4 4 О О 4 СП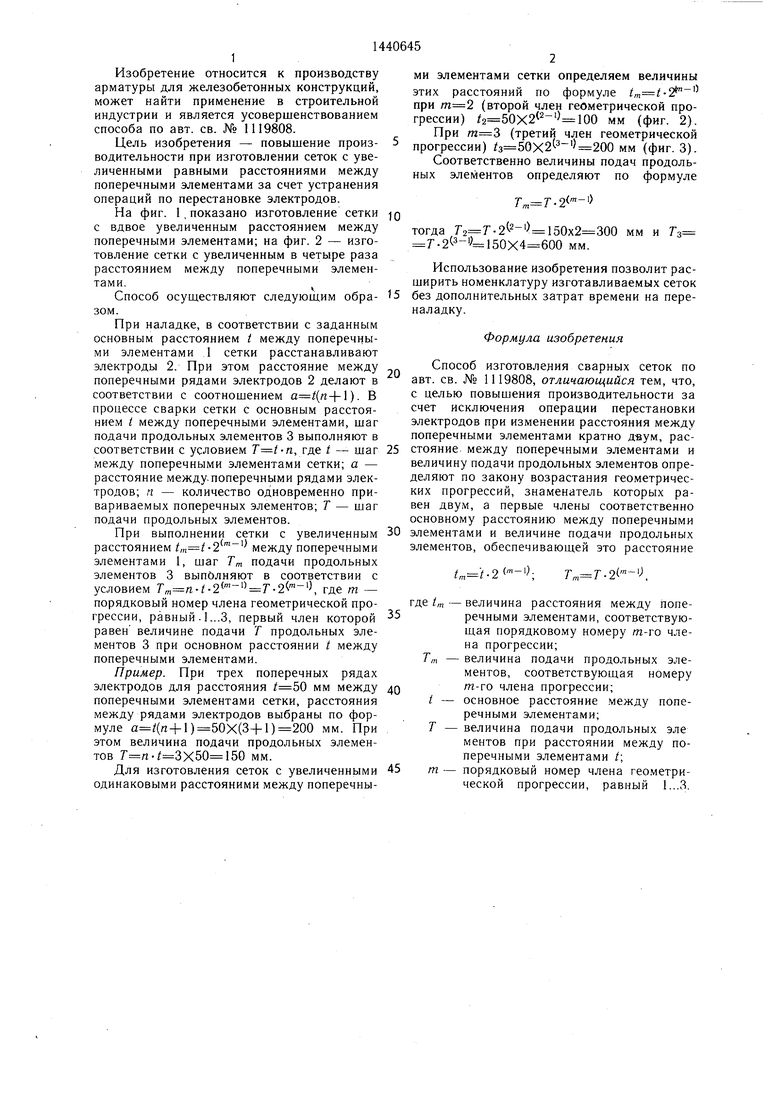
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварных сеток | 1983 |
|
SU1119808A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Способ продольной вытяжки плоских полимерных пленок | 1983 |
|
SU1115913A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ЭКСПЛУАТАЦИОННЫХ ПАРАМЕТРОВ ЛЕНТОЧНО-КОЛОДОЧНЫХ ТОРМОЗОВ БУРОВЫХ ЛЕБЕДОК С НЕПОДВИЖНЫМИ НАКЛАДКАМИ НА ТОРМОЗНОЙ ЛЕНТЕ | 2010 |
|
RU2489619C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПРОВОЛОЧНЫХ СЕТОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2248264C2 |
| Устройство для непрерывного изготовления плоских арматурных сеток | 1989 |
|
SU1622100A1 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU533434A1 |
| ОГРАНИЧИТЕЛЬ ПЕРЕТЕЧЕК ТЕПЛОНОСИТЕЛЯ МЕЖДУ ТРУБНЫМ ПУЧКОМ И КОЖУХОМ ТЕПЛООБМЕННИКА | 2005 |
|
RU2294505C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ ПЛОСКИХ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305028A1 |
Изобретение относится к производству арматуры для железобетонных конструкций и может найти применение в строительной индустрии. Цель изобретения - повышение производительности при изготовлении сеток с увеличенными расстояними, кратными двум. между поперечными элементами за счет устранения операций по перестановке электродов. Увеличенное расстояние между поперечными элементами и величину подачи продольных элементов определяют по закону возрастания геометрических прогрессий. При увеличении расстояния между поперечными элементами 1 в соответствии с выражением шаг Т т подачи продольных элементов 3 определяют в соответствии с выражением , где m - порядковый номер члена геометрической прогрессии, равной 1...3; t - исходный шаг между поперечными элементами; Т - шаг подачи продольных элементов при расстоянии между поперечными элементами t. Способ позволяет расширить номенклатуру изготавливаемых сварных сеток без дополнительных затрат времени на переналадку. 2 ил. (О (Л
N)
Изобретение относится к производству арматуры для железобетонных конструкций, может найти применение в строительной индустрии и является усовершенствованием способа по авт. св. № 1119808.
Цель изобретения - повышение производительности при изготовлении сеток с увеличенными равными расстояниями между поперечными элементами за счет устранения операций по перестановке электродов.
На фиг. 1, показано изготовление сетки с вдвое увеличенным расстоянием между поперечными элементами; на фиг. 2 - изготовление сетки с увеличенным в четыре раза расстоянием между поперечными элементами.
ми элементами сетки определяем величины этих расстояний по формуле при (второй член геометрической прогрессии) мм (фиг. 2).
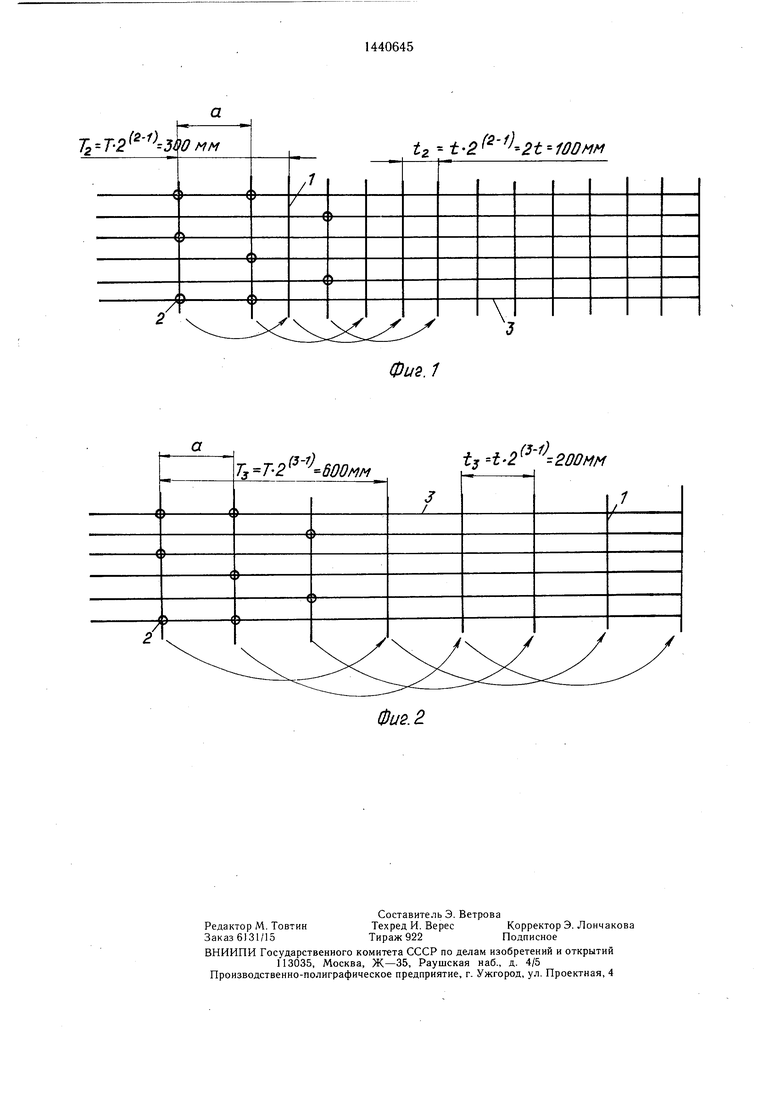
При (третий член геометрической прогрессии) 200 мм (фиг. 3).
Соответственно величины подач продольных элементов определяют по формуле
10
7„, Г.
тогда 72 7 -2 2- 150x2 300 150X4 600 мм.
мм и Тз
Использование изобретения позволит расширить номенклатуру изготавливаемых сеток
Способ осуществляют следующим обра- 15 без дополнительных затрат времени на пере
зом.
При наладке, в соответствии с заданным основным расстоянием / между поперечными элементами 1 сетки расстанавливают электроды 2. При этом расстояние между поперечными рядами электродов 2 делают в соответствии с соотношением (). В процессе сварки сетки с основным расстоянием t между поперечными элементами, шаг подачи продольных элементов 3 выполняют в соответствии с условием , где t - шаг между поперечными элементами сетки; а - расстояние между.поперечными рядами электродов; п - количество одновременно привариваемых поперечных элементов; Т - шаг подачи продольных элементов.
При выполнении сетки с увеличенным расстоянием /, между поперечными элементами 1, шаг Тт подачи продольных элементов 3 вьшблняют в соответствии с условием 7„ л-/-2 Г-2 где т - порядковый номер члена геометрической прогрессии, равный . 1...3, первый член которой равен величине подачи Т продольных элементов 3 при основном расстоянии t между поперечными элементами.
Пример. При трех поперечных рядах электродов для расстояния мм между поперечными элементами сетки, расстояния между рядами электродов выбраны по формуле (л+1)50Х(3+1)200 мм. При этом величина подачи продольных элементов 150 мм.
Для изготовления сеток с увеличенными одинаковыми расстояними между поперечны
ми элементами сетки определяем величины этих расстояний по формуле при (второй член геометрической прогрессии) мм (фиг. 2).
При (третий член геометрической прогрессии) 200 мм (фиг. 3).
Соответственно величины подач продольных элементов определяют по формуле
7„, Г.
тогда 72 7 -2 2- 150x2 300 150X4 600 мм.
мм и Тз
Использование изобретения позволит расширить номенклатуру изготавливаемых сеток
без дополнительных затрат времени на пере
Формула изобретения
Способ изготовления сварных сеток по авт. св. № 1119808, отличающийся тем, что, с целью повышения производительности за счет исключения операции перестановки электродов при изменении расстояния между поперечными элементами кратно двум, расстояние между поперечными элементами и величину подачи продольных элементов определяют по закону возрастания геометрических прогрессий, знаменатель которых равен двум, а первые члены соответственно основному расстоянию между поперечными элементами и величине подачи продольных элементов, обеспечивающей это расстояние
/.. Г,,
in
е t
величина расстояния между поперечными элементами, соответствующая порядковому номеру т-го члена прогрессии;
Тт - величина подачи продольных элементов, соответствующая номеру т-го члена прогрессии;
t - основное расстояние между поперечными элементами;
Т - величина подачи продольных эле ментов при расстоянии между поперечными элементами /;
т - порядковый номер члена геометрической прогрессии, равный 1...3.
Фиъ.1
Фиг. 2.
| Способ изготовления сварных сеток | 1983 |
|
SU1119808A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
