Изобретение относится к обработке металлов давлением, в частности к оснастке для гибки листовых заготовок.
Дель изобретения - расширение технологических возможностей за счет обеспечения гибки деталей небольшой ширины и уменьшение закрытой высоты штампа.
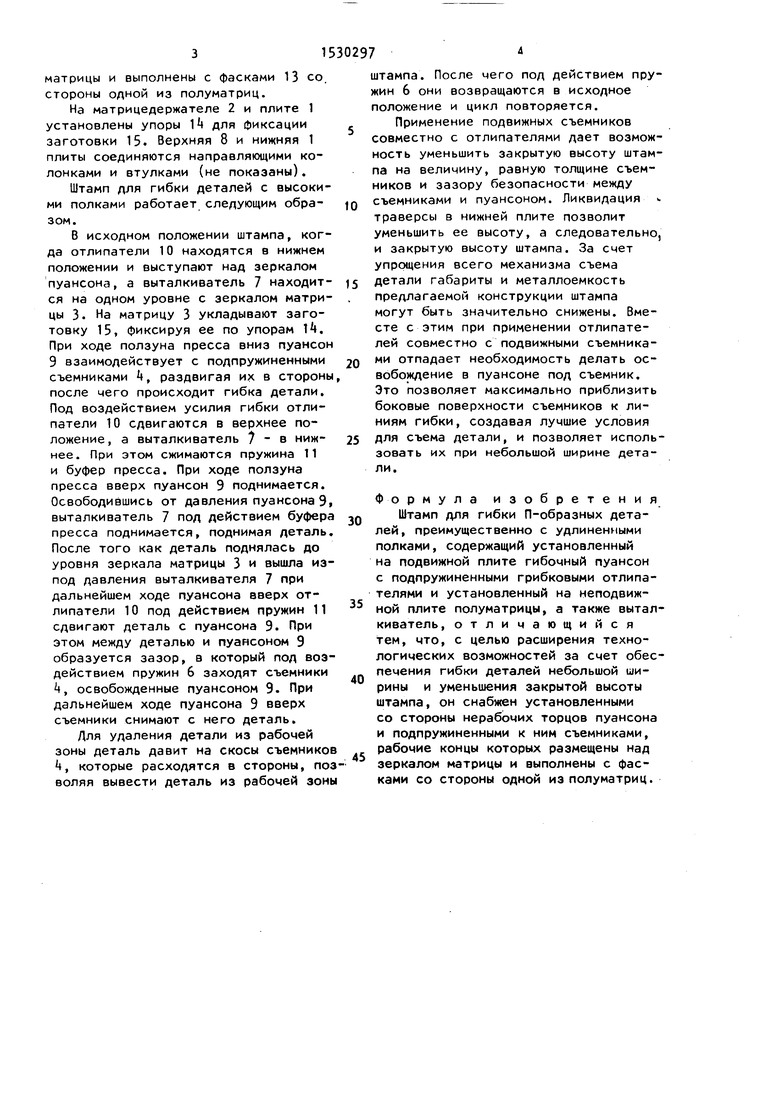
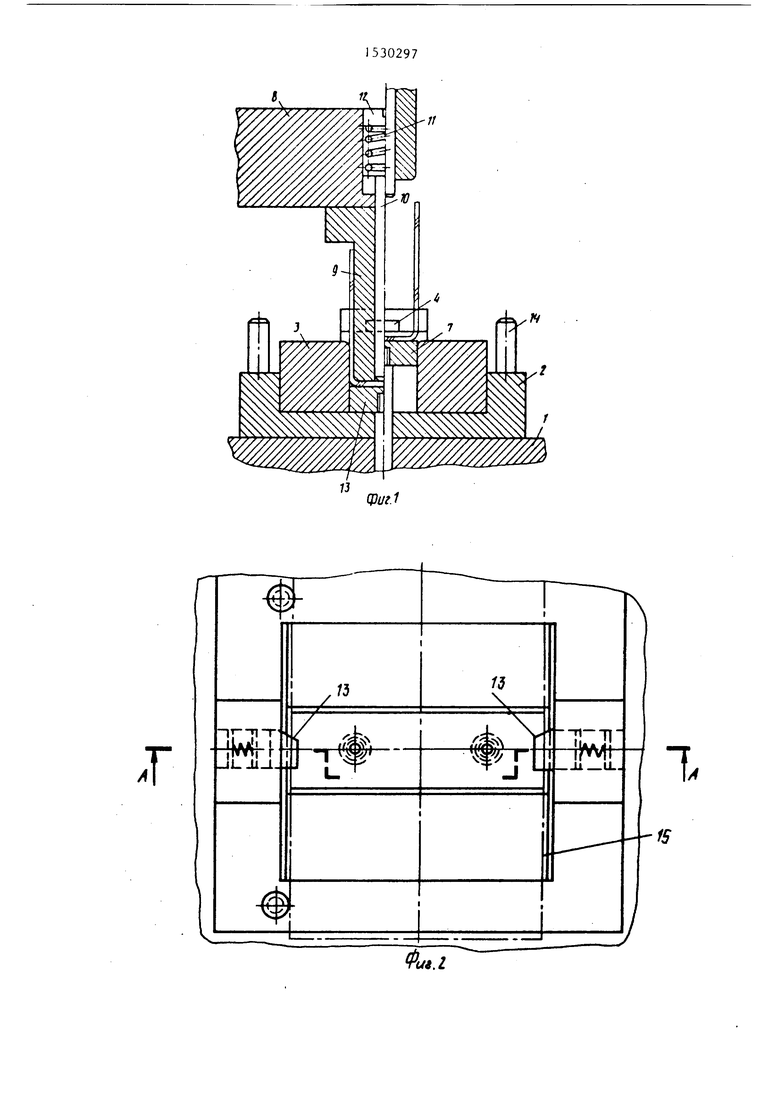
На фиг. 1 изображен гибочный штамп при крайнем нижнем положении ползуна пресса (слева) и при крайнем верхнем положении ползуна пресса (справа), поперечный разрез; на фиг. 2 - то же, при нижнем положении ползуна пресса (слева) и при промежуточном положении ползуна пресса при ходе его вверх и крайнем верхнем положении (справа), вид в плане; на фиг. 3 - разрез А-А
на фиг. 2 (гибочный штамп при нижнем положении ползуна пресса (слева) и при промежуточном положении ползуна пресса (справа) при ходе его вверх). Штамп для гибки деталей с высокими полками содержит нижнюю плиту 1, на которой крепится матрицедержатель 2 с установленными на нем матрицей 3 и съемниками (в направляющих 5) , размещенных со стороны нерабочих торцов, пружины 6 сжатия, поджимающие съемники k, выталкиватель 7, верхнюю плиту 8, к которой крепится пуансон Э, внутри которого расположены грибковые отлипатели 10, поджимаемые пружинами 11 сжатия. Для фиксации пружин 11 на плите 8 установлены пробки 12. Рабочие концы съемников расположены над зеркалом
ю
CD
со
1
матрицы и выполнены с фасками 13 стороны одной из полуматриц.
На матрицедержателе 2 и плите установлены упоры I для фиксации заготовки 15. Верхняя 8 и нижняя 1 плиты соединяются направляющими колонками и втулками (не показаны).
Штамп для гибки деталей с высокими полками работает следующим образом.
В исходном положении штампа, KOI да отлипатели 10 находятся в нижнем положении и выступают над зеркалом пуансона, а выталкиватель 7 находится на одном уровне с зеркалом матрицы 3. На матрицу 3 укладывают заготовку 15, фиксируя ее по упорам 1А. При ходе ползуна пресса вниз пуансон 9 взаимодействует с подпружиненными съемниками Ц, раздвигая их в стороны после чего происходит гибка детали. Под воздействием усилия гибки отлипатели 10 сдвигаются в верхнее положение, а выталкиватель 7 - в нижнее. При этом сжимаются пружина 11 и буфер пресса. При ходе ползуна пресса вверх пуансон 9 поднимается. Освободившись от давления пуансона 91 выталкиватель 7 под действием буфера пресса поднимается, поднимая деталь. После того как деталь поднялась до уровня зеркала матрицы 3 и вышла из- под давления выталкивателя 7 при дальнейшем ходе пуансона вверх отлипатели 10 под действием пружин 11 сдвигают деталь с пуансона 9. При этом между деталью и пуансоном 9 образуется зазор, в который под воздействием пружин 6 заходят съемники , освобожденные пуансоном 9. При дальнейшем ходе пуансона 9 вверх съемники снимают с него деталь.
Для удаления детали из рабочей зоны деталь давит на скосы съемников 4, которые расходятся в стороны, позволяя вывести деталь из рабочей зоны
5
0
5
0
5
0
5
штампа. После чего под действием пружин 6 они возвращаются в исходное положение и цикл повторяется.
Применение подвижных съемников совместно с отлипателями дает возможность уменьшить закрытую высоту штампа на величину, равную толщине съемников и зазору безопасности между съемниками и пуансоном. Ликвидация . траверсы в нижней плите позволит уменьшить ее высоту, а следовательно, и закрытую высоту штампа. За счет упрощения всего механизма съема детали габариты и металлоемкость предлагаемой конструкции штампа могут быть значительно снижены. Вместе с этим при применении отлипате- лей совместно с подвижными съемниками отпадает необходимость делать освобождение в пуансоне под съемник. Это позволяет максимально приблизить боковые поверхности съемников к линиям гибки, создавая лучшие условия для съема детали, и позволяет использовать их при небольшой ширине детали.
Ф о рмула изобретения
Штамп для гибки П-образных деталей, преимущественно с удлиненными полками, содержащий установленный на подвижной плите гибочный пуансон с подпружиненными грибковыми отлипателями и установленный на неподвижной плите полуматрицы, а также выталкиватель , отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения гибки деталей небольшой ширины и уменьшения закрытой высоты штампа, он снабжен установленными со стороны нерабочих торцов пуансона и подпружиненными к ним съемниками, рабочие концы которых размещены над зеркалом матрицы и выполнены с фасками со стороны одной из полуматриц.
Ц)иг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибочный штамп | 1983 |
|
SU1162524A1 |
| Гибочный штамп для изготовления П-образных деталей | 1991 |
|
SU1803227A1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| Штамп для многопереходной штамповки | 1987 |
|
SU1480935A1 |
| Комбинированный штамп для получения деталей из штучных листовых заготовок | 1989 |
|
SU1694284A1 |
| Штамп для отгибки кромок | 1984 |
|
SU1191140A1 |
| Штамп для гибки П-образных изделий из листовых штучных заготовок | 1985 |
|
SU1318324A1 |
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Штамп для отгибки кромок на листовой заготовке на 180 @ | 1987 |
|
SU1489886A1 |
Изобретение относится к обработке металлов давление, в частности к оснастке для гибки листовых заготовок. Цель изобретения - расширение технологических возможностей за счет обеспечения гибки деталей небольшой ширины и уменьшение закрытой высоты штампа. Штамп содержит установленные в отверстиях пуансона (П) 9 отлипатели 10 и подпружиненные к нерабочим торцам П 9 съемники 4 с фасками на рабочем конце для облегчения удаления детали. После гибки при подъеме П 9 и выталкивателя 7 на уровень зеркала матрицы отлипатели 10 отрывают деталь от П 9, а съемники 4 обеспечивают ее съем. Совместное применение подвижных съемников и отлипателей исключает необходимость делать поднутрения в П 9, чем создаются лучшие условия для гибки и съема. 3 ил.
/
/3
и
1Л.
-flit 5г
trrr
/J
-п
1М
..4
И/, г
Фиг.
| Скворцов Т.Д | |||
| Основы конструирования штампов для холодной листовой штамповки | |||
| - М.: Машиностроение, 1972, с.230-231, фиг.197. |
