31496902 , 4
частях 4 запрессованы шпильки 15, ко- тактируют с торцами пазов, чем и до- торые за счет размещения их в каждом стирается поочередный выход из моде- стержне 2 со смещением относительно пи 14 формообразующих частей 4 стерж- предыдущего размещения поочередно кон-с ней 2. 4 ил.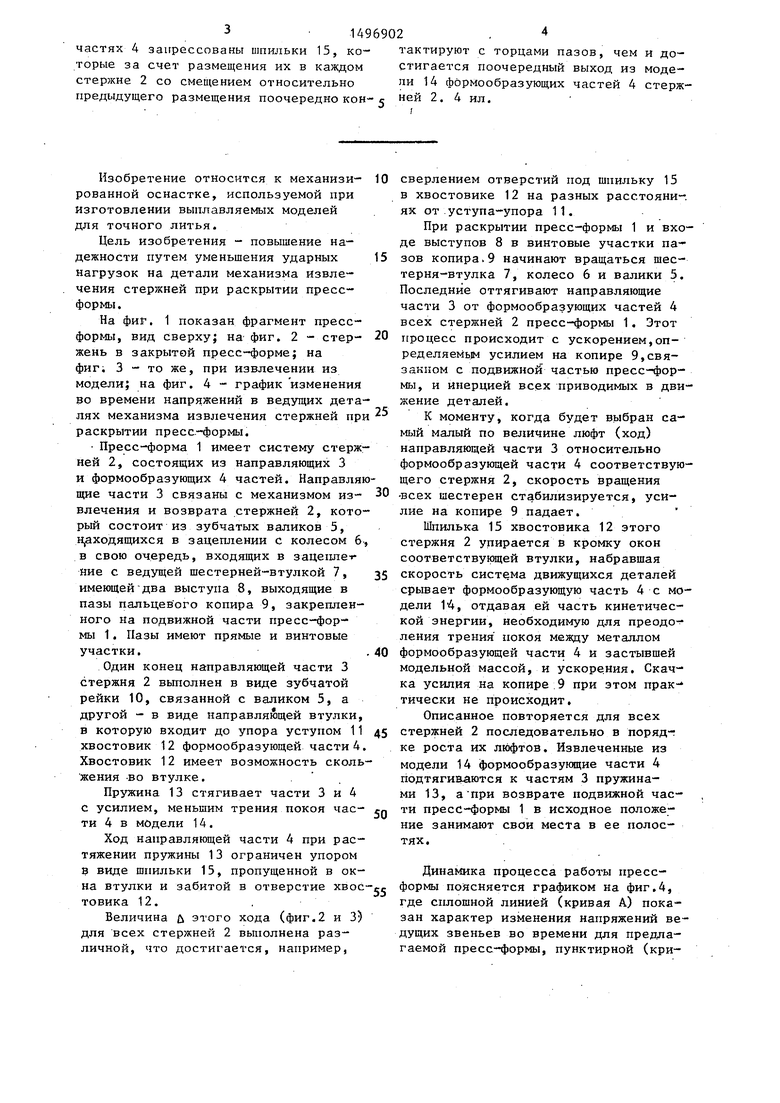
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей, преимущественно резьбовых колпачков | 1988 |
|
SU1599155A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ СТЕРЖНЕЙ В ПРЕСС-ФОРМАХ | 1972 |
|
SU433955A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ ОТЛИВОК С ВНУТРЕННЕЙ РЕЗЬБОЙ | 1999 |
|
RU2164837C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 1989 |
|
RU2017558C1 |
| МАШИНА ДЛЯ КОМПРЕССИОННОГО ФОРМОВАНИЯ КРЫШЕК | 2006 |
|
RU2412808C2 |
| Пресс-форма для изготовления выплавляемых моделей с поднутрением | 1983 |
|
SU1171184A1 |
| Литейная оснастка преимущественно для формовки цельнолитых секторов пресс-форм | 1983 |
|
SU1186354A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЭЛАСТИЧНОЙ СРЕДОЙ ЛИСТОВЫХ ДЕТАЛЕЙ С ЭЛЕМЕНТАМИ ТИПА "ПОДСЕЧКА" | 2017 |
|
RU2684130C1 |
| ПАКЕТ ФОРМООБРАЗУЮЩИХ ЭЛЕМЕНТОВ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ РАБОЧИХ ОРГАНОВ ЦЕНТРОБЕЖНЫХ НАСОСОВ | 2010 |
|
RU2440867C1 |
| Устройство для перемещения стержней в прессформах | 1967 |
|
SU251157A1 |
Изобретение относится к механизированной оснастке, используемой при изготовлении выплавляемых моделей для точного литья. Целью изобретения является повышение надежности за счет уменьшения ударных нагрузок на детали механизма извлечения стержней при раскрытии пресс-формы. В пресс-форме стержни 2 выполнены разрезными с возможностью поочередного взаимодействия их формообразующих частей 4 с помощью пружины 13 с механизмом извлечения стержней из модели 14. Для этого в направляющих частях 3 стержней 2 выполнены пазы, а в формообразующих частях 4 запрессованы шпильки 15, которые за счет размещения их в каждом стержне 2 со смещением относительно предыдущего размещения поочередно контактируют с торцами пазов, чем и достигается поочередный выход из модели 14 формообразующих частей 4 стержней 2. 4 ил.
Изобретение относится к механизи- рованной оснастке, используемой при Изготовлении выплавляемых моделей для точного литья.
Цель изобретения - повышение надежности путем уменьшения ударных нагрузок на детали механизма извлечения стержней при раскрытии пресс- формы.
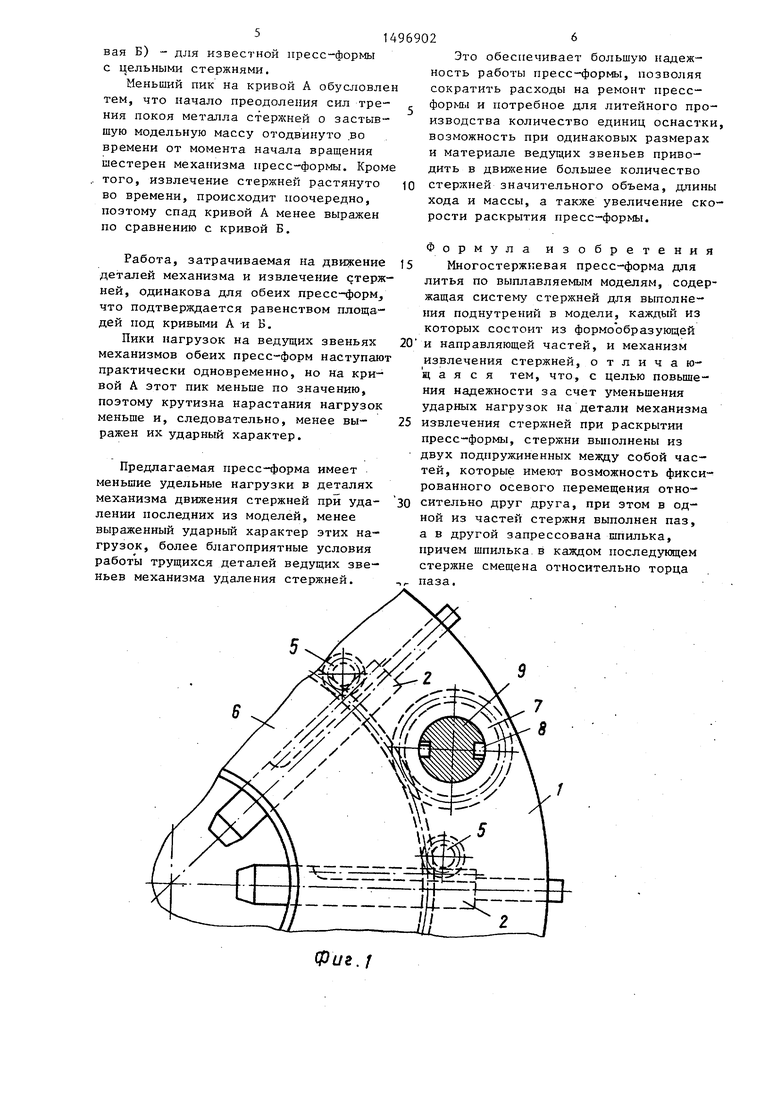
На фиг. 1 показан фрагмент пресс- формы, вид сверху; на фиг. 2 - стер- жень в закрытой пресс-форме; на фиг; 3 - то же, при извлечении из модели; на фиг. 4 - график изменения во времени напряжений в ведущих деталях механизма извлечения стержней при раскрытии пресс-формы.
Пресс-форма 1 имеет систему стержней 2, состоящих из направляющих 3 и формообразующих 4 частей. Направляющие части 3 связаны с механизмом из- влечения и возврата стержней 2, который состоит из зубчатых валиков 5, н аходящихся в зацеплении с колесом 6, в свою очередь, входящих в зацепле- - ние с ведущей шестерней-втулкой 7, имеющей два выступа 8, выходящие в пазы пальцев ого копира 9, закрепленного На подвижной части пресс-формы 1 , Пазы имеют прямые и винтовые участки.
Один конец направляющей части 3 стержня 2 выполнен в виде зубчатой рейки 10, связанной с валиком 5, а другой - в виде направляющей втулки, в которую входит до упора уступом 11 хвостовик 12 формообразующей части 4. Хвостовик 12 имеет возможность сколь жения -во втулке. . .
Пружина 13 стягивает части 3 и 4 с усилием, меньшим трения покоя час- ти 4 в модели 14.
Ход направляющей части 4 при растяжении пружины 13 ограничен упором в виде шпильки 15, пропущенной в окна втулки и забитой в отверстие хвос товика 12.
Величина и этого хода (фиг.2 и З) для всех стержней 2 выполнена раз личной, что достигается, например,
сверлением отверстий под шпильку 15 в хвостовике 12 на разных расстояниях от.уступа-упора 11.
При раскрытии пресс-формы 1 и входе выступов 8 в винтовые участки пазов копира.9 начинают вращаться шестерня-втулка 7, колесо 6 и валики 5. Последние оттягивают направляющие части 3 от формообразующих частей 4 всех стержней 2 пресс-формы 1. Этот процесс происходит с ускорением,определяемым усилием на копире 9,связанном с подвижной частью пресс-формы, и инерцией всех приводимых в движение деталей.
К моменту, когда будет выбран самый малый по величине люфт (ход) направляющей части 3 относительно формообразующей части 4 соответствующего стержня 2, скорость вращения всех шестерен стабилизируется, усилие на копире 9 падает.
Шпилька 15 хвостовика 12 этого стержня 2 упирается в кромку окон соответствующей втулки, набравшая скорость система движущихся деталей срывает формообразующую часть 4 с модели 14, отдавая ей часть кинетической энергии, необходимую для преодо- ления трения покоя меяаду металлом формообразующей части 4 и застывшей модельной массой, и ускорения. Скачка усилия на копире.9 при этом практически не происходит.
Описанное повторяется для всех стержней 2 последовательно в поряд-г ке роста их лкфтов. Извлеченные из модели 14 формообразующие части 4 подтягиваются к частям 3 пружинами 13, а При возврате подвижной части пресс-формы 1 в исходное положение занимают свои места в ее полостях.
Динамика процесса работы пресс- формы поясняется графиком на фиг.4, где сплошной линией (кривая А) показан характер изменения напряжений ведущих звеньев во времени для предлагаемой пресс-формы, пунктирной (криФиг./
фиг. фиг.ЗСоставитель В.Тарасов Редактор А.Огар Техред М.Дидык Корректор В.Гирняк
Заказ 4370/13 Тираж 711Подписное
ВНИИПИ Государственного-комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ СТЕРЖНЕЙ В ПРЕСС-ФОРМАХ | 1972 |
|
SU433955A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Прижимная планка к спичечным кассетам | 1930 |
|
SU19994A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
