со
Об
о
00.
1
Изобретение относится к произвоству арматуры для железобетонных и армокирпичных строительных кострций и может быть использовано преимущественно при сварке бесконечного полотна сетки с последующим поперечным раскроем этого полотна.
Известен способ изготовления сварных сеток, содержащий один попречный ряд электродов и сварку сетки с подачей продольных и поперечных элементов l) .
Недостатком этого способа являеся то, что он не может быть использован при сварке сеток с мелкой ячейкой, когда расстояние между продольными проволоками меньше поперечных размеров электрододержаталей. Кроме того, производительность при таком способе низка, а расход электроэнегии и электродов велик, так как шаг перемещения продольньк проволок получается равным шагу поперечных проводок сетки и свариваются все пересечения.
Наиболее близким по технической сущности и достигаемому эффекту к изобретению является способ изготоления сварных сеток, по которому подают поперечные и продольные элементы и сваривают их с заданным шагом.
Известный способ позволяет из-, готавливать сетки с мелкой ячейкой 2.
Недостатками известного способа являются низкая производительность и высокий расход электроэнергии и медных электродов из-за того, что шаг подачи продольных элементов равен шагу поперечных элементов сетки и свариваются все пересечения пдольных и поперечных элементов.
Цель изобретения - повьшение производительности, экономия электроэнергии и медных электродов.
Указанная цель достигается тем, что согласно способу изготовления сварных сеток, по которому подают поперечные и продольные элементы и сваривают их с заданным шагом одновременно в нескольких точках, выбирают расстояние и между соседними одновременно свариваемыми поперечными элементами по формуле п t (п + 1),
а шаг подачи продольных элементов определяют из соотношения Т t п.
198082
где t - расстояние между поперечными элементами сетки; Т - шаг подачи продольных элементов{
5 п - количество одновременно привариваемых поперечных элементов,
при этом сварные точки на каждом продольном элементе смещены относи10 тельно сварных точек, выполненных на соседнем продольном элементе.
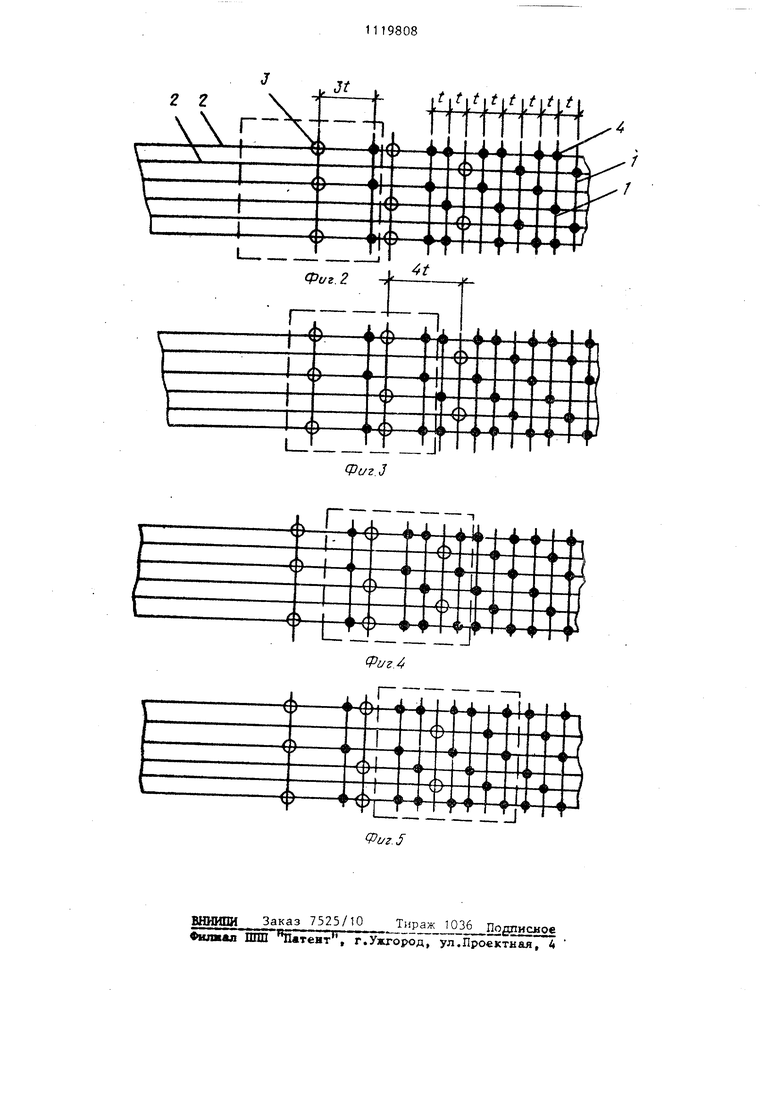
На фиг. 1 показана схема расстановки сварочньк элементов в плоскости сетки, на фиг. 2 - участок сваt5 риваемой сетки в начале захода в зону электродов (зьщелен пунктиром)-, на фиг. 3 - участок сетки в зоне электродов; на фиг. 4 - участок сетки, находящийся еще в зоне электро0 дов, на фиг. 5 - участок сетки, выходящий из зоны электродов.
Способ осуществляют следующим образом.
При наладке, в соответствии с за5 данным шагом t поперечных элементов
1и шагом t продольных элементов
2расстанавливают электроды 3. При этом расстояние между поперечными рядами электродов 3 делают в соот0 ветствии с условием
Q t(n + 1),
где а - расстояние между соседними одновременно привариваемыми поперечными элементамиf t - расстояние между поперечными элементами сетки; п - количество одновременно привариваемых поперечных элементов.
Затем в рядах электроды 3 расставляют так, чтобы в каждом ряду расстояния между ними были кратны заданному конструкцией сетки шагу продольных элементов 2 - t. В про цессе сварки сетки шаг подачи Т продольных элементов выполняют в соответствии с условием Т t«n. Одновременно с подачей продольных элементов 2 в каждый поперечный ряд
0 электродов 3 подают по одному поперечному элементу 1. Затем электроды 3 выполняют сварку пересечений продольных и поперечных элементов. Затем снова продольные элементы
5 перемещают на шаг подачи Т и снова подают по одному поперечному элементу 1. Далее электродами 3 выполняют сварку пересечений и т.д. В n ,, « ч e о . По заданным t L, t - 70 . опреяеля т a ,/l 200 .; T . 50« 3 . ,°с™этого дела„т Р--°-« „ L-™Hf3i: :-. лектродами в рядах Д-ают по S-rIr в ;: о ::сГ «п«,не„и,-нескол ГаГГГ™: :аГа ОД--. :,гг„:«г:™::: а. S элеманто, 18 пересечении только 8 пересечении, т.е 8X100% 44% В настоящее вре 18 ртки С разряженными точками сварки Е Г.:: ГГво ительиость их изготовления. Использование изобретения позволяет делать сетки, экономичные в части затрат электроэнергии и медных электродов на многоточечной сварочной ма„,ине с большой производительностью за счет того, что шаг подачи продольных проволок, от ко Zoro зависит скорость сварки, прямо пропорционален количеству одновременно привариваемых поперечньпс элементов при расстоянии мевдУ соседними одновременно свариваемыми поперечнь.ш элементами соответст. вующем условию о t(n + f° го видно, что скорость сварки се ток с разреженными точками сварки . при использовании изобретения значительно выше не только способа , alpKH таких сеток на одноточечной сварочной машине, но и вьше, чем при сварке обычных сеток «а многоточечной сварочной машне. Исполь зуя изобретение, скорость сварки можно увеличить путем . количества одновременно приваривае . мых элементов, уменьшая соответственно количество свариваемьпс точек в каждом поперечном ряду, чтобы не . : процент сваренньпс пере сечений.
Фиг.З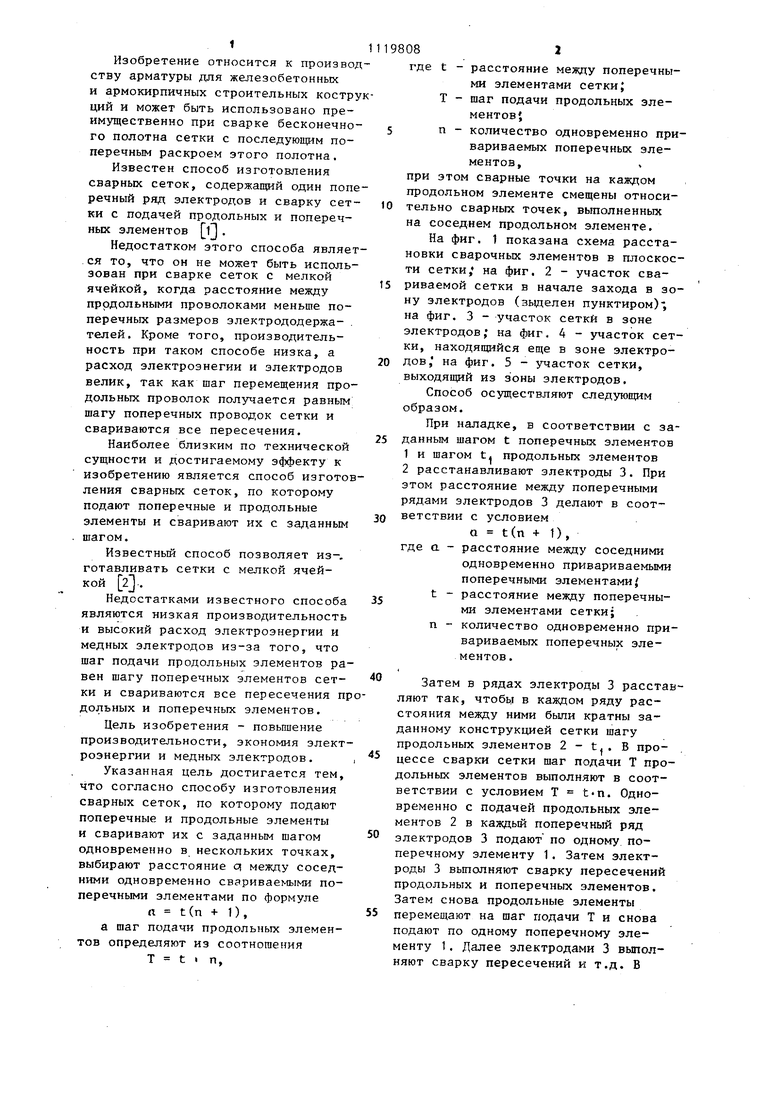
СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СЕТОК, по которому подают поперечные и продольные элементы и сваривают их с заданным шагом одновременно в нескольких точках, отличающийся тем, что, с целью повышения производительности, экономии электроэнергии и электродов , выбирают расстояние d межд,у соседними одновременно свариваемыми поперечными элементами по формуле о t(n + 1), а шаг подачи продольных элементов определяют из соотношения Т t п, где t - расстояние между поперечными элементами сетки; Т - шаг подачи продольных элементов; п - количество одновременно приg вариваемых поперечных элементов, (Л при этом сварные точки на кажд.ом продольном элементе смещены относис тельно сварных точек, вьтолненных на соседнем продольном элементе.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU435081A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Полуавтомат для сварки тяжелых арматурных каркасов | |||
| Пишущая машина | 1922 |
|
SU37A1 |
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
