10
15
Изобретение относится к станкостроению и может найти применение при резании различньш конструкционных материалов .
Цель изобретения - повышение производительности обработки и стойкости инструмента путем повьпиения виброустойчивости процесса резания.
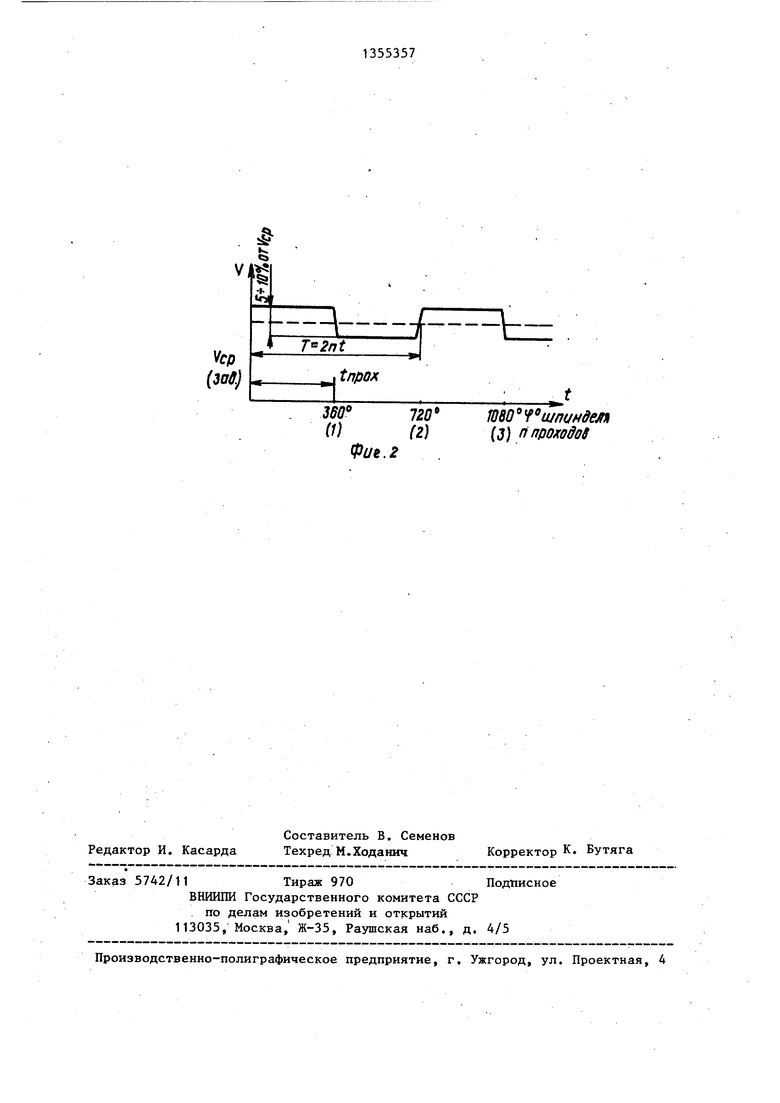
На фиг. 1 представлена блок-схема привода fлaвнoгo движения металлорежущего станка; на фиг. 2- график изменения скорости резания в зависимости от положения исполнительного элемента (угла поворота шпинделя).
Привод главного движения металлорежущего станка для осуществления способа (токарного, карусельного, строгального и т.д.) состоит из регулируемого двигателя 1 (электродвигатель, гидромотор, гидроцилиндр), связанного через передаточный механизм 2 (коробка скоростей, редуктор, жесткая связь) с исполнительным элементом 3 (шпиндель, планшайба, стол и т.п.).
Блок 4 управления двигателем своими входами связан с пультом 5 управления и блоком 6 периодического из- менения скорости исполнительного эле- 30 мента. Блок 6 периодического изменения скорости связан с пультом 5 уп- равления и датчиком 7 пер емещения исполнительного элемента.
Способ осуществляется следующим образом.
20
25
35
Заготовке сообщают вращение,или
а
возвратно-поступательное движение, инструменту - подачу. Если резание происходит без вибраций, то блок 6 периодического изменения скорости не функционирует и обработка ведется с постоянством скорости резания, задаваемой с пульта 5 управления и под- держиваемой блоком ч управления двигателем. При появле.нии вибраций опе ратор вводит в действие блок 6 периодического изменения скорости, который по сигналу датчика 7 перемещения
исполнительного элемента формирует периодическую функцию изменения скорости исполнительного элемента с периодом, кратным удвоенному времени одного прохода (оборота), т.е. период определяется по формуле
. Т 2.n-t,
где Т - период изменения скорости; t - время одного прохода (оборота) ,
п - 1,2,3...- коэффициент кратности.
Изменение скорости V с указанной периодичностью приводит к тому, что частота возмущения от следа предыдущего прохода отличается от частоты автоколебаний. При этом вторичное возбуждение не действует. В связи с этим предельная глубина резания значительно увеличивается, появляется .возможность увеличения ширины стружки за счет уменьшения главного угла в плане tf, что, в свою очереди, приводит к повьш1ению производительности обработки и стойкости инструмента.
Формула изобретения
30
Способ обработки материалов резанием, согласно которому заготовке сообщают вращение или возвратно-поступательное движение, а инструменту - 35 подачу, причем в процессе обработки изменяют скорость резания, о т л и 4550
повьш1ения производительности обработки и стойкости инструмента путем по- 40 вышения виброустойчивости процесса резания, скорость резания изменяют периодически, с периодом, определяемым по соотношению
Т 2.n.t,
п 1,2,3... - коэффициент кратности.;
t - время одного оборота или од- ного прохода.
.
k с
V|
.prr
i
Vrp
(saff)
T 2nt
,tnpox
(П(г)
Фие.2
Редактор И. Касарда
Составитель В. Семенов Техред М.Ходанич
Заказ 5742/11Тираж 970Подписное
ВНИШШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
.p
W80°Y u/nvHdejn (3) rinpoxodoS
Корректор К« Бутяга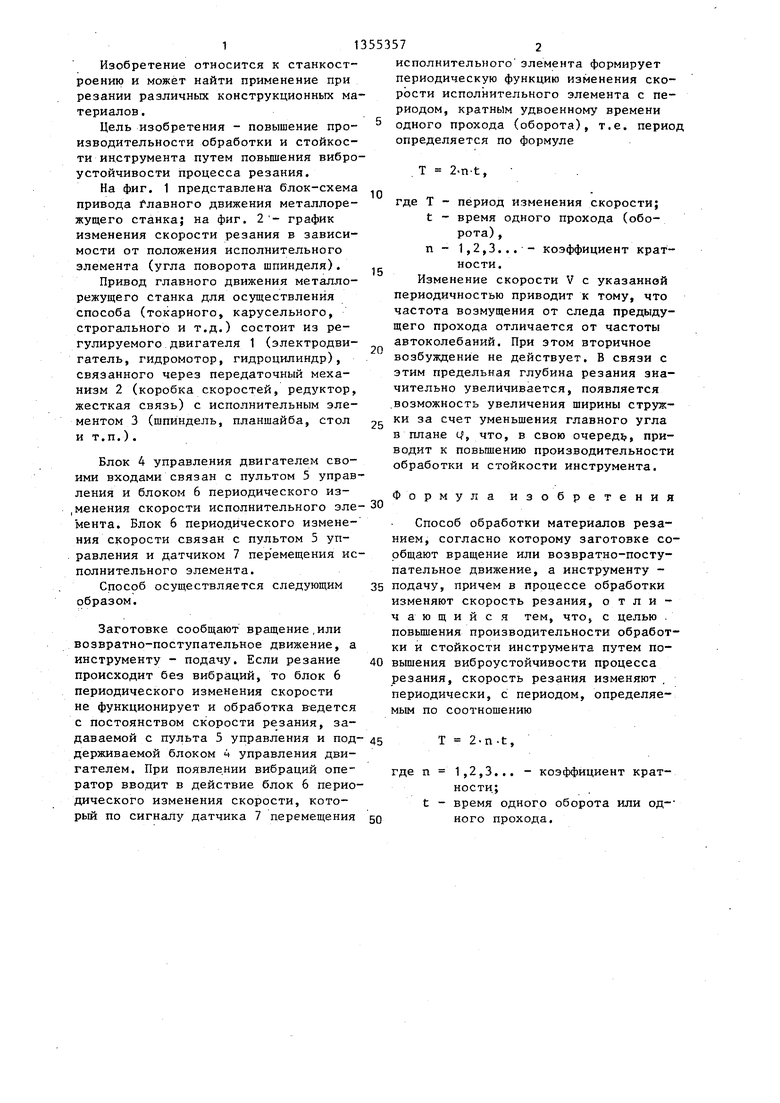
| название | год | авторы | номер документа |
|---|---|---|---|
| Система экстремального регулирования амплитуды вибраций на металлорежущем станке с выдвижным шпинделем | 1985 |
|
SU1352453A1 |
| Система адаптивного управления | 1983 |
|
SU1133583A1 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| Система экстремального регулирования уровня вибраций на металлорежущем станке | 1982 |
|
SU1013909A1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2123925C1 |
| Способ измерения износа режущего инструмента при обработке цилиндрических деталей | 1990 |
|
SU1725100A1 |
| Способ управления процессом механической обработки | 1981 |
|
SU967773A1 |
| Устройство для обработки деталей | 1982 |
|
SU1024226A1 |
| Система адаптивного управления металлорежущим станком | 1980 |
|
SU1001013A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КООРДИНАТЫ ИНСТРУМЕНТА ПРИ ОБРАБОТКЕ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 1991 |
|
RU2009765C1 |
Изобретение относится к области станкостроения и может найти применение при виброустойчивом резании различных конструкционных материалов. Целью изобретения является повышение производительности обработки и стойкости инструмента путем повьшения виброустойчивости процесса резания. При появлении вибраций оператор вводит в действие блок 6 периодического изменения скорости, который по сигналу датчика 7 перемещения исполнительного элемента формирует периодическую функцию изменения скорости V исполнительного элемента 3 с периодом, кратным удвоенному времени одного прохода или оборота. 2 ил. со ел сд со Cl Фие.1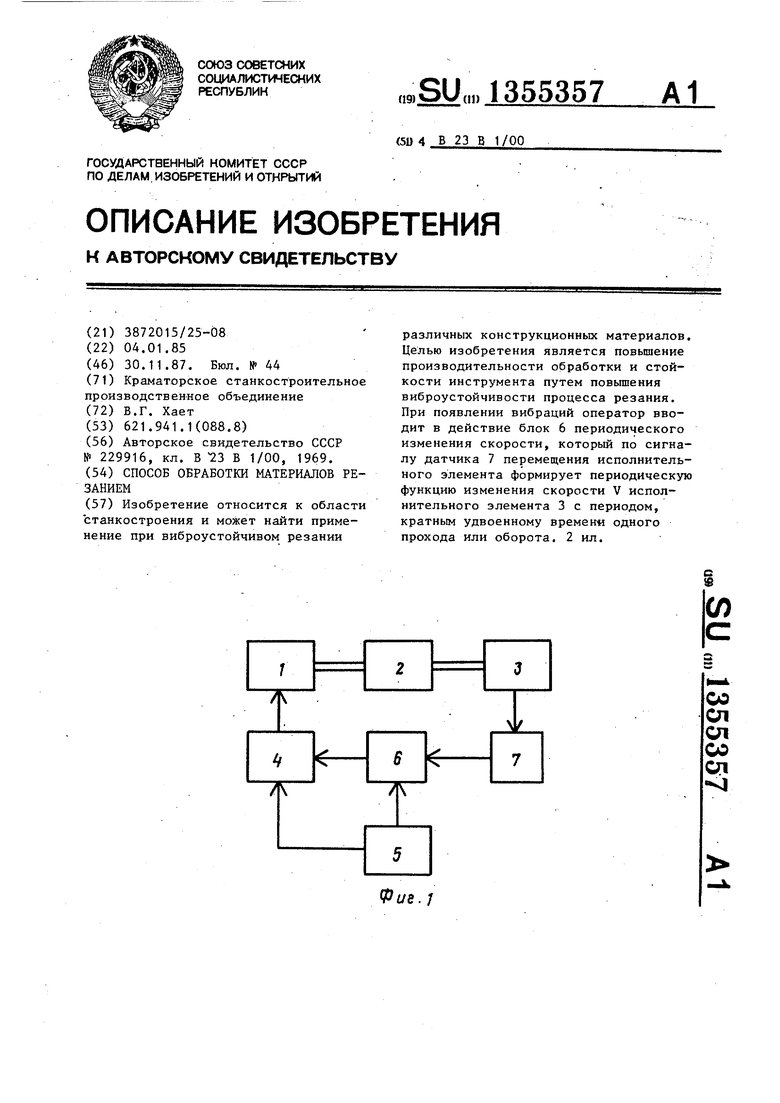
| Авторское свидетельство СССР № 229916, кл | |||
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
