ные датчики, на пульте оператора заго-20 мещающейся диамагнитной стрелке 17.
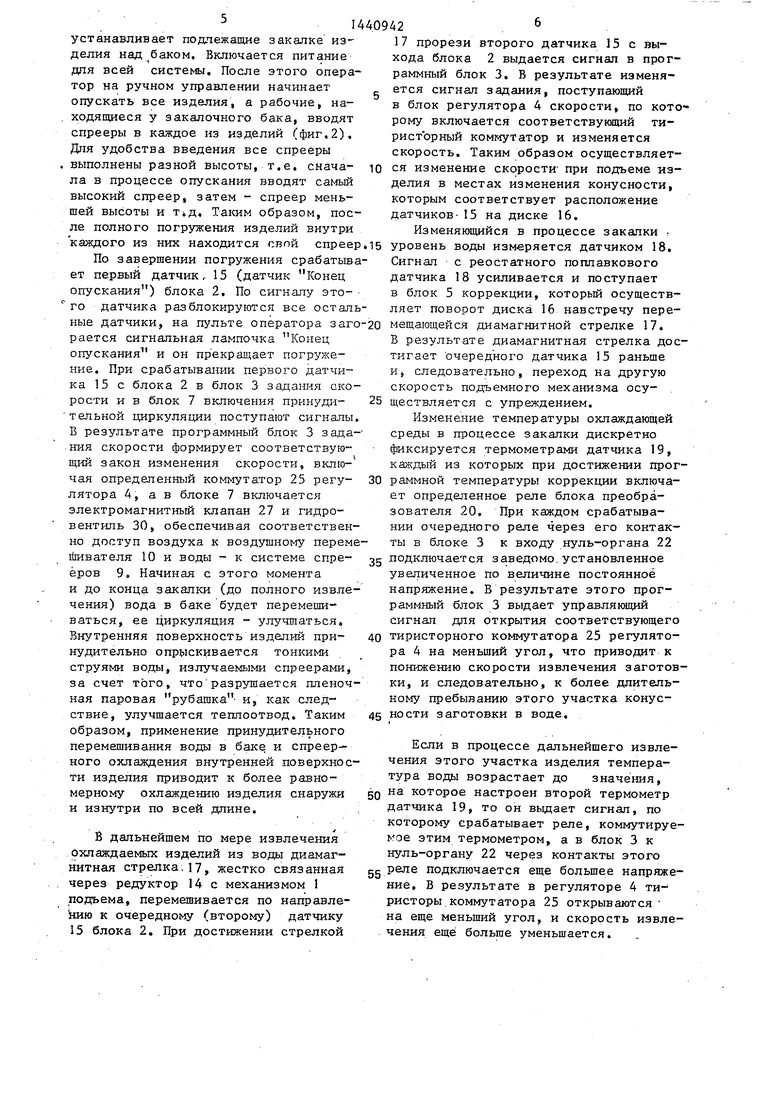
рвется сигнальная лампочка Конец опускания и он прекращает погружение. При срабатывании первого датчика 15 с блока 2 в блок 3 задания скорости и в блок 7 включения принуди тельной циркуляции поступают сигналы. В результате программный блок 3 зада- ния скорости формирует соответствующий закон изменения скорости, вклю- чая определенный коммутатор 25 регулятора 4, а в блоке 7 включается электромагнитный клапан 27 и гидровентиль 30, обеспечивая соответственно доступ воздуха к воздушному переме- йшвателя 10 и воды - к системе спре- ёров 9. Начиная с этого момента и до конца закалки (до полного извлечения) вода в баке будет перемешиваться, ее циркуляция - улучшаться. Внутренняя поверхность изделий принудительно опрыскивается тонкими струями воды, излучаемыми спреерами, за счет того, что разрушается пленочная паровая рубашка и, как следствие, улучшается теплоотвод. Таким образом, применение принудительного перемешивания воды в бак и спреер- кого охлаждения внутренней поверхности изделия приводит к более равномерному охлаждению изделия снаружи и изнутри по всей длине.
В дальнейшем по мере извлечения охлаждаемых изделий из воды диамагнитная стрелка;17, жестко связанная . через редуктор 14 с механизмом 1 подьема, перемешивается по направле- 1нию к очередному (второму) датчику 15 блока 2. При достижении стрелкой
В результате диамагнитная стрелка до тигает очередного датчика 15 раньше и, следовательно, переход на другую скорость подъемного механизма осу-
25 ществляется с упреждением.
Изменение температуры охлаждающей среды в процессе закалки дискретно фиксируется термометрами датчика 19 калсдый из которых при достижении про
30 раммной температуры коррекции включа ет определенное реле блока преобразователя 20. При каждом срабатывании очередного реле через его контак ты в блоке 3 к входу нуль-органа 22
35 подключается заведомо, установленное увеличенное по величине постоянное напряжение. Б результате этого программный блок 3 выдает управлякнций сигнал для открытия соответствующег
40 тиристорного коммутатора 25 регулято ра 4 на меньший угол, что приводит к понижению скорости извлечения загото ки, и следовательно, к более длитель ному пребыванию этого участка конус45 ности заготовки в воде.
Если в процессе дальнейшего извле чения этого участка изделия температура воды возрастает до значения,
gQ на которое настроен второй термометр датчика 19, то он вьодает сигнал, по которому срабатывает реле, коммутиру мое этим термометром, а в блок 3 к нуль-органу 22 через контакты этого
gg реле подключается еще большее напряж ние. В результате в регуляторе 4 тиристоры коммутатора 25 открываются на еще меньший угол, и скорость извл чения ещё больше уменьшается.
В результате диамагнитная стрелка достигает очередного датчика 15 раньше и, следовательно, переход на другую скорость подъемного механизма осу- .
25 ществляется с упреждением.
Изменение температуры охлаждающей среды в процессе закалки дискретно фиксируется термометрами датчика 19, калсдый из которых при достижении прог30 раммной температуры коррекции включает определенное реле блока преобразователя 20. При каждом срабатывании очередного реле через его контакты в блоке 3 к входу нуль-органа 22
35 подключается заведомо, установленное увеличенное по величине постоянное напряжение. Б результате этого программный блок 3 выдает управлякнций сигнал для открытия соответствующего
40 тиристорного коммутатора 25 регулятора 4 на меньший угол, что приводит к понижению скорости извлечения заготовки, и следовательно, к более длительному пребыванию этого участка конус45 ности заготовки в воде.
Если в процессе дальнейшего извлечения этого участка изделия температура воды возрастает до значения,
gQ на которое настроен второй термометр датчика 19, то он вьодает сигнал, по которому срабатывает реле, коммутируемое этим термометром, а в блок 3 к нуль-органу 22 через контакты этого
gg реле подключается еще большее напряжение. В результате в регуляторе 4 тиристоры коммутатора 25 открываются на еще меньший угол, и скорость извлечения ещё больше уменьшается.
от гадроЬентипя SO
аСпревра
fug.2
Воздухотпнебно- кпапана 2Ь
i
w /Q /ф
0- лBff fffff 3u7


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программной закалки длинномерных изделий | 1988 |
|
SU1548224A1 |
| Устройство для программной закалки длинномерных изделий | 1980 |
|
SU908866A2 |
| Устройство для программной закалки длинномерных изделий | 1982 |
|
SU1052554A1 |
| Устройство для программной закалки длинномерных изделий в резервуаре с изменяющимся уровнем жидкости | 1978 |
|
SU706457A1 |
| Устройство для программной закалки длинномерных изделий | 1978 |
|
SU768836A2 |
| Устройство программной закалки длинномерных изделий | 1980 |
|
SU865942A1 |
| Устройтво для программной закалки длинномерных изделий с переменной конусностью | 1976 |
|
SU585226A1 |
| Устройство для программной закалки длинномерных изделий | 1982 |
|
SU1016385A1 |
| Система для программной закалки длинномерных изделий | 1984 |
|
SU1186669A1 |
| УСТРОЙСТВО ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ В НЕСАМОСТОЯТЕЛЬНОМ РАЗРЯДЕ | 2003 |
|
RU2232207C1 |

Изобретение относится к автоматизации в металлургической промышленности и может быть использовано для закалки полых массивных длинномерных изделий. Целью изобретения является повышение качества закалки. Устройство содержит подъемный механизм 1, блок 2 датчиков конусности, регулятор 4, программный блок 3, блоки 5 и 6 коррекции по температуре к уровню, а также блок 8 принудительной циркуляции воды, содержащий систему спрееров и воздушный пе- ремешиватель. Существо изобретения заключается в том, что после опуска- ния изделия в бак с датчика 15 блока 2 на вход блока 7 включения принудительной циркуляции поступает сигнал, по которому открываются пневмо- клапан и гидровентиль, oбecпe mвaя соответственно доступ воздуха к воздушному перемешивателю 10 и воды - к спреерам 9. 6 ил. ig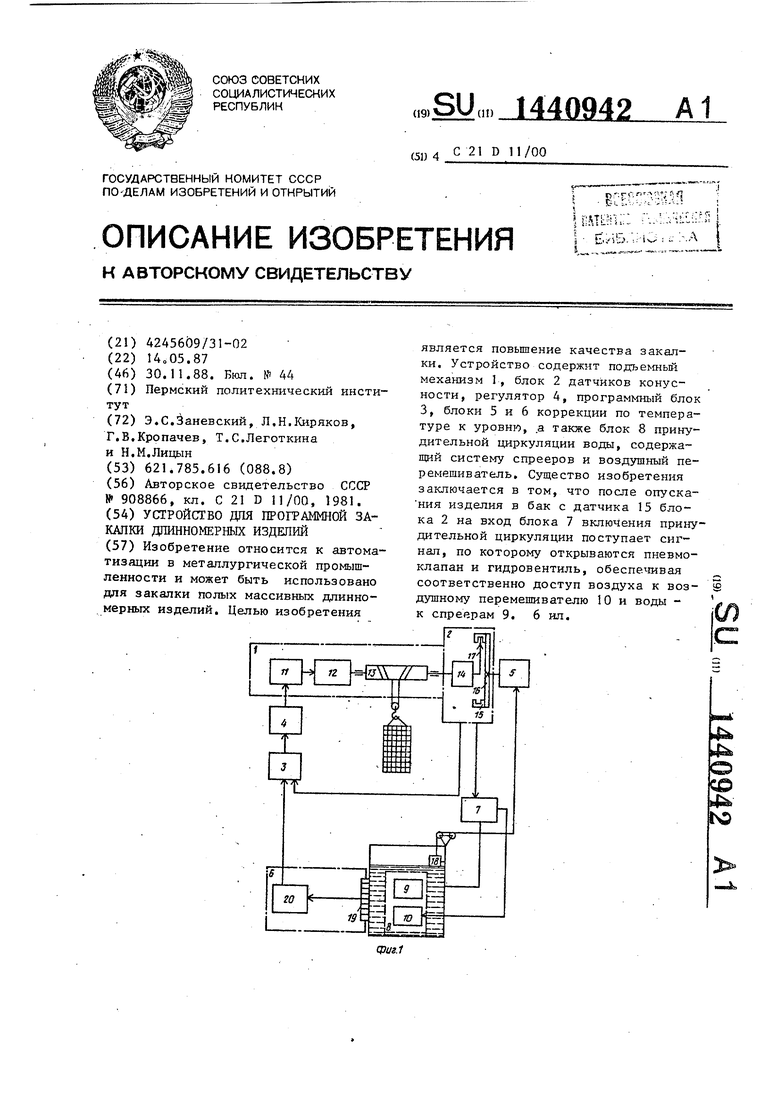
Фие.
rFtf-dtn
ti-I-;
11 Pt/ (P2pf7( n/rri
P
P2
K2
f I Т Т I
L.-.r
Воздух
28
4%
ПкЬоздушнону Вовок и j лвремеши8апш
Редактор А.Маковская
Составитель А.Абросимов Техред М.Дидык
Заказ 6145/30
Тираж 545
ВПИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
;
( Г
PK PJ
PI P3
Kl
Vt
K1
Kf
(Ki
ui
ПкЬоздушнону j лвремеши8апш
Вбпок 3,
cnpeepanl Фаг. 6
Корректор М.Пожо
Подписное
| Устройство для программной закалки длинномерных изделий | 1980 |
|
SU908866A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
