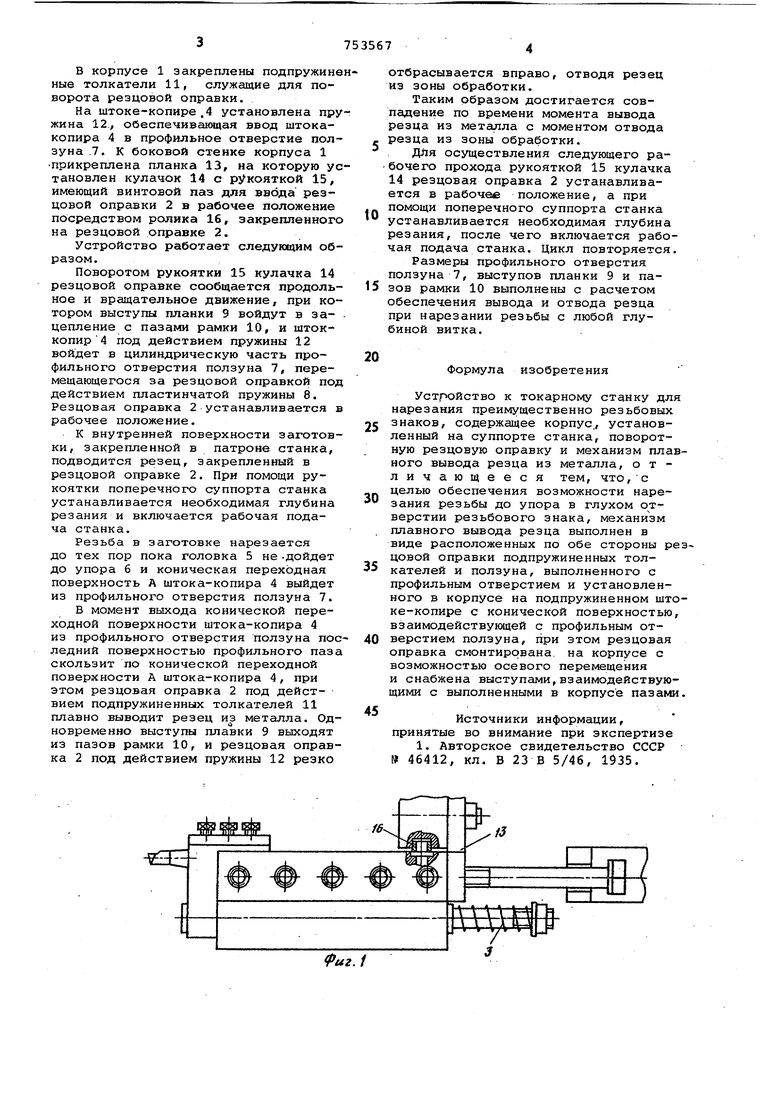
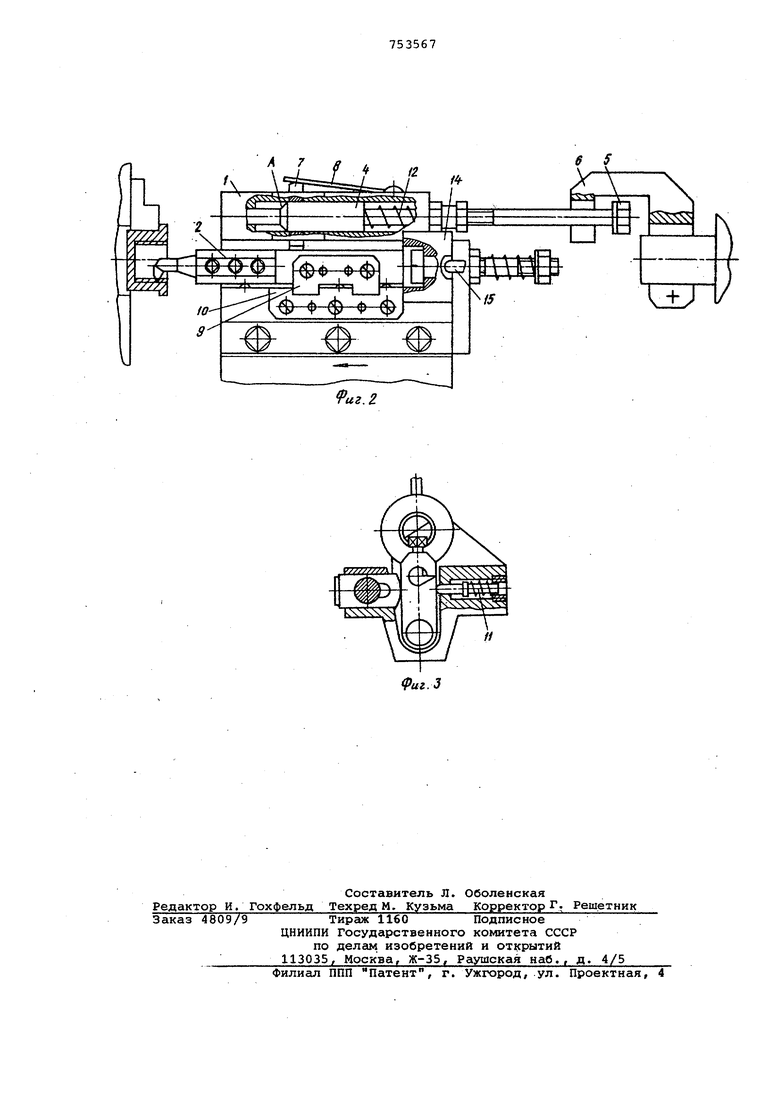
В корпусе 1 закреплены подпружиненые толкатели 11, служащие для поворота резцовой оправки.
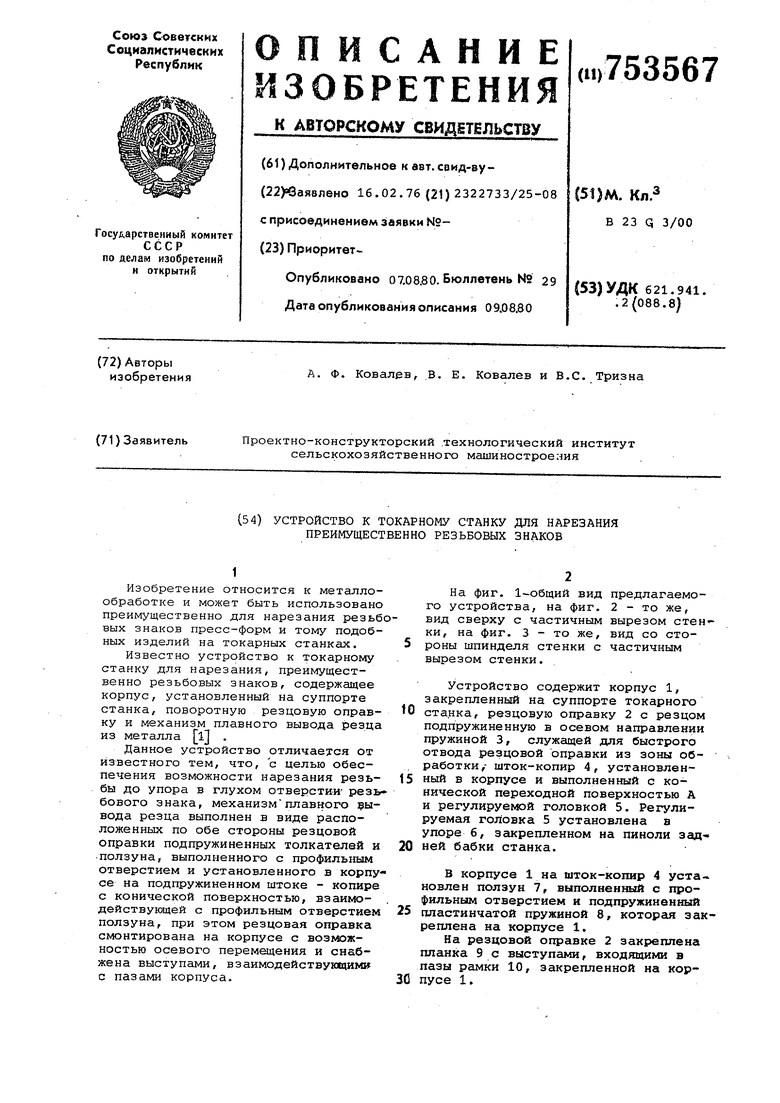
На штоке-копире .4 установлена пружина 12, обеспечиваннцая ввод штокакопира 4 в профильное отверстие ползуна .7. К боковой стенке корпуса 1 прикреплена планка 13, на которую установлен кулачок 14 с рукояткой 15, имеющий винтовой паз для ввода резцовой оправки 2 в рабочее положение посредством ролика 16, закрепленного на резцовой оправке 2.
Устройство работает следукадим образом.
Поворотом рукоятки 15 кулачка 14 резцовой оправке сообщается продольное и вращательное движение, при котором выступы планки 9 войдут в зацепление с пазами рамки 10, и штоккопир 4 под действием пружины 12 войдет в цилиндрическую часть профильного отверстия ползуна 7, перемещающегося за резцовой оправкой под действием пластинчатой пружины 8. Резцовая оправка 2 устанавливается в рабочее положение.
К внутренней поверхности заготовки, закрепленной в патроне станка, подводится резец, закрепленный в резцовой оправке 2. При помощи рукоятки поперечного суппорта станка устанавливается необходимая глубина резания и включается рабочая подача станка.
Резьба в заготовке нарезается до тех пор пока головка 5 не -дойдет до упора б и коническая переходная поверхность А штока-копира 4 выйдет из профильного отверстия ползуна 7.
В момент выхода конической переходной поверхности штока-копира 4 из профильного отверстия ползуна последний поверхностью профильного паза скользит по конической переходной поверхности А штока-копира 4, при этом резцовая оправка 2 под действием подпружиненных толкателей 11 плавно выводит резец из металла. Одновременно выступы плавки 9 выходят из пазов рамки 10, и резцовая оправка 2 под действием пружины 12 резко
отбрасывается вправо, отводя резец из зоны обработки.
Таким образом достигается совпадение по времени момента вывода резца из металла с моментом отвода резца из зоны обработки.
ДЛЯ осуществления следующего рабочего прохода рукояткой 15 кулачка 14 резцовая оправка 2 устанавливается в рабочее положение, а при помощи поперечного суппорта станка устанавливается необходимая глубина резания, после чего включается рабочая подача станка. Цикл повторяется.
Размеры профильного отверстия ползуна 7, выступов планки 9 и пазов рамки 10 выполнены с расчетом обеспечения вывода и отвода резца при нарезании резьбы с любой глубиной витка.
Формула изобретения
Устройство к токарному станку для нарезания преимущественно резьбовых знаков, содержащее корпус., установленный на суппорте станка, поворотную резцовую оправку и механизм плавного вывода резца из металла, отличающееся тем, что, с целью обеспечения возможности нарезания резьбы до упора в глухом отверстии резьбового знака, механизм плавного вывода резца выполнен в виде расположенных по обе стороны рецовой оправки подпружиненных толкателей и ползуна, выполненного с профильным отверстием и установленного в корпусе на подпружиненном штоке-копире с конической поверхностью, взаимодействующей с профильным отверстием ползуна, при зтом резцовая оправка смонтирована, на корпусе с возможностью осевого перемещения и снабжена выступами,взаимодействующими с выполненными в корпусе пазами
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 46412, кл. В 23 В 5/46, 1935.