1
Изобретение относится к области машиностроения, в частности к сварочным машинам, предназначенным для изготовления арматурных сеток.
Известно устройство для сварки, содержаш,ее траверсу с электродами и ножами.
Это устройство не обеспечивает достаточных усилий для сварки и резки арматурных сеток.. I
Наиболее близкой по технической суш,ности и достигаемому результату является машина для контактной точечной сварки, содержаш;ая корпусы с верхними сварочными электродами и ножами, соответствуюш,ие им нижние электроды и ножи, приводы сжатия каждой пары электродов и ножей и механизм для подачи сетки на шаг.
Эта машина не позволяет изготавливать сетки и отрезать их от продольных стержней, расположенных на небольшом расстоянии один от другого, например на расстоянии 50 мм, так как силовые приводы с двумя рабочими полостями занимают много места по диаметру и при сближении цилиндров невозможно выдержать указанное минимальное расстояние. Это снижает технологические возможности машины.
Цель изобретения состоит в том, чтобы обеспечить изготовление сеток с малым шагом между продольными стержнями для расширения номенклатуры изготавливаемых изделий.
Эта цель достигается тем, что привод каждой пары ножей установлен со стороны, противоположной приводу сжатия пары электродов, и смещен в направлении подачи сетки на шаг, при этом приводы каждой пары электродов и полней размещены в корпусах и связаны между собой перемычками, в которых выполнены отверстия для прохода продольных стержней сетки.
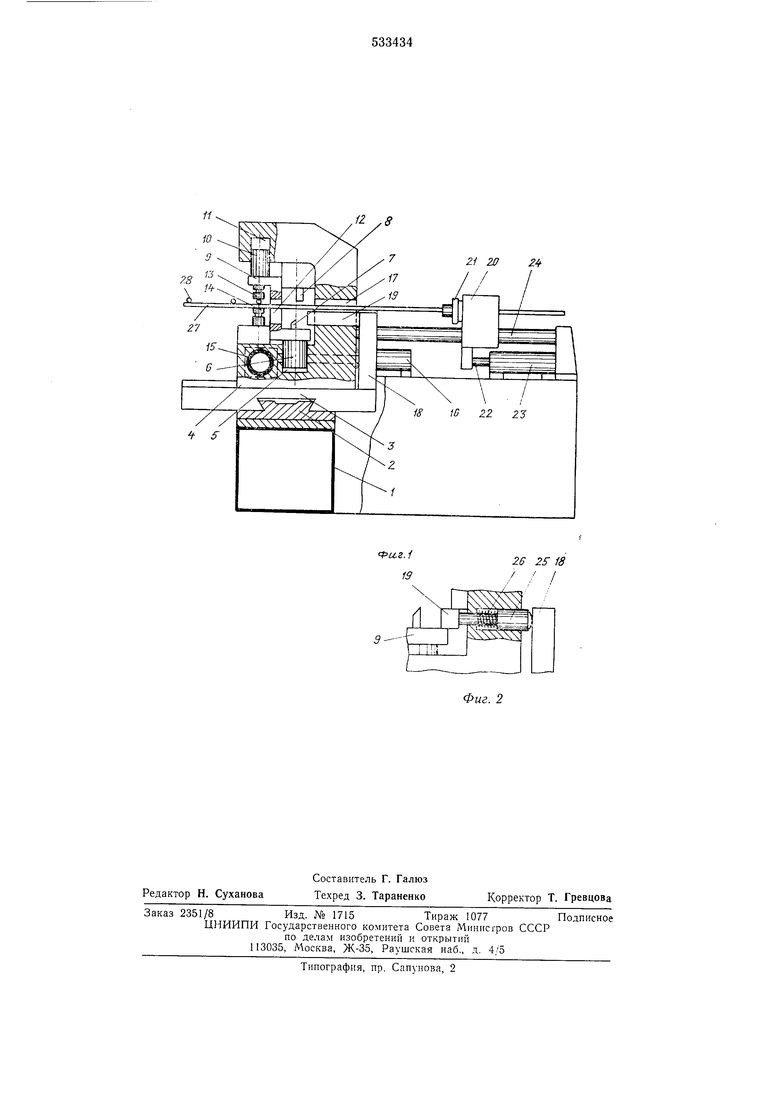
На фиг. 1 изображена предлагаемая машина; на фиг. 2 - упор, смонтированный в корпусе.
Машина состоит из станины 1 с продольными направляющими 2, на которых установлены поперечные направляющие 3 с корпусами 4, снабженными полостями 5 (см. фиг. 1). В последних смонтированы приводы б сжатия, на которых закреплены подвижные ножи 7. На корпусах 4 напротив подвпжных ножей 7 закреплены неподвижные ножи 8. Приводы 6 сжатия связаны перемычками 9 с приводами 10 сжатия, смонтированными в полостях 11. Перемычки 9 имеют окна 12 для прохода продольных стержней. На приводах 10 сжатия закреплены подвил ные электроды 13, напротив которых закреплены неподвижные электроды 14. Корпусы 4 связаны траверсой 15, снабженной приводом 16 перемещения. в корпусах 4 выполнены окна 17 для прохода продольных стержней. На поперечных направляющих 3 установлены стойки 18, на которых установлены упоры 19. На станине также установлены каретка 20 продольной подачи, снабженная цангами 21 и связанная со штоком 22 привода 23. Каретка 20 перемещается по направляющим 24. Упоры 19 монтируются в корпусах 4 и не связаны со стойками 18 (см. фиг. 2). Упоры монтируются на штоках 25, подпружиненных пружинами 26. Выполнение корпусов 4 с приводами 6 и 10 сжатия позволяет выполнить их узкими и разместить вплотную, обеспечив минимальное расстояние между электродами и ножами.
Работает машина следующим образом.
После заправки продольных стержней 27 и подачи поперечных стержней 28 масло подается 3 полости 11 и перемещает приводы 10 сжатия с подвижными электродами 13 вниз. При этом пересечения стержней 27 и 28 прижимаются к неподвижным электродам 14 и включается сварочный ток. После приварки поперечного стержня 28 к продольным стержням 27 масло подается в полости 5 и перемещает приводы б сжатия вверх, а вместе с ними и подвижные электроды 13. При этом перемещение ограничивается упорами 19, до которых перемещаются перемычки 9. Это позволяет ограничить ход подвижных ножей 7 при сварке. Вслед за этим дается команда на привод 23 продольной подачи, который перемещает сетку на шаг. После этого цикл повторяется до полной сварки сетки. По окончании сварки приводами 16 корпусы 4 перемещаются траверсой 15 и ножи 7 и 8 выводятся на необходимую позицию отрезки. При этом корпусы 4 отходят от упоров 19, освобождая перемычки 9. В случае выполнения упоров 19 в корпусах 4 при перемещении корпусов штоки 25 отходят от стоек 18 и перемещаются пружинами 26 вправо, выводя упоры 19 из зоны перемещения перемычек 9. На позиции отрезки масло подается в полости 5 и приводь 6 сжатия перемещают вверх подвижные ножи 7, которыми отрезают продольные стержни 27. После отрезки корпусы 4 отводятся в исходное положение и осуществляется сварка очередной сетки.
Предлагаемая машина позволяет сваривать и отрезать сетки от продольных стержней, расположенных на минимальном расстоянии один от другого. Выполнение приводов сжатия в виде цилиндров одностороннего действия, у которых щтоки-плунжеры связаны между собой, позволяет производить отрезку в любом месте, что также расширяет технологические возможности машины.
Формула изобретения
Машина для контактной точечной сварки арматурных сеток, содержащая корпусы с верхними сварочными электродами и ножами, соответствующие им нижние электроды и ножи, приводы сжатия каждой пары электродов и ножей и механизм для подачи сетки на шаг, отличающаяся тем, что, с целью обеспечения изготовления сеток с малым шагом между продольными стержнями для расширения номенклатуры изготавливаемых изделий, привод сжатия каждой пары ножей установлен со стороны, противоположной приводу сжатия пары электродов, и смещен в направлении подачи сетки на шаг, при этом приводы сжатия каждой пары электродов и ножей размещены в корпусах и связаны между собой перемычками, в которых выполнены отверстия для прохода продольных стержней сетки.
,Л ,8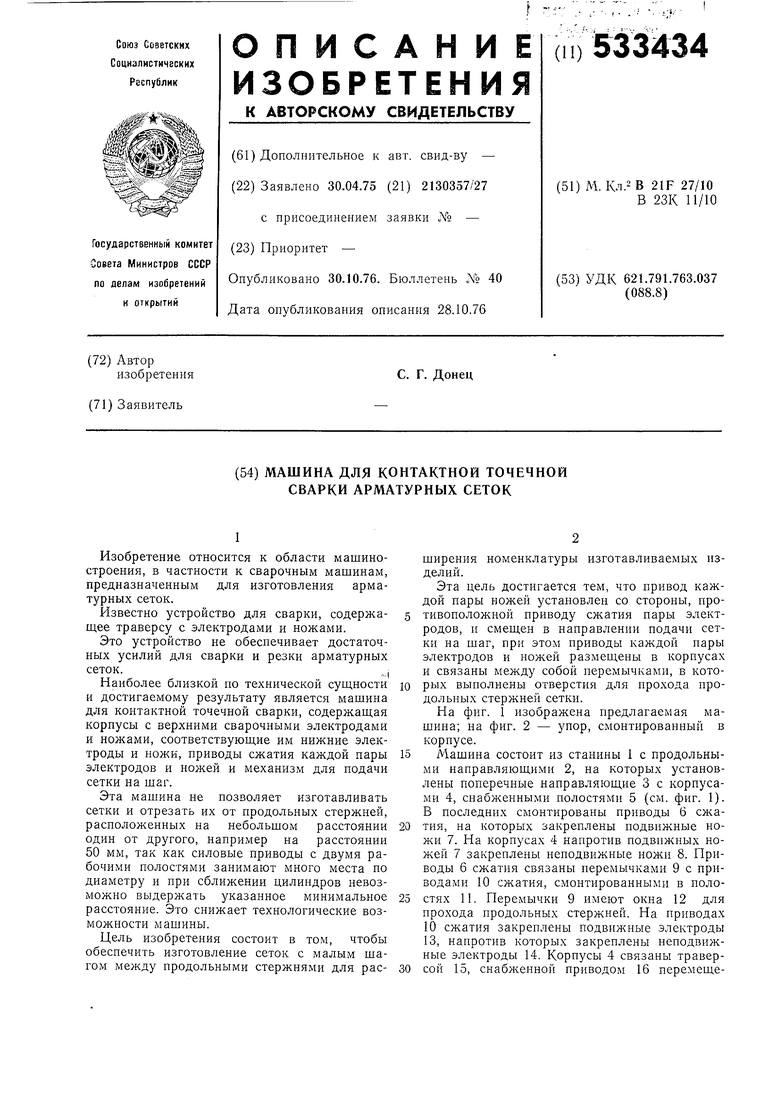
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной точности сварки арматурных сеток | 1975 |
|
SU535993A1 |
| Машина для контактной точечной сварки арматурных сеток | 1976 |
|
SU592497A1 |
| Автоматическая линия для сварки плоских сеток | 1991 |
|
SU1801071A3 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU555954A1 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU565759A1 |
| Машина для контактной точечной сварки | 1973 |
|
SU465293A1 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1055609A1 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1138276A1 |
| Устройство для сварки арматурных каркасов | 1988 |
|
SU1602647A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU435081A1 |