Фиг. 1
4:
О О5
|
СО
)0; ете1{ие относится к машиностроению и может быть использовано при обработке сферических поверхностей, например, шлифовке и полировке оптических деталей.
Цель изобретения - повышение производительности путем автоматизации про- цесса.
На фиг. 1 представлено устройство, разрез; на фиг. 2 - разрез А-А на фиг. 1.
Устройство для обработки оптических деталей состоит из упругого прижимного элемента 1, выполненного в виде разрезного двустороннего конуса, закрепленного на шпинделе 2 гайкой 3 и имеющего возможность осевого перембш,ения, дополнитель ного охватывающего элемента 4, установленного с возможностью осевого перемещения по шлицам 5 и подпружиненного пружиной 6. В кольцевую канавку 7 элемента 4 входят ролики 8 приводной вилки 9, связанной с пневмокамерой 10 и подпружиненной возвратной пружиной 11. Ле- пестки прижимного элемента 1 в процессе работы контактируют с нерабочей поверхностью инструмента 12, снабженного диском 13, при несовпадении осей инструмента 12 и обрабатываемой детали 14.
Устройство работает следующим образом.
В процессе формообразования детали устройство работает аналогично прототипу, за исключением того, что при обработке крупного изделия или блока, охватывающий элемент 4 прижимают к наружной поверхности верхней части двустороннего разрезного конуса с целью увеличения жесткости лепестков не путем предварительной ручной регулировки, а путем подачи сжатого воздуха в пневмокамеру 10, шток которой при этом нажимает на приводную вилку 9, воздействуюо ую своими роликами 8 на дополнительный охватывающий элемент 4, который при этом опускается по шлицам
А
5
0
5
0
5
5на разрезной конус, сжимая его лепестки, что позволяет регулировать жесткость лепестков путем изменения величины давления сжатого воздуха в пневмокамере 10.
По окончании обработки охватывающий элемент 4 также прижимают с помощью пневмокамеры 10 к разрезному конусу. Затем устройство вместе со шпинделем 2 отводят вверх от детали 14. При этом инструмент 12 своим диском 13 ложится на внутреннюю поверхность нижней части разрезного конуса, отрываясь от детали 14 при дальнейшем подъеме устройства. Далее сжатый воздух из пневмокамеры 10 удаляется, возвратная пружина 11 отводит вилку 9 в нсходное положение, а пружина
6возвращает охватывающий элемент 4 .в крайнее верхнее положение до упора. При необходимости сменить инструмент 12, последний подают вниз (например, захватом манипулятора). При этом диск 13 разжимает лепестки разжимного конуса, и инструмент 12 извлекается из приспособления. Для установки нового инструмента его подают вверх на приспособление, и диск 13, нажимая на закругленные края лепестков разрезного конуса 4, раздвигает последние и попадает в приспособление, самопроизвольному выпаданию его откуда препятствует упругость лепестков.
Формула изобретения
Устройство для обработки оптических деталей по авт. св. № 1281379, отличающееся тем, что, с целью повышения производительности обработки, устройство снабжено приводом и установленной с возможностью взаимодействия с ним шарнирно закрепленной вилкой, несущей дополнительный охватывающий элемент, подпружиненный относительно разрезного конуса, выполненного двусторонним.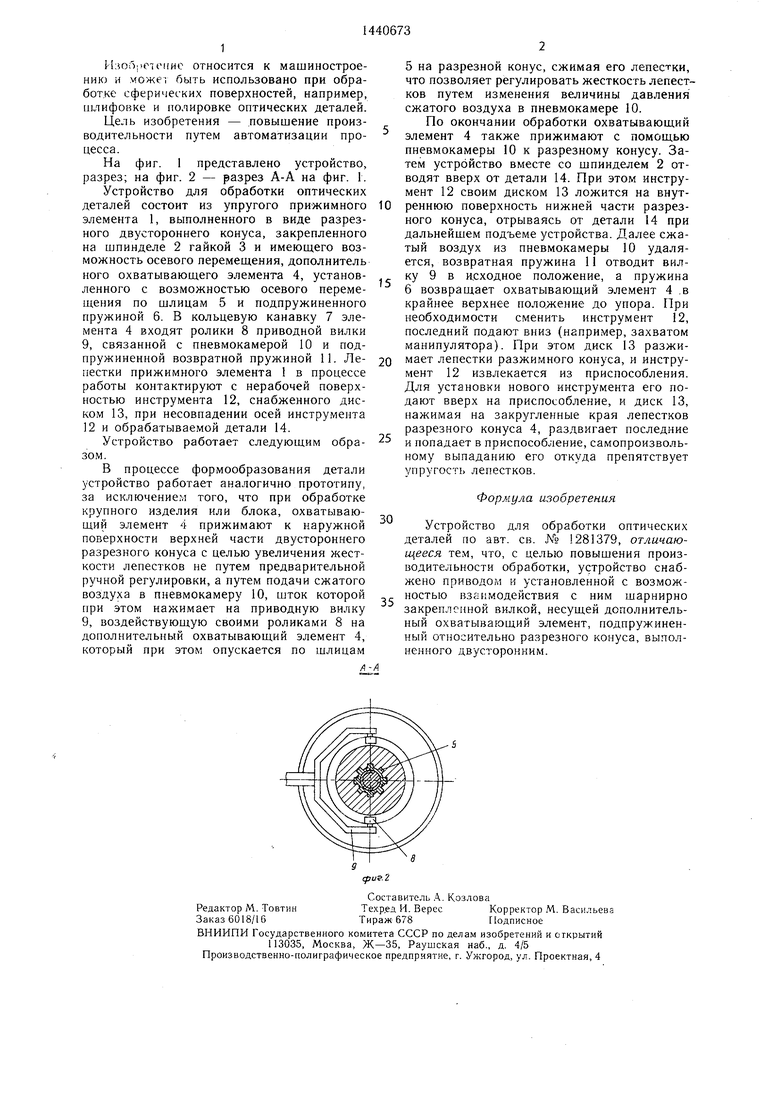
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТАНОВКИ ДЕТАЛИ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ | 2000 |
|
RU2201322C2 |
| Хонинговальная головка | 1989 |
|
SU1689045A1 |
| Способ соединения пластмассовых рукавов и устройство для его осуществления | 1990 |
|
SU1782769A1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| Устройство для обработки оптических деталей | 1985 |
|
SU1281379A1 |
| Снаряд со съемной коронкой | 1986 |
|
SU1571198A1 |
| Устройство для соединения охватываемой и охватывающей деталей посредством упругого разрезного кольца | 1983 |
|
SU1094718A1 |
| ПАКЕР ТЕХНОЛОГИЧЕСКИЙ | 2011 |
|
RU2473781C1 |
| Устройство для двусторонней обработки оптических деталей с криволинейными поверхностями | 1983 |
|
SU1140936A1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 2009 |
|
RU2423215C2 |
Изобретение относится к технологии изготозления оптических деталей, может быть использовано для обработки сферических поверхностей оптичес1сих .линз и позволяет повысить производительнос ь обработки путем автоматизации процесса. Для этого в процессе обработки крупного изделия или блока охватывающий зле.мент 4 прижимают к наружной позерхност верхней части дзустороннего разжимного конуса 1 с целью уне. пчения жесткости лепестков его путем подач сжатого воздуха в пневйокамеру 10, шток которой при этом нажимает на пркводну о вилку, воздействующую роликами на элемент 4, опускающийся при этом на конус 1. При отводе инструмента 12по окончанию обработки он своим диском 13 опирается на внутреннюю поверхность нижней части разрезного конуса 1, что позволяет отделить инструмент 12 от обработанной поверхности и удерживать его в приспособлении. Пп:: необходимости замены инструмента 12 охватывающий элемент 4 отводят вверх, удаляя сжатый воздух из пневмокамеры 10, уменьщая тем самым упругость лепестков разрезного конуса I, а инструмент 2 подают вниз (например, захватом манипулятора). При этом диск 13разжимает лепестки разрезного конуса, высвобождая .чнгтрумснт из приспособления. 2 ил. S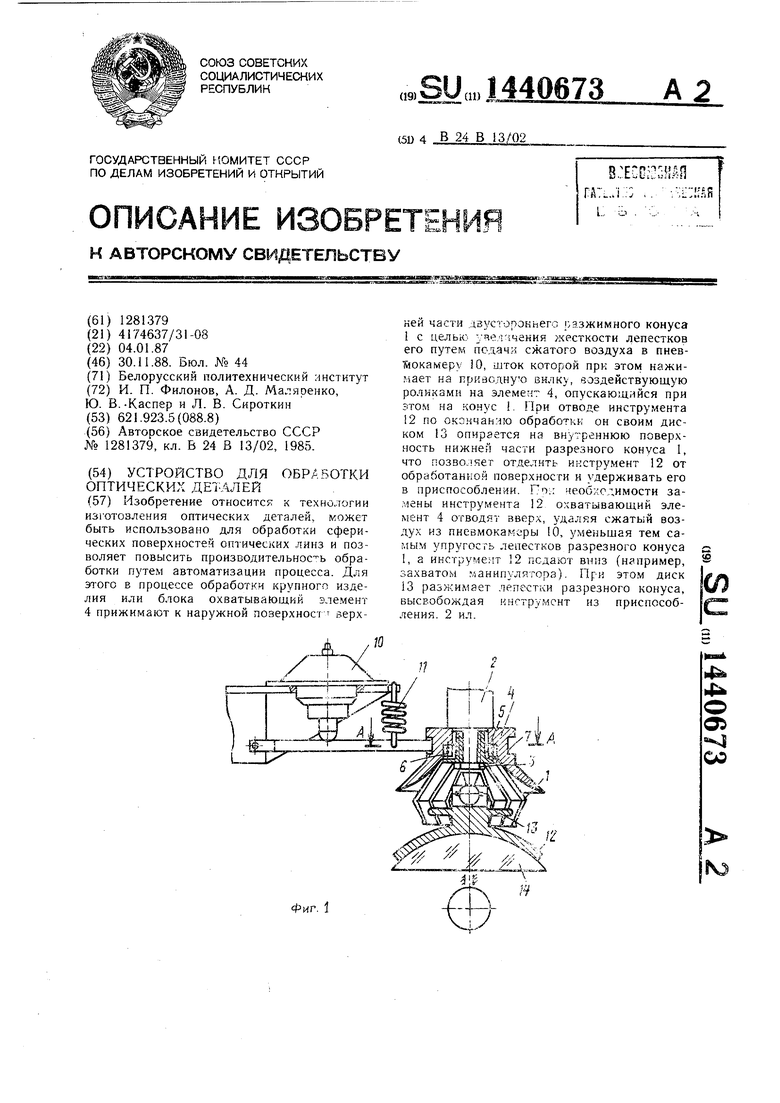
| Устройство для обработки оптических деталей | 1985 |
|
SU1281379A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
