Изобретение касается обработки металлов давлением и относится к способам утолщения краевого участка листовой заготовки.
Цель изобретения - расширение технологических возможностей за счет получения утолщения переменной толщины.
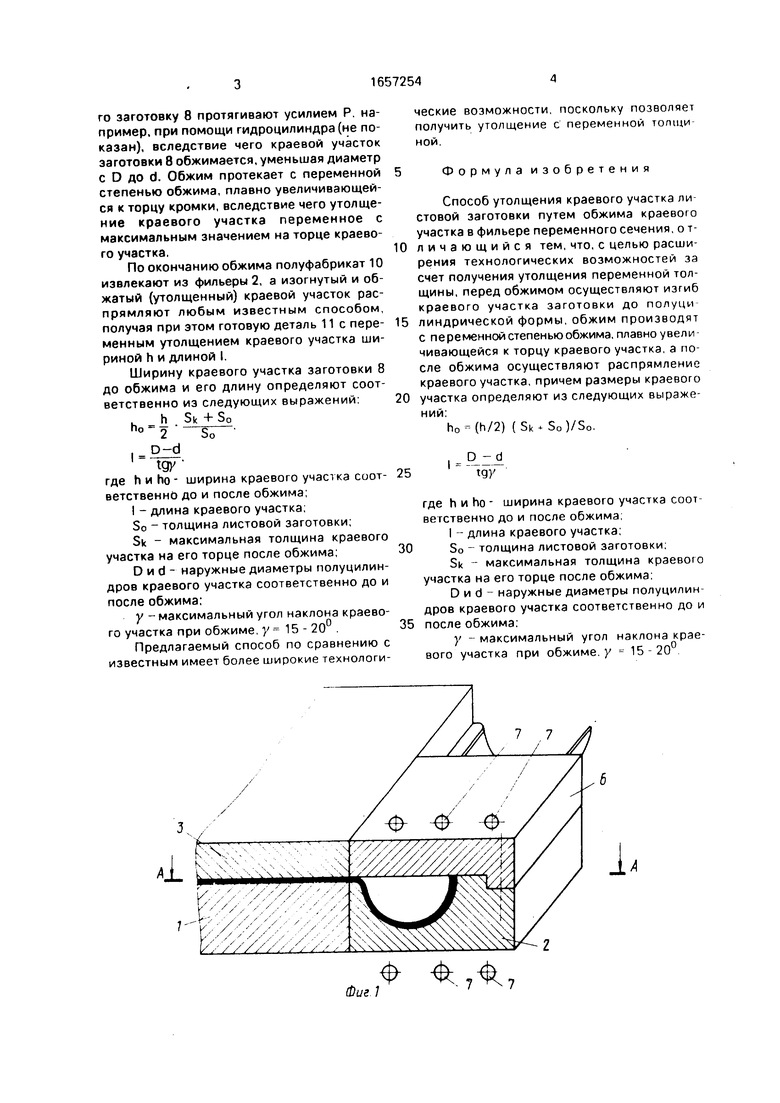
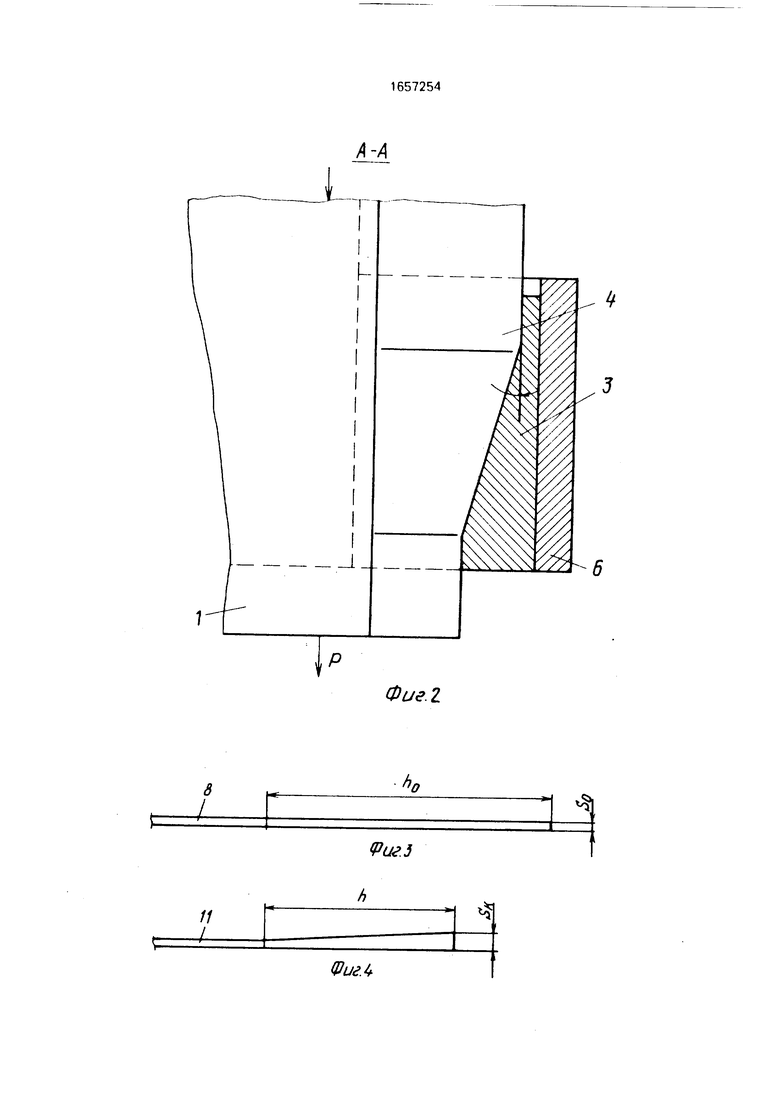
На фиг. 1 изображено устройство для реализации способа, аксонометрия; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - листовая заготовка; на фиг. 4 - готовая деталь; на фиг. 5 - полуфабрикат с изогнутым краевым участком до обжима: на фиг 6 - полуфабрикат после обжима; на фиг. 7 - утолщаемый краевой участок листовой заготовки.
Устройство для реализации способа содержит опорную плиту 1. фильеру 2 с конической рабочей 3 и заходной цилиндрической
4 частями, прижимную плиту 5 фиксирую щую крышку 6. нагреватели 7, например, в виде тэнов.
На фиг. 1-7 показаны листовая заготовка 8, полуфабрикат 9 с изогнутым краевым участком до обжима, полуфабрикат 10 после обжима, готовая деталь 11
Способосуществляют следующим образом.
Утолщаемый краевой участок листовой заготовки 8 любым известным способом подвергают изгибу до получения цилиндрической формы. Затем заготовку 8 устанавливают в фильеру 2, причем изогнутый краевой участок располагают в ее заходной части 4.Сверху заготовку 8 фиксируют прижимной плитой 5 и крышкой 6. Нагревают фильеру 2 при помощи тэнов 7 После этоО
ел
VI Ю СЛ
го заготовку 8 протягивают усилием Р. например, при помощи гидроцилиндра (не показан), вследствие чего краевой участок заготовки 8 обжимается, уменьшая диаметр с D до d. Обжим протекает с переменной степенью обжима, плавно увеличивающейся к торцу кромки, вследствие чего утолщение краевого участка переменное с максимальным значением на торце краевого участка.
По окончанию обжима полуфабрикат 10 извлекают из фильеры 2, а изогнутый и обжатый (утолщенный) краевой участок распрямляют любым известным способом, получая при этом готовую деталь 11с переменным утолщением краевого участка шириной h и длиной I.
Ширину краевого участка заготовки 8 до обжима и его длину определяют соответственно из следующих выражений
h0 h Sk+So
I
2 D-d
tgr
So
где h и ho - ширина краевого участка соответственно до и после обжима;
I - длина краевого участка,
So - толщина листовой заготовки;
Sk - максимальная толщина краевого участка на его торце после обжима;
D и d - наружные диаметры полуцилиндров краевого участка соответственно до и после обжима;
у - максимальный угол наклона краевого участка при обжиме, у 15-20
Предлагаемый способ по сравнению с известным имеет более широкие технологические возможности, поскольку позволяет получить утолщение с переменной толщи ной
Формула изобретения
Способ утолщения краевого участка ли стовой заготовки путем обжима краевого участка в фильере переменного сечения, о тличающийся тем, что, с целью расширения технологических возможностей за счет получения утолщения переменной толщины, перед обжимом осуществляют изгиб краевого участка заготовки до полуци
линдрической формы, обжим производят с переменной степенью обжима, плавно увели чивающейся к торцу краевого участка, а после обжима осуществляют распрямление краевого участка, причем размеры краевого
участка определяют из следующих выражений:
h0-(h/2) (Sk + So)/So.
tgy
где h и ho - ширина краевого участка соответственно до и после обжима,
I - длина краевого участка, So - толщина листовой заготовки.
Sk - максимальная толщина краевого участка на его торце после обжима.
D и d - наружные диаметры полуцилиндров краевого участка соответственно до и после обжима:
у - максимальный угол наклона краевого участка при обжиме у 15-20°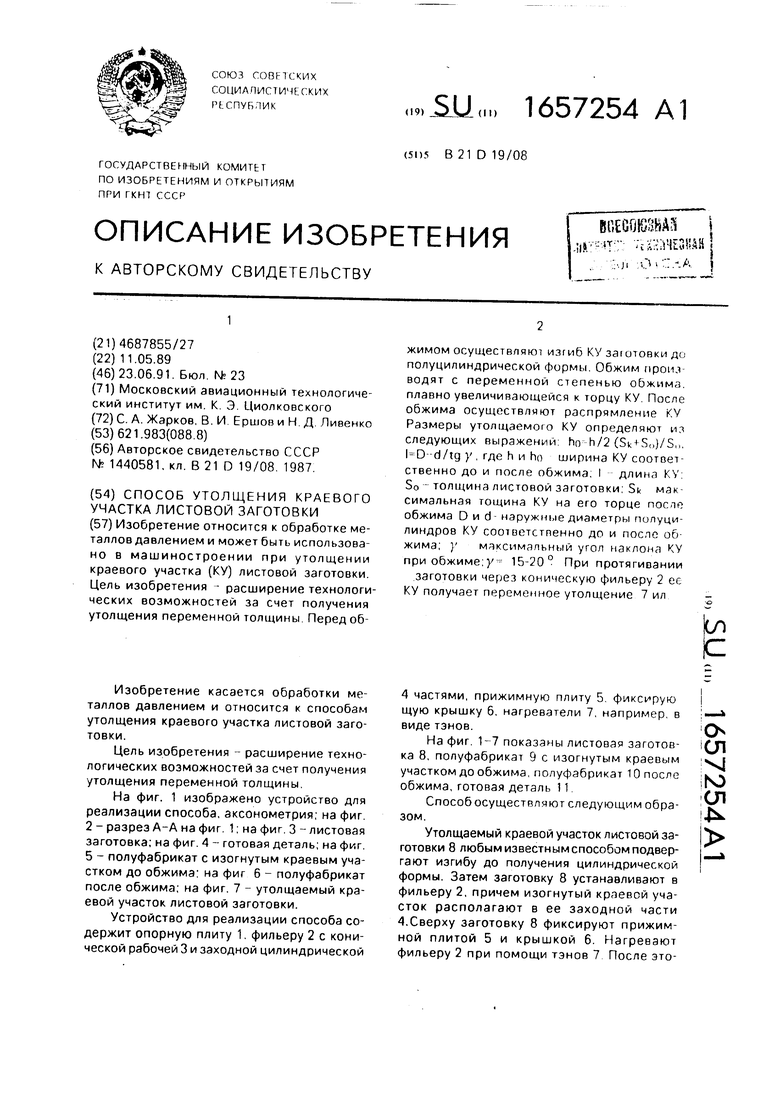
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ утолщения краевого участка листовой заготовки и штамп для его осуществления | 1990 |
|
SU1784347A1 |
| Способ получения крутоизогнутых патрубков и устройство для его осуществления | 1989 |
|
SU1738424A1 |
| Устройство для образования утолщений на лентах | 1987 |
|
SU1440581A1 |
| Способ изготовления конических деталей | 1983 |
|
SU1183248A1 |
| Способ штамповки цилиндрических деталей с коническим участком со стороны открытого торца | 1982 |
|
SU1050778A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ПОЛУСФЕРИЧЕСКОЙ ФОРМЫ ИЗ ТРУДНОДЕФОРМИРУЕМОГО ТИТАНОВОГО СПЛАВА ВТ6-С | 2016 |
|
RU2635210C2 |
| Способ и устройство для получения оболочки с переменной толщиной стенки по высоте | 2019 |
|
RU2707456C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК С ЛОКАЛЬНЫМИ УТОЛЩЕНИЯМИ | 2011 |
|
RU2460605C1 |
| Способ изготовления гильзы из алюминиевого сплава к стрелковому оружию | 2023 |
|
RU2819725C1 |
| Способ изготовления колесных дисков | 1987 |
|
SU1442303A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при утолщении краевого участка (КУ) листовой заготовки. Цель изобретения - расширение технологических возможностей за счет получения утолщения переменной толщины Перед обжимом осуществляют изгиб КУ заготовки до полуцилиндрической формы. Обжим прои.1 водят с переменной степенью обжима, плавно увеличивающейся к торцу КУ После обжима осуществляют распрямление КУ Размеры утолщаемого КУ определяют из следующих выражений ho h/2 (Skf S(J)/S,,. kD -d/tg у , где h и ho ширина КУ соответственно до и после обжима. I длина КУ So толщина листовой заготовки, Si максимальная тощина КУ на его торце после обжима D и d- наружные диаметры полуцилиндров КУ соответственно до и после об жима; ) максимальный угол наклона КУ при обжиме.у- 15-20° При протягивании заготовки через коническую фильеру 2 ее КУ получает переменное утолщение 7 ил
1
Фиг 7
Фиг.Ь
Фие.г
9 Ч
10 ч
Фиг. В
Фиг. 5
| Устройство для образования утолщений на лентах | 1987 |
|
SU1440581A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
