Способ управления приводом летучих ножниц относится к области обработки металлов давлением и может быть использован для мерного реза профильного проката на ходу.
Для летучих ножниц гильотинного типа, которые должны разрезать профили сложной формы и большой высоты их поперечного сечения и которые подобны гильотинным ножницам, которым дополнительно сообщается поступательно-возвратное движение, согласованное с движением проката, характерны изменение в широких пределах
момента инерции механизма в цикле реза, а также неуравновешенность движущихся масс ножей и соответственно переменный в зависимости от угла поворота ножей статический момент, который должен преодолеваться приводом.
Известен способ управления приводом летучих ножниц, при котором после реза привод замедляют до останова, а затем при приближении намечаемой в момент окончания реза теоретической линии реза к оси летучих ножниц разгоняют привод до скорости, синхронной с прокатом, обеспечивая
VI
Os
J
00 О СЛ
встречу ножей с теоретической линией реза на прокате.
При применении известного способа для управления приводом летучих ножниц гильотинного типа имеет место нелинейная тахограмма ножей ш f(t), вследствие непостоянства момента инерции и неуравновешенности движущихся масс механизма ножниц, которые приводят к снижению точности синхронизации перемещения ножей и теоретической линии реза на прокате в зоне реза, и, как следствие, к снижению точности мерного реза проката на ходу. Кроме того, из-за самопроизвольного сползания ножей на прокат под действием неуравновешенных масс ножниц при остановленном приводе в паузах между резами возможно врезание ножей в движущийся прокат с возникновением аварийной ситуации вследствие бурежки проката либо по- ломки ножей. Т.е. снижается надежность работы.
Целью способа управления приводом летучих ножниц является повышение точности мерного реза и надежности работы.
Поставленная цель достигается за счет того, что компенсируют возмущающее воздействие на привод динамического момента инерционных масс механизма ножниц, увеличивая с упреждением момент привода ножниц в соответствии с выражением
Л/1I dto ,/ UJ ч d j
Mn J-5T + (-2-) Мп - момент привода;
J - момент инерции механизма ножниц;
Способ основан на том, что запас кинетической энергии А летучих ножниц с приводом, приведенный к валу последнего, равен
A , где ш - частота вращения привода;
J - результирующий момент инерции, приведенный к валу привода.
Изменение во времени накопленной кинетической энергии (1), т.е. динамическая мощность Рдин, равна
Рдин dA/dt Jo) do) /dt + (a /2)dJ /dt (2)
Эта мощность покрывается за счет мощности Р привода:
Р - Мп ш,(3)
где Мп момент привода.
Приравнивая выражения (2) и (3), получаем
Mn Jdw/dt + (u/2 /2)dJ/dt, (4) т.е. момент привода Мп подвержен воздействию динамического момента инерционных масс механизма ножниц, двух его составляющих, первая из которых вызвана изменением частоты вращения а , а вторая - изменением момента инерции J механизма ножниц.
Если учесть, что (о d p /dt, где (р - угол поворота ножей, то (4) можно преобразовать к виду
(5)

| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления приводом летучих ножниц | 1987 |
|
SU1523269A1 |
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |
| Система управления приводом летучих ножниц | 1978 |
|
SU874279A1 |
| Цифровое устройство управления летучими ножницами (его варианты) | 1983 |
|
SU1156871A1 |
| Устройство управления мерным резом проката | 1980 |
|
SU927422A1 |
| Устройство управления летучими ножницами ,работающими в режиме непрерывного вращения | 1987 |
|
SU1440627A1 |
| Цифроаналоговое устройство управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1712078A1 |
| Устройство управления летучими ножницами, снабженными механизмом выравнивания скоростей | 1990 |
|
SU1712080A1 |
| Устройство управления летучими ножницами | 1986 |
|
SU1470473A1 |
| Устройство управления летучими ножницами | 1975 |
|
SU545400A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано для мерного реза профильного проката на ходу. Цель - повышение точности мерного реза и надежности работы. Способ реализует компенсацию возмущающего воздействия на привод от нелинейного динамического момента, возникающего в связи с изменениями в широких пределах частоты вращения и момента инерции механизма ножниц и от нелинейного статическогомомента,образуемого неуравновешенными массами ножниц, а при останове привода ножниц после реза контролируется самопроизвольное сползание ножей на прокат от неуравновешенных масс и осуществляется возврат ножей в прежнее положение. Компенсация возмущающего воздействия реализуется в электроприводе летучих ножниц подачей сигнала, соответствующего составляющей динамического и статического моментов, который в качестве компенсационного подводится к регулятору тока электропривода. При этом обеспечивается линеаризация та- хограммы ножей летучих ножниц и соответственно повышение качества и точности мерного реза. 2 с,п. ф-лы, 1 ил. (Л С
о - частота вращения; у -угол поворота ножей, а при останове привода в паузах между резами контролируют сползание ножей на прокат под воздействием неуравновешенных масс механизма ножниц от первоначального положения и возвращают их в прежнее положение.
Компенсацией воздействий нелиней- ных динамического и статического момен- т8в на привод ножниц линеризуют тахограмму ножей и повышают точность синхронного перемещения ножей и теоретической линии реза в зоне реза и соответственно повышают точность мерного реза.
Благодаря контролю сползания ножей на прокат и возврату их в прежнее положение при стоянке привода ножниц в паузах между резами исключают бурежки прока- та либо поломки механизма летучих ножниц, т.е. исключаются аварийные ситуаци и повышается надежность работы.
0
0
т.е. вторая составляющая динамического момента зависит, кроме того, от степени изменения момента инерции механизма ножниц в функции угла поворота ножей в цикле реза (dJ/d p).
Компенсируя воздействие составляющих (5), т.е. увеличивая с упреждением момент Мп привода ножниц в соответствии с выражением (5), исключают влияние нелинейного динамического момента на частоту вращения привода и тахограмму ножей, что повышает точность мерного реза.
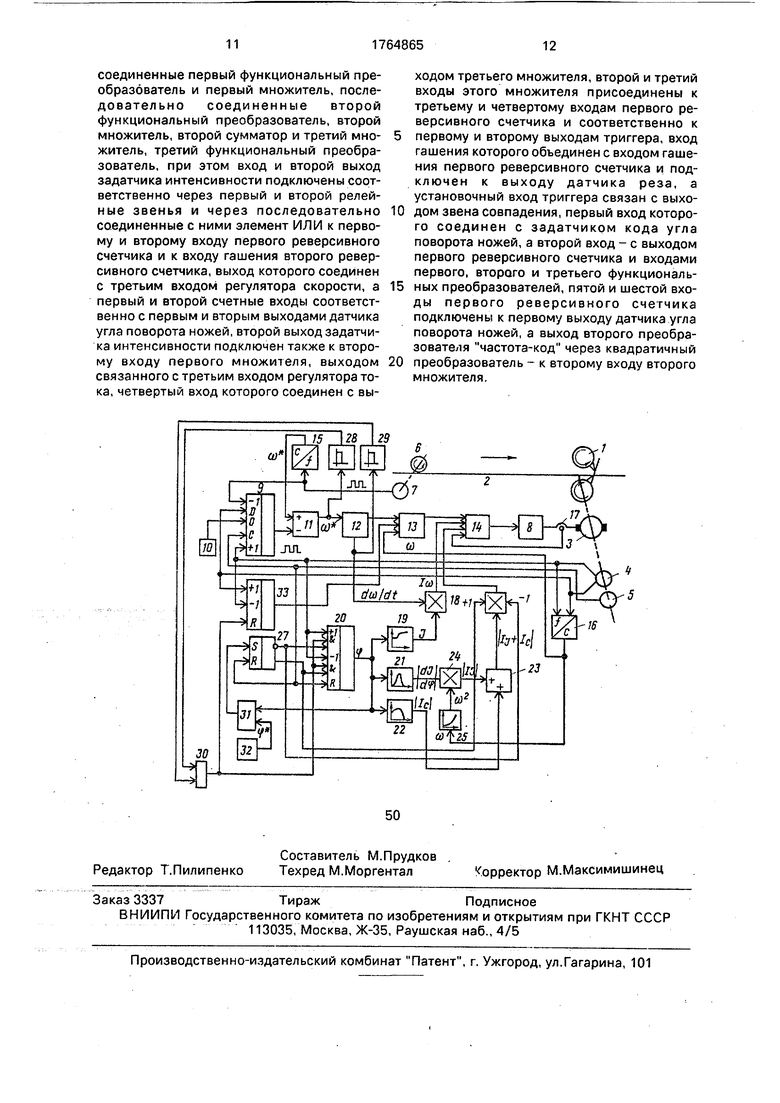
На чертеже приведена функциональная схема устройства для осуществления способа,
Летучие ножницы 1, разрезающие на мерные длины непрерывно движущийся прокат 2, приводятся в движение приводом 3 и имеют на валу датчик 4 угла поворота ножей и датчик 5 реза. Перемещение проката 2 контролируется с помощью следящих роликов 6 и присоединенного к нему импульсного датчика 7. Привод 3 присоединен
к силовому преобразователю 8, Цифровой интегратор 9 соединен по входам с задатчи- ком 10 мерной длины, импульсным датчиком 7, датчиком 4 угла поворота ножей и датчиком 5 реза. Последовательно соединены сумматор 11, вход которого соединен с выходом интегратора 9, задатчик 12 интенсивности, регулятор 13 скорости и регулятор 14 тока, выход которого присоединен к входу силового преобразователя 8. К второму входу сумматора 11 присоединен через преобразователь 15 частота-код импульсный датчик. К второму входу регулятора 13 скорости присоединен через преобразователь 16 частота-код датчика 4 угла поворота ножей. К второму входу регулятора 14 тока присоединен выход датчика 17 тока, силовой вход которого включен в силовую цепь привода 3 и силового преобразователя 8, К третьему входу регулятора 14 тока присоединен выход множителя 18, второй вход которого присоединен к второму выходу за- датчика 12 интенсивности, а первый вход- к выходу функционального преобразователя 19, реализующего функцию J i(p ). Вход последнего присоединен к выходу реверсивного счетчика 20. К выходу реверсивного счетчика 20 присоединены также входы функциональных преобразователей 21 и 22, реализующих функции соответственно dJ/d р f( р и Мс % ), где Мс - статический момент нагрузки от неуравновешенных масс механизма ножниц. Выход преобразователя 21 присоединен к правому входу сумматора 23 через множитель 24. К второму входу последнего присоединен выход преобразователя 16 частота-код через квадратичный преобразователь 25, Выход преобразователя 22 присоединен к второму входу сумматора 23, а выход последнего присоединен к первому входу множителя 26. К второму и третьему входам последнего присоединены первый и второй выходы триггера 27. Выход множителя 26 присоединен к четвертому входу регулятора тока 14, . Выход сумматора 11 и второй выход за- датчика 12 интенсивности через релейные звенья соответственно 28 и 29 присоединены к первому и второму входам звена ИЛИ 30. Выход реверсивного счетчика 20 присоединен также к первому входу звена 31 сов- падений, к второму входу которого присоединен задатчик 32 кода угла поворота ножей. Выход звена 31 присоединен к входу установки триггера 27.
Счетные входы +1 и -1 реверсивного счетчика 20 присоединены к первому выходу датчика 4 угла поворота ножей. К этим же входам по схеме И присоединены соответственно первый и второй выходы триггера 27 и выход звена ИЛИ 30. Входы гашения счетчика 20 и триггера 27 присоединены к датчику 5 реза.
К третьему входу регулятора 13 скорости присоединен выход реверсивного счетчика 33, счетные входы которого -1 и +1 присоединены соответственно ктгертзому и второму выходам датчика 4 угла поворота, а
вход гашения - к выходу звена ИЛИ 30.
Работа устройства происходит следующим образом.
В момент времени окончания мерного реза летучими ножницами 1 проката 2 по
сигналу датчика 5 реза в цифровой интегратор 9 вводится код, соответствующий мерной длине и задаваемый за датчиком 10. Этим на неразрезанной части проката 2 намечается теоретическая линия реза.
При вводе кода, соответствующего мерной длине, в цифровой интегратор 9 его выходной сигнал компенсирует сигнал задания частоты вращения привода 3 - преобразователя 15 частота-код на входе
сумматора 11 и одноквадрантным выходом. При этом выходной сигнал сумматора 11 исчезает и соответственно исчезает сигнал на входе задатчика 12 интенсивности, а на выходе задатчика 12 начинает снижаться с
заданным темпом задающий сигнал частоты вращения привода 3 и соответственно начинает снижаться задающий сигнал на входе регулятора 13 скорости. Привод 3 начинает замедляться до останова. Перемещение ножей летучих ножниц 1 до останова после реза контролируется датчиком 4 угла поворота, импульсы которого с первого выхода, соответствующего движению ножей вперед, поступают в цифровой интегратор
9, на вход +1, увеличивая код числа на выходе цифрового интегратора 9. Это соответствует удалению теоретической линии реза от оси летучих ножниц. На вход -1 цифрового интегратора 9 поступают импульсы датчика 7 следящих роликов 6, списывающие введенное в цифровой интегратор 9 число по мере приближения к оси летучих ножниц 1 теоретической линии реза. Соответственно этому уменьшается
компенсирующий сигнал на входе сумматора 11 со стороны цифрового интегратора 9 и появляется сигнал на выхбде сумматора 11, вызывающий разгон привода 3 для синхронизации перемещения и встречи ножей
с теоретической линией реза. В момент синхронизации перемещения ножей и теоретической линии реза последняя находится на расстоянии мерной длины от торца неразрезанного проката.
При стоянке привода 3 в паузах между резами происходит сползание ножей 1 на прокат под действием момента от неуравновешенных масс ножниц, что может привести к аварийной ситуации. Контроль сползания ножей в паузах между резами осуществляется с помощью реверсивного счетчика 33, счетные входы которого -1 и +1 присоединены соответственно к первому и второму входам датчика 4 угла поворо- та, соответствующих обратному и прямому направлениям вращения ножей 1. Если сползание происходит в обратном направлении вращения привода, то импульсы датчика 4 угла поворота поступают на вход +1 счетчика 33. При этом на выходе последнего накапливается код числа с положительным знаком и, поступая на задающий вход регулятора 13 скорости, вызывает движение привода 3 и ножей 1 в прямом направлении, возвращая их в первоначальное положение, и наоборот. Если появляется сигнал работы привода 3 на выходе сумматора 11, оГлибо происходит останов привода 3 после реза (на втором выходе задатчика 12 интенсивно- сти имеется сигнал замедления d со /dt), то включены релейные звенья 28 или 29 и на выходе звена ИЛИ 30 имеется сигнал, гасящий счетчик 33 и запрещающий его работу в счетном режиме. Когда задающие сигналы d ш /dt отсутствуют, отсутствует сигнал на выходе звена ИЛИ 30, и реверсивный счетчик 33 обеспечивает контроль сползания ножей и управление возвратом привода в первоначальное положение
При включении привода 3 на вращение с частотой со для встречи ножей 1 с теоретической линией реза на прокате 2 в каждом цикле отрезания мерной длины происходит изменение момента инерции J механизма ножниц и воздействие на привод 3 нелинейного динамического момента (5). Это вызывает изменение частоты вращения привода 3, нелинейность тахограммы ножей со f(t) и соответственно ухудшение точности и ка- чества мерного реза.
Момент инерции J является нелинейной функцией угла поворота ножей 1 - р , J f( f), характер которой зависит от конструктивных особенностей механизма нож- ниц, и различен у различных ножниц. Вместе с тем у всех ножниц функциональная зависимость J f( p) симметрична относительно угла поворота ножей 1, р п , вследствие симметрии механизма относи- тельно вертикальной оси ножниц. Код угла поворота ножей р образуется на выходе реверсивного счетчика 20 по сигналам датчика 4 угла поворота ножей.
Функциональным преобразователем 19 образуется функциональная зависимость J t(p ). Код числа, соответствующий моменту инерции J, с выхода функционального преобразователя 19 подводится к входу множителя 18, где он умножается на код числа, соответствующий ускорению привода 3 - d w/dt. На выходе множителя 18 образуется сигнал, соответствующий составляющей динамического момента (тока) (из уравнения (5):
lo Kfo J(p)-d y/dt(6)
Последний подводится к входу регулятора 14 тока и компенсирует отрицательное влияние на тахограмму ножей 1 и на качество и точность мерного реза составляющей динамического момента - J (р) d со /dt ( масштабирующий коэффициент), Угол поворота ножей в цикле мерного реза изменяется от 0 до 2л (нуль соответствует положению реза). Угол поворота ножей, относительно которого симметричны функциональные зависимости J f() , f(f. и Me f( p) ), соответствует значению р n (от положения реза). Положение реза фиксируется датчиком 5 реза, а достижение угла симметрии - звеном 31 совпадений. При повороте приводного вала ножей на угол р-л от положения реза срабатывает звено 31 совпадений, к второму входу которого подводится код угла р п от задатчика 32.
При срабатывании звена 31 включается триггер 27. Сигналами на выходах последнего счетные входы счетчика 20 переключаются со слежения на вычитание (с +1 на -1), и при дальнейшем повороте приводного вала ножей 1 код выходного сигнала счетчика 20 начинает уменьшаться до нуля (при резе). Соответственно код числа на выходе функционального преобразователя 19, соответствующий величине момента инерции J механизма ножниц, изменяется симметрично в обратном порядке. Таким образом охватывается весь цикл изменения угла р : от 0 доя и от л до 2я . Функции J(p) соответствует производная dJ/d, входящая сомножителем во второе слагаемое уравнения (5). Код числа, соответствующий производной dJ/dy, образуется на выходе функционального преобразователя 21. Последний так же, как и функциональный преобразователь 19, настроен на половину цикла изменения угла р(0 - л} после достижения угла симметрии (р л переключением счетных входов счетчика 20 функция dJ/d p изменяется в обратном порядке.
Модуль числа dJ/d p подводится с выхода функционального преобразователя 21
к входу множителя 24, к второму входу которого подводится с выхода квадратора 25 сигнал, пропорциональный квадрату частоты вращения привода - и/2 . На выходе мно- жителя 24 образуется сигнал (Ij), соответствующий в определенном масшта9
бе модулю функции -я- (см. вторую составляющую уравнения (5)).
(lj) (Kj ())(7)
Kj - масштабирующий коэффициент.
Во второй половине цикла изменения угла / ( л - 2 п ) производная d и % изменя- ет знак на противоположный. Для изменения при этом знака сигнала 1 (7) служит множитель 26, к второму входу которого в первой половине цикла (р 0-л) подводится сигнал +1 с прямого выхода триггера 27, а во второй половине цикла ((р -п - 2л:) к третьему входу множителя 26 подводится сигнал -1 с инверсного выхода триггера 27.
Сигнал Ij с соответствующим производной dJ/cty знаком подводится к входу регулятора 14 тока и обеспечивает компенсацию отрицательного влияния на тахограмму ножей 1 и на качество и точность реза составляющей дина9
мического момента J ( (см.
уравнение (5)). Компенсирующий сигнал /Ij/ складывается на сумматоре 23 с сигналом / 1С/, компенсирующим отрицательное влияния на тахограмму ножей нелинейного статического момента Мс от неуравновешенных масс механизма ножниц. В связи с тем, что момент Мс f (р) во второй половине цикла изменения угла (р л - 2 л) изменяет знак на противоположный, компенсирующий влияние Мс(р ), сигнал (1С) пропускается через множитель 26 изменение знака и подводится также к входу регулятора 14 тока.
В момент реза сигналом датчика 5 реза производится гашение счетчика 20, что исключает накопление последних помех, а также отключается триггер 27, т.е. приводится в состояние, соответствующее первой половине цикла изменения угла р ( 0 - л ) .
- Таким образом, благодаря компенсации возмущений на привод летучих ножниц нелинейных динамического и статического моментов обеспечивается линеаризация та- хограммы ножей, при этом повышается качество и точность мерного реза. Кроме того, повышается надежность работы благодаря исключению сползания ножей на разрезаемый прокат.
0
5
Формула изобретения 1. Способ управления при водом летучих ножниц, при котором после реза привод замедляют до останова, а затем при приближении намечаемой в момент окончания реза теоретической линии реза к оси летучих ножниц разгоняют привод до скорости, синхронной с прокатом, обеспечивая встречу ножей с теоретической линией реза на прокате, отличающийся тем, что, с целью повышения точности мерного реза и надежности работы, компенсируя возмущение воздействие на привод динамического момента инерционных масс механизма ножниц, увеличивая с упреждением момент привода ножниц в соответствии с выражением:
0
5
0
5
0
5
0
5
Mn J
d (о
+ (
о
dt 2 где Мп - момент привода,
I - момент инерции механизма ножниц,
о)- частота вращения,
ф- угол поворота ножей, а при останове привода в паузах между резами контролируют сползание ножей на прокат под воздействием неуравновешенных масс механизма ножниц от первоначального положения и возвращают их в прежнее положение.
соединенные первый функциональный преобразователь и первый множитель, последовательно соединенные второй функциональный преобразователь, второй множитель, второй сумматор и третий множитель, третий функциональный преобразователь, при этом вход и второй выход задатчика интенсивности подключены соответственно через первый и второй релейные звенья и через последовательно соединенные с ними элемент ИЛИ к первому и второму входу первого реверсивного счетчика и к входу гашения второго реверсивного счетчика, выход которого соединен с третьим входом регулятора скорости, а первый и второй счетные входы соответственно с первым и вторым выходами датчика угла поворота ножей, второй выход задатчика интенсивности подключен также к второму входу первого множителя, выходом связанного с третьим входом регулятора тока, четвертый вход которого соединен с 29
Л IF
ходом третьего множителя, второй и третий входы этого множителя присоединены к третьему и четвертому входам первого реверсивного счетчика и соответственно к
первому и второму выходам триггера, вход гашения которого объединен с входом гашения первого реверсивного счетчика и подключен к выходу датчика реза, а установочный вход триггера связан с выходом звена совпадения, первый вход которого соединен с задатчиком кода угла поворота ножей, а второй вход - с выходом первого реверсивного счетчика и входами первого, второго и третьего функциональных преобразователей, пятой и шестой входы первого реверсивного счетчика подключены к первому выходу датчика угла поворота ножей, а выход второго преобразователя частота-код через квадратичный
преобразователь - к второму входу второго множителя.
| Способ управления станом с перфорацией и порезкой гнутых профилей на ходу и устройство для его осуществления | 1989 |
|
SU1680406A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
