11
Изобретение относится к обработке металлов давлением и может быть использовано для управления процессом объемной штамповки на кузнечно-штам- повочном оборудовании, например на штамповочных молотах.
Цель изобретения - повьппение качества, точности получаемых деталей нестойкости инструмента.
Изобретение представлено чертежом
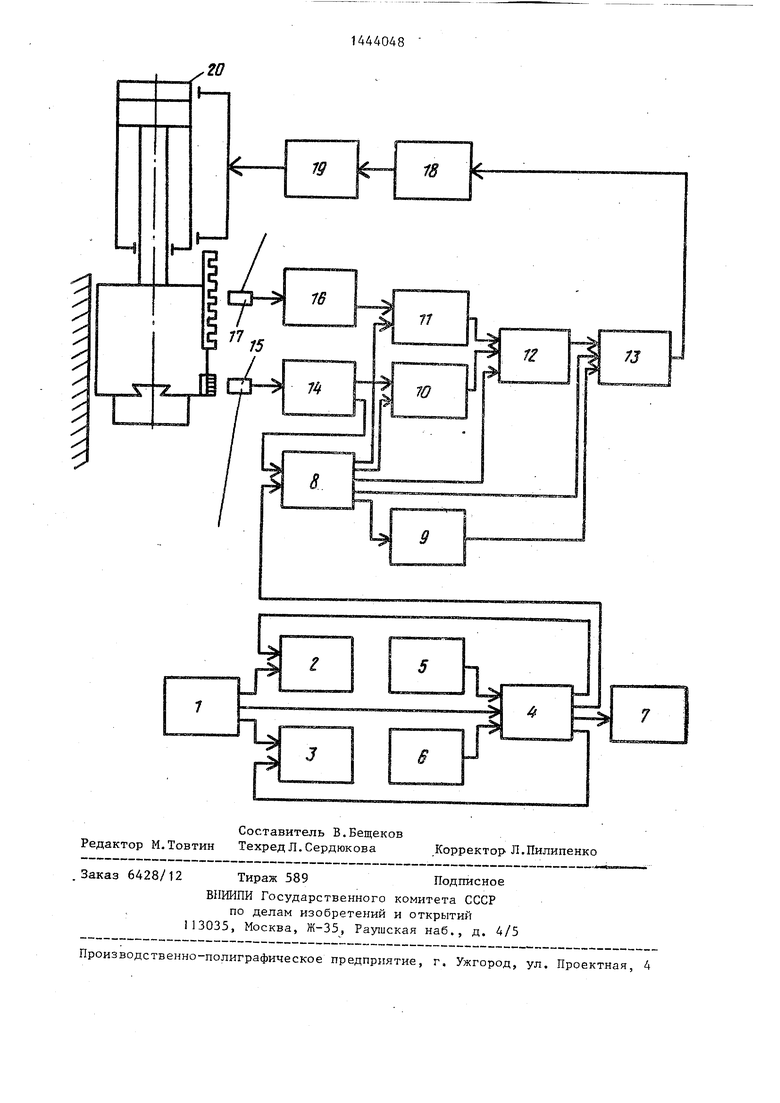
Система управления к устройству для объемной штамповки состоит из блока задания исходных данных 1, выходы которого соединены с соответст- вующими входами блока управления упором 2, блока управления температурой нагрева заготовок 3 и блока сравнения параметров заготовок 4, При этом другие входы последнего связаны, соответственно, с выходами блока вычисления объема заготовок 5 и блока вычисления температуры заго
товок 6- а выходы
с соответствующиустройством 13 соединен с выходом блока управления подачей заготовок 9. Выход исполнительного блока 18 связан с входом распределительного устройства 19, соединенного с приводом кузнечной машины 20.
Система упрарления работает следующим образом.
Перед началом цикла все блоки системы приведены в исходное состояние. В блок задания исходных данных 1 введены исходные размеры заготовок температура их нагрева, механические свойства материала заготовок и допустимые отклонения перечисленных параметров, В блок вычисления цикла штамповки 8 введены необходимые для управления процессом объемной штамповки параметры технологического цикла - количество ударов, значение энергии по ударам, изменение высоты заготовок по ударам, а также изменение этих параметров в зависимости

| название | год | авторы | номер документа |
|---|---|---|---|
| КРИВОШИПНЫЙ ПРЕСС | 2005 |
|
RU2308376C2 |
| Система управления молотом | 1986 |
|
SU1391793A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| Система управления прессом | 1988 |
|
SU1620329A2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ МЕЛЮЩИХ ШАРОВ И ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ СТАЛЬНЫХ МЕЛЮЩИХ ШАРОВ | 2011 |
|
RU2465978C1 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХЗАГОТОВОК | 1969 |
|
SU245522A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| СПОСОБ КОВКИ В ШТАМПАХ И КУЗНЕЧНОЕ УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2004 |
|
RU2374024C2 |
| ПОЛЗУН КРИВОШИПНОГО ПРЕССА | 1998 |
|
RU2156188C2 |
Изобретение относится к обработке металлов давлением и может быть использовано для управления процессом объемной штамповки на кузнечно- штамповочном оборудовании. Цель изобретения - повьшение качества, точности получаемых деталей и увеличение стойкости ийстрзпмента. При поступлении команд из блока задания исходных данных в блок управления устройством резки и блок управления температурой нагрева начинается цикл штамповки. Информация о фактических значениях объема и температуры заготовки из блока вычисления объема заготовок и блока вычисления температуры заготовок передается в блок сравнения параметров заготовок, где сравнивается с заданными значениями этих величин. Если значения указанных контролируемых параметров выйдут за пределы допустимых величин, то по команде, поступающей из блока сравнения параметров заготовок в блок управления устройством отбраковки, заготовка отбраковывается, а параметры, вьшедшие за допустимые пределы, корректируются. В противном случае информация о значениях температуры и объема заготовки поступает с блок вычисления цикла штамповки. Из последнего подаются команды в блок управления подачей заготовки и в блок управления распределительным устройством. После переноса заготовки на позицию штамповки из блока управления распределительным устройством в исполнительньй блок поступает команда на переключение элементов распрелительного устройства. Привод кузнечной машины соединяется с источником энергоносителя, и осуществляется рабочий ход. Система управления позволяет уточнять энергию удара кузнечной машины с учетом колебаний механических свойств материала и параметров энергоносителя. Для этого она снабжена датчиком контроля скорости, датчиком контроля высоты заготовок и совокупностью функциональных блоков: вычисления параметров машины, сравнения энергии ударов, вычисления высоты заготовок, сравнения высоты заготовок. При этом исключается возможность попадания в полость штампа холодной, перегретой или немерной заготовки. 1 ил. Ф л 4i о 4 00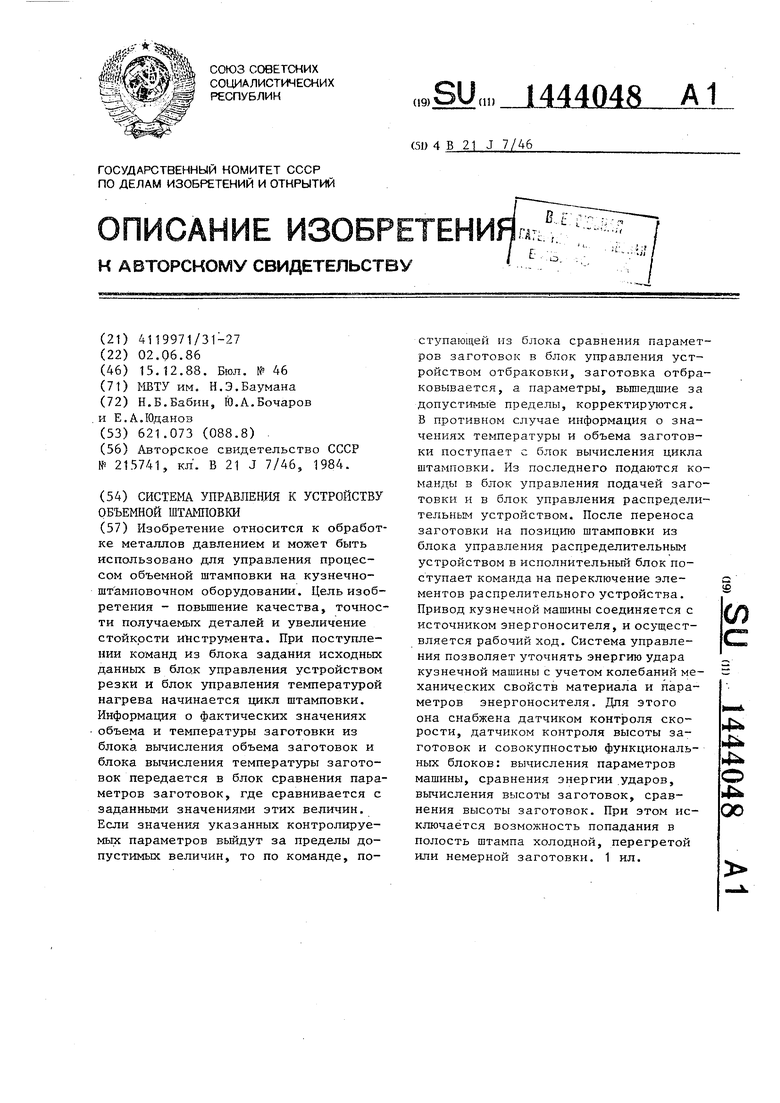
ми входами блока управления устройст- 25 от конкретного состояния заготовки вом резки заготовок 2, блока управления устройством нагрева заготовок 3, блока управления устройством отбраковки 7 и блока вычисления цикла штамповки 8, Выходы последнего соеди-30 риментально или расчетным путем и
ее температуры и объема. Зависимос изменения параметров технологическ го цикла от температуры и объема з готовок может быть определена эксп
нены, соответственно, с входами блока управления подачей заготовок 9, блока сравнения высоты заготовок 10, блока-сравнения энергии ударов 11, блока определения энергии ударов 12 и блока управления распределительны устройством 13 5 а другой вход блока задания цикла штамповк - связан с одним из выходов блока вычисления высоты заготовок 14. Другой вход блока сравнения высоты заготовок 10 связан с соответствую цим выходом блока вычисления высоты заготовок 15. Выход блока сравнения высоты заготовок 10 подключен к одному из входов блока определения энергии ударов 12, другой вход которого связан с выходом блока сравнения энергии ударов 11, соединенного одним из входов с выходом блока вычисления скорости 16 кузнечной машины. Вход последнего подключен к выходу датчика контроля скорости кузнечной машины 17, Выход блока определения энергии ударов 12 связан с входом блока управления расгфе- делительнь м устройством 13, соединенного с одним из входов исполнительного блока 18. При этом другой вход блока управления распредлительным
риментально или расчетным путем и
ее температуры и объема. Зависимость изменения параметров технологического цикла от температуры и объема заготовок может быть определена экспе5
0
5
0
5
введена в блок вычисления цикла штамповки 8, например, с схем сравнения, когда каждому интервалу изменения параметров заготовки соответствуют определенные коэффициенты уточнения количества ударов, значений энергий по ударам, изменения высоты заготовок по ударам.
В блок вычисления цикла штамповки 8 введены также граничные условия окончания штамповки в одном ручье и переноса в следующий ручей и конечная высота заготовки (поковки), а также коэффициенты уточнения .энергии следующего удара, определявмь е, как и коэффициенты уточнения параметров цикла штамповки, экспериментально или расчетным путем.
Рабочие органы кузнечной машины приведены в исходное положение.
Цикл штамповки начинается подачей команд из блока задания исходнь х данных 1 в блок управления упором 2 и блок управления температурой нагрева 3 на резку заданной заготовки и ее нагрев до заданной температуры. Объем отрезанной заготовки определяется в блоке вычисления объема заготовок 5, измерительный орган которого (на
блок - схеме не показан) может быть выполнен, например, в ви,це двух соеноидов, в одном ив которых помещена эталонная заготовка, а в другор - измеряемая.
Температура нагрева заготовки фикируется в блоке вычисления темперауры заготовок 6, измеряющим органом оторого (блок не показан) может являться, например, датчик типа ФСК, Информация о фактических значениях объема и температуры заготовки из блока вычисления объема заготовок 5 и блока вычисления температуры заготовок 6 передается в блок сравнения параметров заготовок 7, где сравнивается с заданными значениями этих величин, поступающими из блока задания исходных даггных 1 . Если температура заготовки или ее объем, или и то, и другое, вр 1йдут за пределы допустимых значений, то из блока сравнения параметров заготовки 4 поступают команды: в блок управления уст- poiicTBOM отбраковки 7 для отбраковки такой загртовки, в блок управления устройством резки заготовок 2 и в блок управления устройством нагрева заготовок 3 - для корректировки параметров заготовки, вышедших за пределы допустимых значений. Если е температура нагрева заготовки и ее размеры находятся в интервале опустимых значений, то из блока сравнения параметров заготовок 4 информация об их значениях поступает в блок вычисления цикла штамповки 8. В блоке вычисления цикла штамповки 8 с учетом конкретных значений параметров поступающей заготовки, с помощью схем сравнения определяются параметры цикла штамповки (значение требуемой энергии по ударам, высота заготовки после каждого удара, число ударов). Из блока вычисления цикла штамповки 8 подается команда в блок управления подачей заготовок 9 на перенос заготовки в штамп для деформирования (робот - манипулятор на блок - схеме не показан). Одновременно из блока вычисления цикла штамповки 8 в блок управления распределительным устройством 13 передается значение энергии ,первого удара. После переноса заготовки в штамп из блока управления подачей заготовок 9 на соответствзтащий вход блока управления распределительным
0
5
устройством 13 подается сигнал на разрешение рабочего хода. В блоке управления распределительным устройством 13, по значению энергии удара, поступившему из блока вычисления цикла штамповки 8, определяется необходимая для получения заданной энергии удара последовательность положений элементов распределительного устройства 19, например, золотника или клапанов, и время пауз между этими положениями. Для штамповочных молотов, например, различные значения энергии удара можно получить изменением величины времени задержки золотника в верхнем положении, когда верхняя полость рабочего цилиндра соединена с источником энергоносителя. При этом ка;здому значени о энергии удара соответствует определенная величина времени зaдepжJчИ, которая определяется в блоке управления распределительным устройством 13. Fla основании иостз пивших из блока управления распределительным устройством 13 сигналов исполнительньй блок 18 осуществляет переключение элементов распределительного устройства 19 (например, золотника или клапанов) и совершается рабочий ход. После осуществления первого рабочего хода, с одного из выходов блока вычисления скорости кузнечной машины 16, вход которого связан с датчиком контроля скорости кузнечной машины 17, на вход блока сравнения энергии удров 11 поступает сигнал о фактическом значении эффектной энергии кузнечной
0 машины перед ударом. Задающий орган датчика контроля кинематических параметров кузнечной машины может быть вьшолнен, например, в виде зубчатой рейки, установленной на ударной мас5 се кузнечной машины. Значение эффективной энергии в блоке вычисления скорости кузнечной машины 16 может быть определено по формуле
5
0
5
50
Тэ m V2/2.,
где m V
5
-ударная масса;
-скорость ударной массы, определяемая, например, по числу импульсов, поступающих с зубчатой рейки за контрольные промежутки времени.
В результате сравнения фактического значения энергии удара и заданного значения, поступающего из блока вычисления цикла штамповки 8,, в блоке сравнения энергии ударов 11, определяется коэффициент корректировки энергии., который поступает на один из входов блока определения энергии ударов 12. Аналогично в блоке сравнения, высоты заготовок 10 сравнивается фактическая высота заготовки, информация о которой поступает с блока вычисления высоты заготовок 14, соединенного с датчиком контроля высоты заготовок 15, с заданной высотой, значение которой поступает с блока вычисления цикла штамповки 8.
Датчик контроля высоты заготовок 15 может быть выполнен, например. в виде магнитной головки, установленной на станине кузнечной машины, вза- 2о в блок управления роботок-манипулятором 9 поступает команда на пере нос заготовки в следзлощий ручей шта па. СигналJ поступающий-, из блока уп равления подачей заготовок 9 на оди из входов блока, управления раслреде литёльньщ З стройстзом 13, запрещает нанесение следующего удара до окончания переноса заготовки.. После око чания штамповки во всех ручьях штам па из блока вычисления цикла штампо К.К 8 поступает комадца в блок управ ления подачей заготовок 9 на удален отштампованной поковки и подачу нов заготовки5 значения температуры на- грева и объема которой уже. поступ ш в блок вычисления цикла штамповки 8 Начинается цикл штамповки для второ заготовки. ТакиаМ образом можно штам повать любую партию поковок. Для штамповки, поковок другой но1 ;енклату ры необходимо в блок задания исходных данных 1 и блок вычисления цикл штамповки 8 ввести соответствующие параметры, заготовок .и цикла штампов ки.
имодеиствующеи с задатчиком импульсов, выполненньЕ в виде набора чередующихся пластин из магнитного и немагнитного материала. Задатчик импульсов устанавливается на рабочем органе кузнечной маишны, С выхода блока сравнения высоты заготовок 10,, в результате сравнения действительной и заданной высот заготовки, на один из входов блока определения энергии ударов 12 поступает значение второго коэффициента корректировки энергии удара Значение коэф(Ьициен- тов коррективроки энергии удара,, поступающие с блока сравнения энергии ударов 11 и с блока сравнения высоты заготовок 10 в блок определе- ння энергии ударов 12, могут определяться, например, как отношение дай- ствительньпс значений параметров к заданным. На основании коэффициентов корректировки, в блоке определения энергии ударов 12, уточняется значение энергии следующего удара, поступившее из- блока вычисления цикла штамповки 8о Уточнение осул.(ествля ется следз ощим образом. Определенным интервалом изменений коэффициентов корректировки соответствует опреде-- ленный коэффициент уточнения энергии удз-ра, значение которого передается н блок определения ударов 12 из блока вычисления цикла штамповки 8„ Значение энергии следующего удара умножается на коэффициент уточнения экер- гии ударов, блок сравнения высоты
о50 ,,
гии удара, определенный, например, заготовок, блок управления распрепри помощи схем сравнения по значе- делительным устройством; блок управ- ниям коэффициентов корректировки. ления подачей заготовок, блок задаУточненное значение энергии следую
щего удара из блока определения энерг: гни удара 14 поступает на один из входов бло.ка управления распределительным устройством 13. Далее, как и для предыдущего удараj определяется последовательность положений элементов распределительного устройства 19 и время пауз меясду этш-ш положениями и совершается следутащий рабочий ход.
Штамповка в каждом ручье штампа осутцествляется до заданной в блоке вычисления цикла штамповки 8 высоты заготовки, для чего вход этого блока связан с одним из выходов блока вычисления высоты заготовок. После окончания штамповки в одном ручье из блока вычисления цикла штамповки
в блок управления роботок-манипу
лятором 9 поступает команда на перенос заготовки в следзлощий ручей штампа. СигналJ поступающий-, из блока управления подачей заготовок 9 на один из входов блока, управления раслреде- литёльньщ З стройстзом 13, запрещает, нанесение следующего удара до окончания переноса заготовки.. После окончания штамповки во всех ручьях штампа из блока вычисления цикла штампов- К.К 8 поступает комадца в блок управления подачей заготовок 9 на удаление отштампованной поковки и подачу новой заготовки5 значения температуры на- грева и объема которой уже. поступ ши в блок вычисления цикла штамповки 8. Начинается цикл штамповки для второй заготовки. ТакиаМ образом можно штамповать любую партию поковок. Для штамповки, поковок другой но1 ;енклату- ры необходимо в блок задания исходных данных 1 и блок вычисления цикла штамповки 8 ввести соответствующие параметры, заготовок .и цикла штамповки.
Формула изобретения
Система управления к устройству, объемной И1тамповки5 содержащая датчик контроля скорости, блок вычисления скорости, датчик контроля вы- 1.,оты заготовок, блок вычисления высоты заготовок, блок сравнения энер-
ния исходных данных, блок управления
71
упором, блок управления температурой нагрева, блок вычисления объема заготовок, блок вычисления температуры заготовок, блок управления устройством отбраковки, отличающаяся тем, что, с целью повьппе- ния качества, точности получаемых деталей и стойкости инструмента, она снабжена многоканальным блоком сравнения параметров заготовок, блоком вычисления цикла штамповки, блоком определения энергии ударов, при этом один из входов блока .сравнения параметров заготовок связан с Выходом блока вычисления объема заготовок, другой вход связан с одним из выходов блока задания исходных данных, третий вход связан с выходом блока вычисления температуры заготовок, а один из выходов блока сравнения параметров заготовок соединен с одним из входов блока управления упором, другой выход - с одним из вхо44048
дов блока управления температурой, третий - с входом блока управления устройством отбраковки, четвертый - с одним из входов блока вычисления цикла штамповки, другой вход которого связан с выходом блока вычисления высоты заготовок, а один из выходов соединен с входом блока сравнения
Q энергии ударов, другой выход блока вычисления цикла штамповки связан с входом блока сравнения высоты заготовок, третий - с одним из входов блока управления распределительным 5 устройством, четвертый - с входом блока управления подачей заготовок, пятый - с одним из входов блока опреде-. ления энергии ударов, другой вход которого соединен с выходом блока сравне- 20 ния энергии ударов, третий - с входом блока сравнения высоты заготовок, а выход связан с одним из входов блока управления распределительным устройством.
J
п
U
7