Изобретение относится к обработке материалов резанием и может быть использовано при токарной обработке деталей с повышенными требованиями к качеству формируемой поверхности.
Целью изобретения является интенсификация процесса резания с одновременным повышением качества обработки и стойкости режущего инструмента, а также увеличение виброустойчивости процесса.
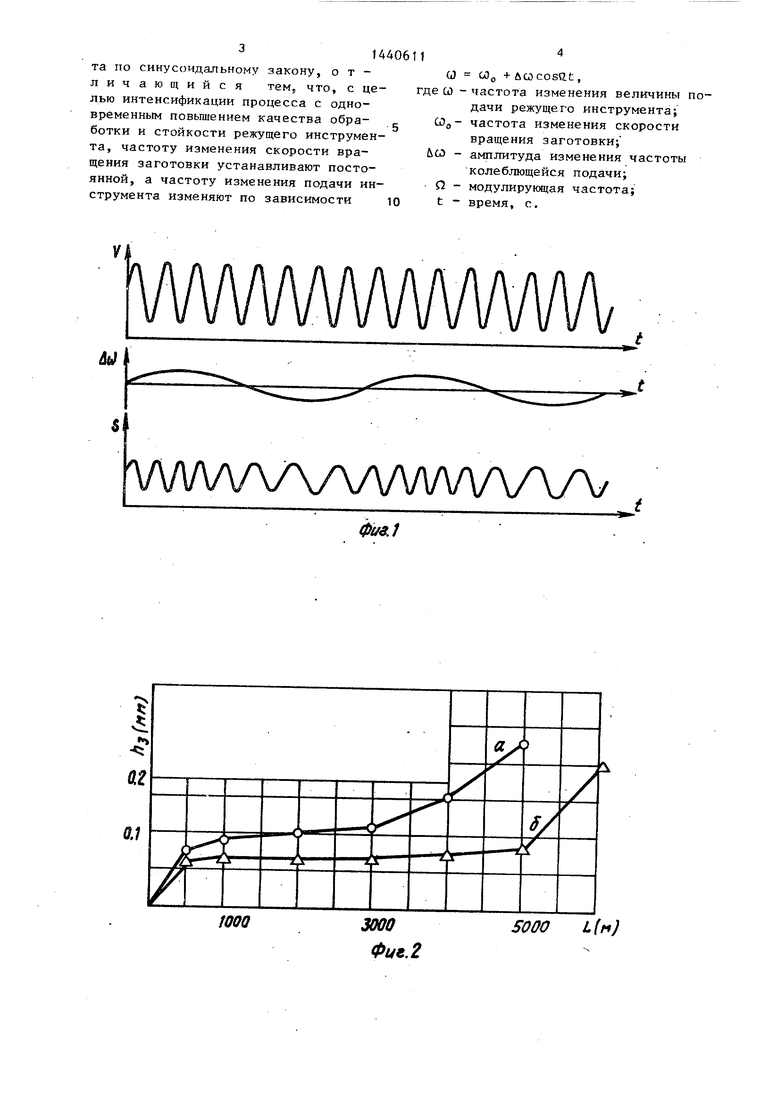
На фиг.1 показаны графики изменения скорости вращения заготовки V(t), подачи инструмента S(t ) и график из- менения частоты колебаний подачи инструмента UCD ; на фиг.2 - зависимость величины площадки износа инструмента (h,) по задней грани от пути резания (L) при постоянных величинах скороети резания и подачи (а) и при непрерывном изменении их по предложенному способу (б); на фиг-.3 - зависимость амплитуды высокочастотных колебаний силы резания (Ар) в зависимости от величины скорости резания при постог янных величинах скорости и подачи и при использовании предложенного спо- co6ai на фиг.4 - схема реализации предложенного способа.
Способ обработки резанием осуществляют следукнцим образом.
В процессе обработки установленнай в патроне 1 токарного станка заготовки 2 режущим инструментом 3 заготовку приводят во вращение с частотой (0 , изменяемой по синусоидальному закону частоту изменения которого устанавливают постоянной, а изменение подачи S режущего инструмента производят по синусоидальному закону с переменной частотой, определяемой из соотношения:
СО «в +йса COS я t,
где t - время, с;
СО - частота изменения подачи инструмента}MO - частота изменения скорости
вращения заготовки; ЬМ - а1чплитуда изменения частоты
колеблющейся подачи сг - частота изменения частоты колеблкщейся подачи. При этом осуществляется непрерыв- .ное колебание фазового сдвига между скоростью резания и подачей, что приводит к выравниванию колебаний силы резания, свойственному процессу нестационарной обработки, и, к повьшанию качества обработанной поверхности и стойкости инструмента при одновременном увеличении виброустойчивости процесса, т.е. при положительном эффекте, обеспечивающемся нестационарностью процесса резания - колебаниями скорости резания и подачи, исключа-. ется вредное воздействие - возникновение в системе СПИД периодических сил.
П р и м е р. Производилась обработка заготовки из углеродистой стали стандартными твердосплавными резцами с углами заточки: J , 9, ы. 9 , О , Cf ср, 45°, на модернизированном токарном станке, со шпинделем которого соединен исполнительный блок 4, ас ходовым винтом 5 - исполнительный блок 6, каждый из которых связан с собственным электронным бл6 ком 7, 8 соответственно, .соединенным ми.с задатчиками частоты вращения 9 и 10, связанными между собой через генератор сигналов 11 и модулятор 12
Для суммирования синусоидальных сигналов предусмотрены резисторы 13 и 14, а для защиты генератора - емкости 15 и 16.
Таким образом, исполнительный блок 4 вращает шпиндель станка с переменной угловой скоростью и постоянной частотой, а исполнительный блок 6 вращает ходовой винт с переменной угловой скоростью при переменной частоте. Результатом этого является резание, при котором скорость вращения заготовки изменяют по синусоидальному закону с постоянной частотой (Л, а подачу инструмента - по тому же закону с переменной частотой, определяемой по формуле
(О ОЭо +й« cosQt.
При этом принимались следующие параметры:
СОо- до 30. Гц, СО СО макс- ДО 30 Гц, t - &СО - до 5 Гц, О. - до 5 Гц.
Измерения площадки износа h режущего инструмента и определение ше роховатости обработанной поверхности установили, что указанные параметры предпочтительнее аналогичных параметров, получаемых при обработке без изменения частоты синусоидального закона изменения подачи инструмента. Формула изобретения
Способ обработки резанием, вклю- чакяций изменение частоты вращения заготовки и гтодачи режущего инструмен- 1440611
та по синусоидальному закону, о т -(J
личающийся TeMf что, с це- где СО - лью интенсификации процесса с одновременным повьшением качества обра- -(о ботки и стойкости режущего инструмента, частоту изменения скорости вра- &О - щения заготовки устанавливают постоянной, а частоту изменения подачи ин-Q - струмента изменяют по зависимости юt ftocosilt,
частота изменения величины подачи режущего инструмента;
частота изменения скорости
вращения заготовки;
амплитуда изменения частоты
колеблющейся подачи;
модулирукхцая частота;
время, с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАВЛЕНИЯ АВТОКОЛЕБАНИЙ ПРИ ТОКАРНОЙ ОБРАБОТКЕ | 2004 |
|
RU2267381C1 |
| Способ обработки резанием | 1983 |
|
SU1117125A1 |
| СПОСОБ ИМИТАЦИОННОГО УПРАВЛЕНИЯ УРОВНЕМ КОЛЕБАНИЙ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ ПРЕЦИЗИОННОГО ТОКАРНОГО СТАНКА | 2007 |
|
RU2361701C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ С ПЕРЕМЕННОЙ СКОРОСТЬЮ РЕЗАНИЯ | 2014 |
|
RU2608867C2 |
| Способ обработки металлов резанием | 1984 |
|
SU1310114A1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2005 |
|
RU2281187C1 |
| Способ обработки материалов резанием | 1985 |
|
SU1355357A1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВКИ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2019 |
|
RU2736129C1 |
| Способ обработки отверстий | 1989 |
|
SU1678551A1 |

Изобретение относится к обработке материалов резанием и может быть использовано при токарной обработке деталей с повьшенными требованиями к качеству формируемой поверхности. Целью изобретения является интенсификация процесса резания с одновременным -повышением качества обработки и стойкости режущего инструмента, а также увеличение виброустойчивости процесса. Для этого в процессе обработки резанием изменяют частоту fepa- щения по синусоидальному закону, частоту которого устанавливают постоянной, а частоту синусоидального закона изменения подачи S режущего инструмента изменяют с частотой, определяемой из соотношения: сО СОд -iCOcosQt, где (О - частота изменения величины подачи режущего инструмента; С0(, - частота изменения скорости вращения заготовки; йм - амплитуда изменения частоты колеблющейся подачи, .Q- частота изменения частоты колеблющейся подачи. 4 ил.
WVWXAAAA/IAAAA/V
L(fi}
Сталь ffS 7I5HS
SO
Н.Горват
фигЛ
. I
Составитель В.Золотев Техред И.Верес.
t«tOMff
ISO 200 V(M, Фиг.д
Корректор С.Шекмар
| Устройство для изостатического прессования | 1983 |
|
SU1117123A1 |
| N | |||
