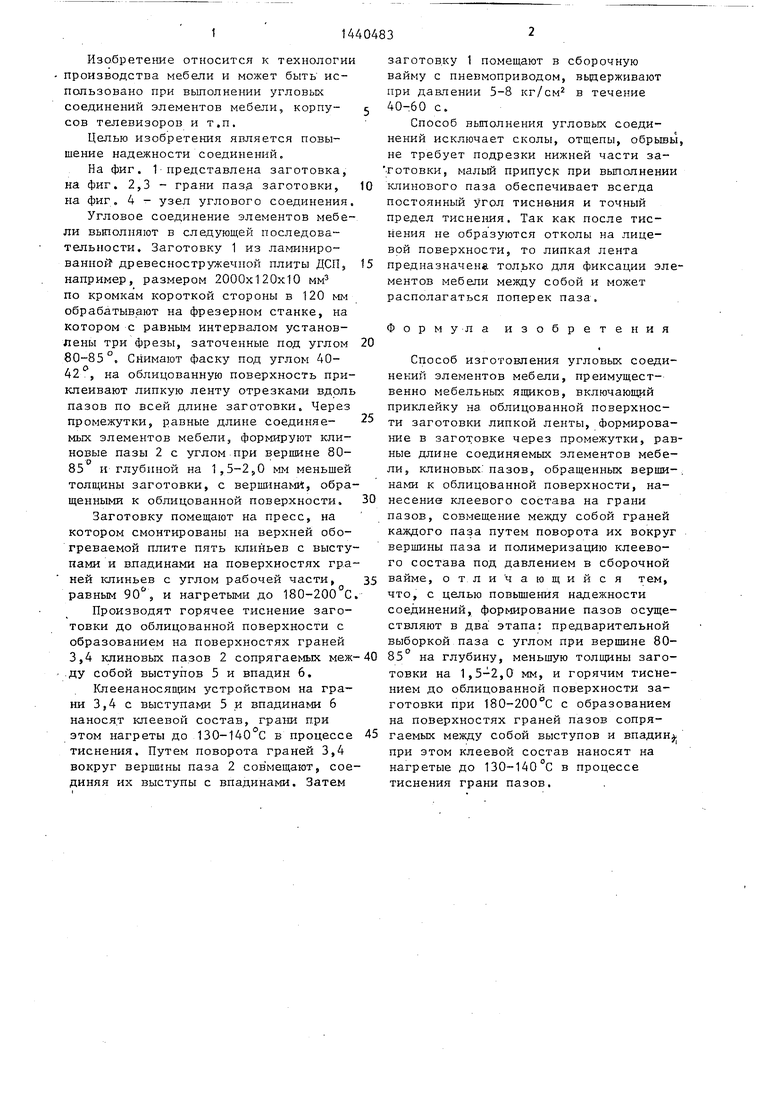
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ЭЛЕМЕНТОВ ШИПОВЫХ СОЕДИНЕНИЙ ДЕРЕВЯННЫХ ЗАГОТОВОК | 2011 |
|
RU2471614C1 |
| СПОСОБ СБОРКИ НАКЛАДНЫХ ДЕКОРАТИВНЫХ ДЕТАЛЕЙ С ОСНОВНЫМИ ДЕТАЛЯМИ МЕБЕЛИ | 2012 |
|
RU2490521C1 |
| Вайма для сборки деревянных рам | 1986 |
|
SU1386463A1 |
| СПОСОБ УГЛОВОГО СОЕДИНЕНИЯ ПАНЕЛЕЙ | 2010 |
|
RU2416514C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1997 |
|
RU2120854C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1995 |
|
RU2097193C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВАННОЙ ГНУТОЙ ДЕТАЛИ ФАСАДА | 2009 |
|
RU2400355C1 |
| ЭЛЕКТРОИЗОЛИРУЮЩЕЕ СТЫКОВОЕ СОЕДИНЕНИЕ РЕЛЬСОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2319802C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| СОСТАВНОЙ ТОРМОЗНОЙ ДИСК, А ТАКЖЕ СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2681069C2 |

S б 5 6
(раг.
7
| Герасимов Д.А | |||
| и др | |||
| Формирование кромок щитовых деталей и сборка корпусных изделий методом складывания | |||
| Обзор Мебель | |||
| М.: ВНИИПИЭИлес- пром, 1978, с | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
