Изобретение относится к автоматизации процесса формирования изделий из полимерных материалов и может быть использовано в качестве технологического ротора для выгрузки ключей к дверным замкам типа Аблой из пресс-форм ротор- но-конвейерной литьевой машины.
Цель изобретения - повышение надежности удалений изделий сложной конфигурации и расширение технологических возможностей,
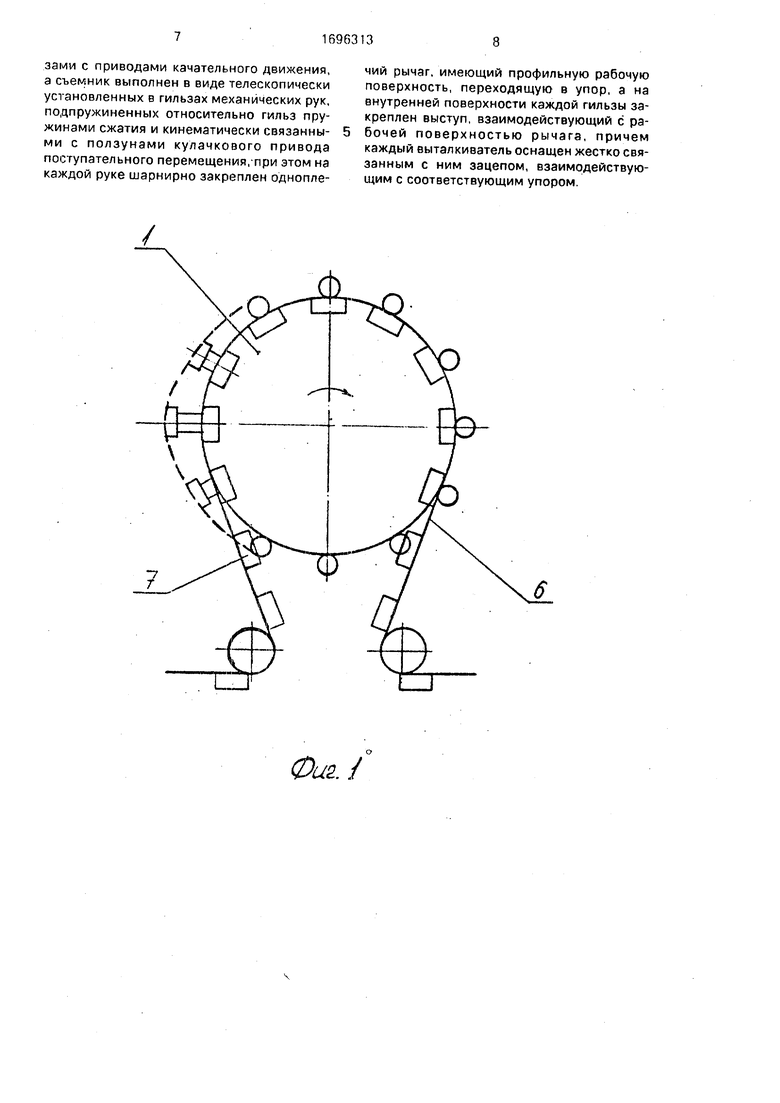
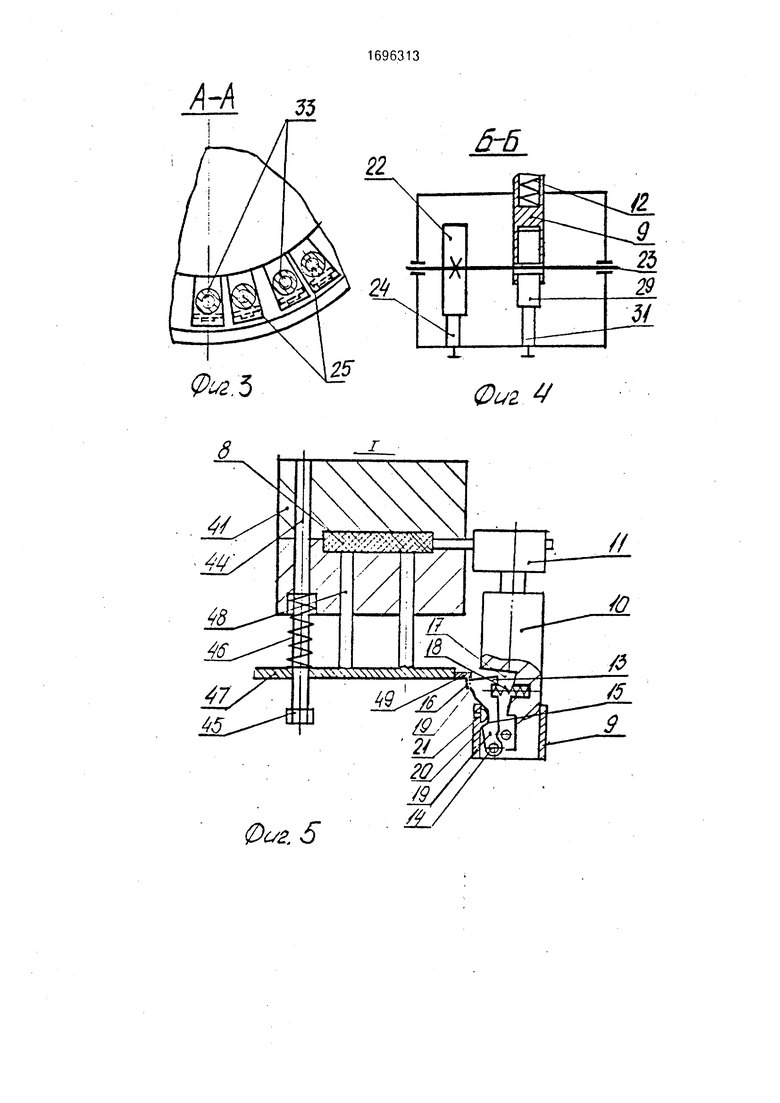
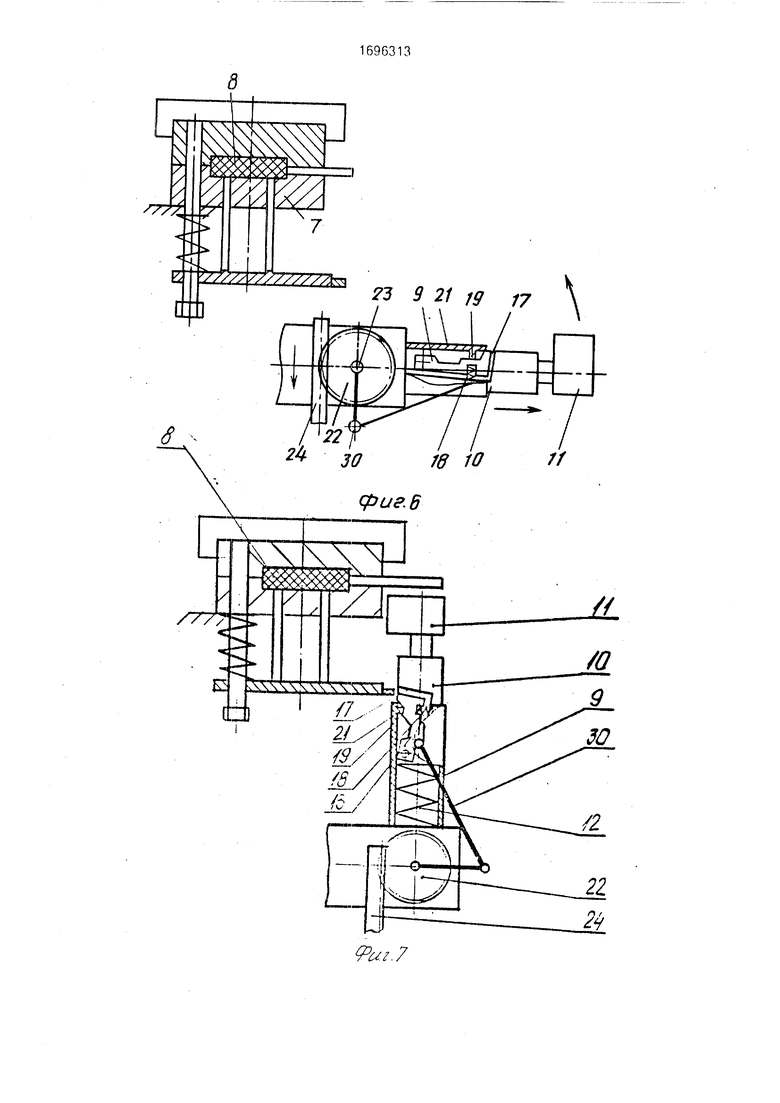
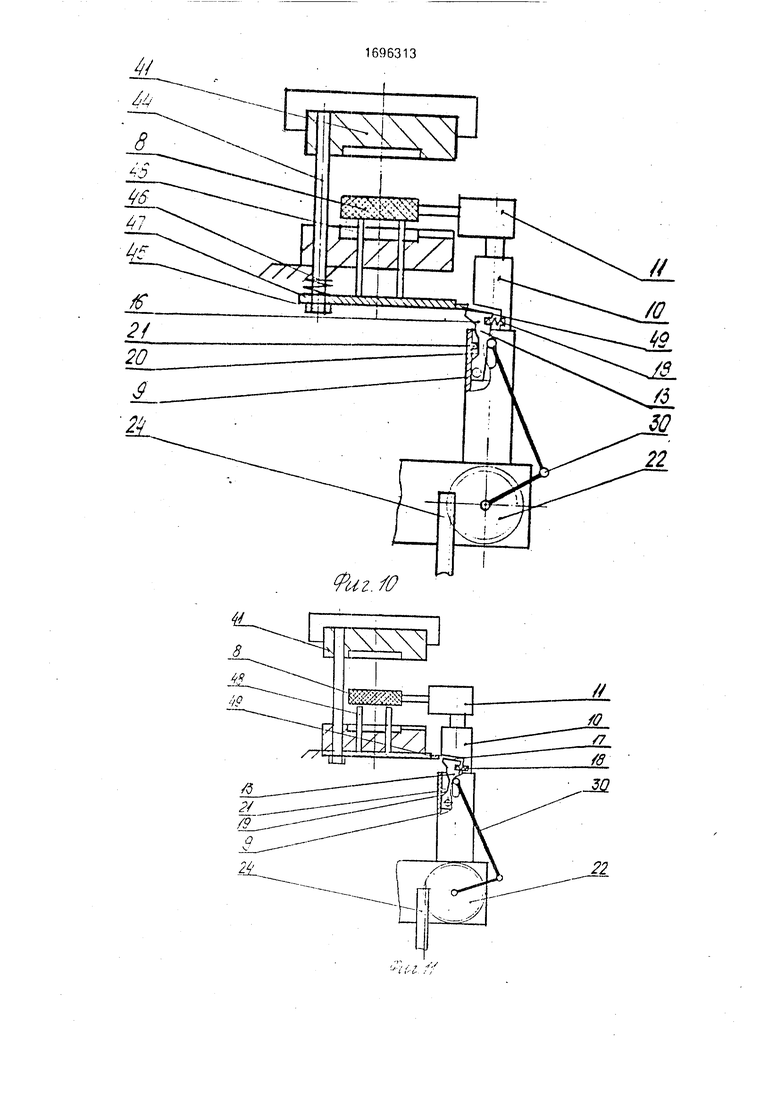
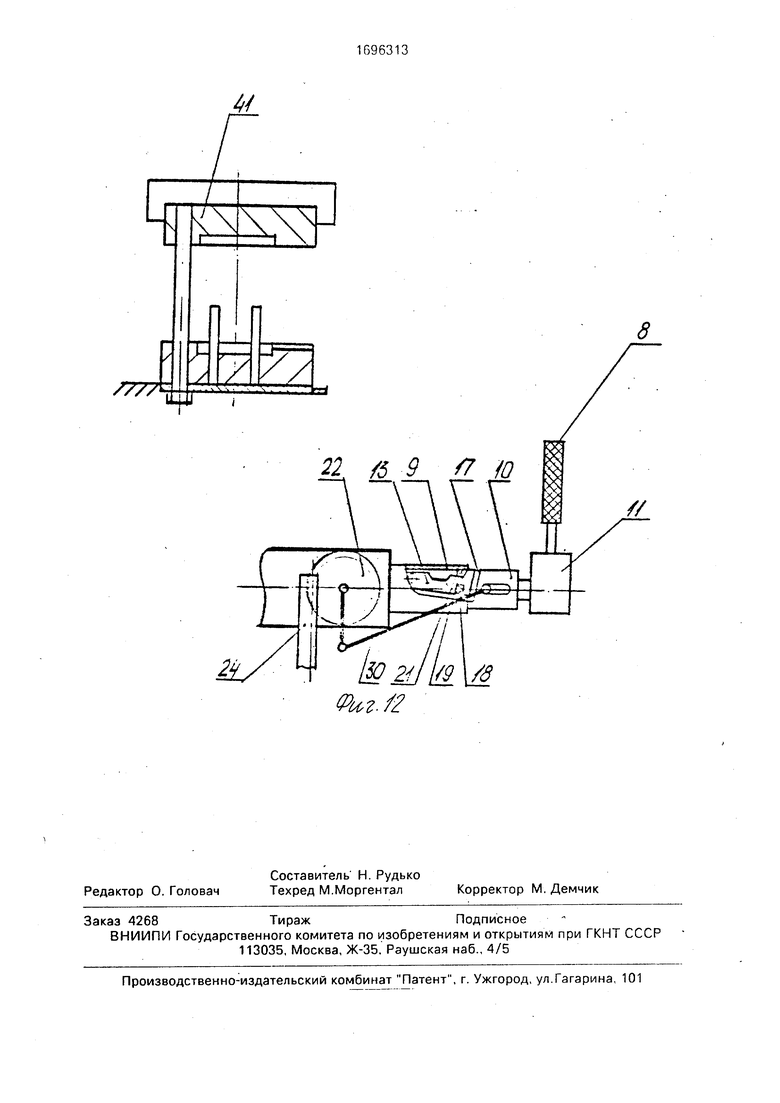
На фиг.1 изображено предлагаемое устройство, план; на фиг.2 - технологический ротор для удаления изделий с арматурой, продольный разрез; на фиг.З - разрез А-А на фиг.2; на фиг.4 - разрез Б--Б на фиг.2; на фиг.5 - узел I на фиг.2; на фиг.6-12 - положения пресс-формы и механизмы выгрузки в процессе удаления готовых изделий.
Устройство содержит технологический ротор 1, установленный на станине 2 и включающий приводной вал 3 с закрепленными на нем диском 4 и звездочкой 5, огибаемой цепным конвейером 6, несущим пресс-формы 7 с готовыми изделиями 8 (фиг,2). На диске 4 равномерно по окружности расположены механизмы 8 выгрузки изделий. Каждый механизм включает гильзу 9, размещенную на диске с возможностью ка- чательного движения, и телескопически ус- тановленную в гильзе механическую руку 10 с захватом 11. Рука 10 подпружинена относительно дна гильзы пружиной 12 сжатия и оснащена одноплечим рычагом 13, связанным с ней посредством шарнирного соеди- нения 14. Рычаг 13 имеет рабочую поверхность 15, переходящую в упор 16, размещен в пазу 17, выполненном на руке 10, и подпружинен относительно нее пружиной 18. Поверхность 15 представляет со- бой переходящие друг в друга два выпуклых 19 и один вогнутый 20 участки, взаимодействующие с закрепленным на внутренней поверхности полости гильзы выступом 21.
Каждая гильза 9 соединена с приводом качательного движения, а рука-с приводом поступательного перемещения. Привод качательного движения выполнен в виде зубчато-реечной передачи, шестерня 22 которой закреплена на валу 23, установлен- ном на диске 4, и жестко связана с гильзой 9, а рейка 24 соединена с ползуном 25, размещенным в нижнем барабане 26, закрепленном на валу 3 ротора. На ползуне 25 установлен ролик 27, взаимодействующий с неподвижным копиром 28.
Привод возвратно-поступательного перемещения руки 10 выполнен в виде зубчато-реечной передачи, шестерня 29 которой установлена на валу 23 с: возможностью ojносительного вращения и связана с рукой посредством кривошипно-шатунного механизма 30. Рейка 31 этой передачи соединена с тягой 32, смонтированной в ползуне 33 с возможностью осевого относительного перемещения и подпружиненной к нему компенсационной пружиной 34 с меньшей, чем у пружины 12, жесткостью. Ползун 33 размещен в барабане 26 и посредством закрепленного на нем ролика 35 взаимодействует со стационарным копиром 36.
На валу 3 закреплен верхний барабан 37, в котором расположены ползуны 38, взаимодействующие с закрепленным на станине 2 копиром 39 и оснащенные клещевыми захватами 40, взаимодействующими с разъемными полуформами 41 пресс-форм 7. Захваты 40 каждого из ползунов 38 оснащены рычагом 42, взаимодействующим с неподвижным кулачком 43..
Каждая подвижная полуформа 41 может быть закреплена на подвижных колоннах 44 с буртиками 45, взаимодействующими с неподвижным кулачком 43.
Каждая подвижная полуформа 41 может быть закреплена на подвижных колоннах 44 с буртами 45, взаимодействующими с подпружиненной пружинами 46 траверсой 47, жестко соединенной с выталкивателем 48 готовых изделий 8.
На траверсе 47 закреплен зацеп 49, расположенный за поперечными пределами пресс-формы с упором 16 руки 10.
Удаление готовых изделий из пресс- форм роторно-конвейерной машины осуществляется следующим образом.
В процессе синхронного вращения ротора 1 и конвейера 6 происходит непрерывное перемещение в зону удаления готовых изделий 8 и расположенных в исходном положении механизмов их выгрузки из пресс- форм 7.
В исходном положении механизмов для выгрузки готовых изделий 8, преимущественно ключей с пластмассовой головкой к дверным замкам типа Аблой, ползуны 25 и 33 его приводов находятся в крайнем нижнем положении, обеспечивающем установку гильзы 9 перпендикулярно валу 3 и размещение руки 10 в крайнем задвинутом положении, в котором рычаг 13 расположен внутри полости гильзы. При этом тяга. 32 контактирует с торцом ползуна 33.
В момент захвата этого механизма в зону удаления готовых изделий ползун 25 под действием копира 28, а затем ползун 33 под действием копира 35 последовательно совершают поступательный ход вверх. Во время хода ползуна 25 связанные с ним рейка 24 и шестерня 22 поворачивают гильзу 9 с рукой 10 параллельно валу 3, а жестко связанный с шестерней 22 вал 23 свободно поворачивается относительно шестерни 29 (фиг.7).
Затем под действием ползуна 33 приводятся в движение тяга 32, рейка 31, шестерня 29 и кривошипно-шатунный механизм 30 и обеспечивается осевое выдвижение руки 10 из гильзы 9.
В процессе этого выдвижения руки происходит разжатие пружины 12 и перемещение рабочей поверхности 15 рычага 13 по выступу 21. При этом во время взаимодействия выступа с выпуклым участком 19 поверхности 15 обеспечивается поджим рычага 13 в пазу 17 руки 10, а при переходе выступа на вогнутый участок 20 - поворот рычага 13 поддействием пружины 18. Одновременно с заходом вогнутого участка на выступ 21 рычаг 13 выдвигается из полости гильзы 9, а его упор 16 размещается за ее поперечными пределами. В процессе последующего перемещения руки 10 (фиг. 10) обеспечивается одновременный зажим стержня арматуры захватом 11 и взаимодействие упора 16 с зацепом 49 ,
Далее ползун 38 данной технологической позиции под действием копира 39 совершает поступательный ход в сторону пресс-формы 7, в процессе которого под действием рычага 42 и кулачка 43 обеспечивается срабатывание захвата 40 и зажим подвижной полуформы 41,
После зажима полуформы 41 ползун 38 совершает возвратный ход и обеспечивает раскрытие пресс-формы 7. В процессе раскрытия формы происходит одновременное с полуформой 41 перемещение колонн 44 до упора их буртов 45 в траверсу 47. Во время этого перемещения колонн пружины 46, превосходящие по жесткости, пружину 12, удерживают траверсу 47 в исходном положении и таким образом препятствуют перемещению руки 10 (фиг.9). При взаимодействии буртов колонн с траверсой обеспечивается их совместное перемещение до полного раскрытия пресс-формы 7 (фиг. 10).
Под действием перемещаемой трапер- сы происходит одновременное выталкивание готовых изделий 8 из рабочей полости формы выталкивателями 48 и их удерживание клещевыми захватами 11 перемещаемой поддействием пружины 12 руки 10. При этом упор 16 руки контактно взаимодействует с зацепом 49, а рабочая поверхность 15 рычага 13 заходит своим вторым выпуклым участком 19 на выступ 21.
Во время захода участка 19 на выступ 21 обеспечивается принудительное перемещение рычага 13 в исходное положение и разьединение выступа 16 с зацепом 49. Далее рука 10 поддействием копира 36, ползуна 33 и указанной кинематической связи 5 совершает технологический ход, в результате которого расположенное в ее захвате 11 изделие 8 поднимается выталкивателями 48 (фиг. 11).
После этого ползуны 25 и 33 приводов 0 возвратно-поступательного перемещения и качательного движения под действием копиров 28 и 36 совершают возвратный ход в исходное положение. В конце этого хода ползунов гильза 9 и рука 10 с расположен5 ным в захвате 11 готовым изделием 8 также устанавливаютсл в исходное положение.
Затем удаленное из пресс-формы изделие с арматурой, например ключ к дверным замкам типа Аблой, передается на другие
0 технологические позиции, например укладку в кассету.
Таким образом, в предложенном устройстве обеспечивается выгрузка изделий с выступающей за пределы пресс-форм арма5 турой и последующая их передача в сориентированном положении на последующие технологические позиции, например укладки в кассеты.
В результате описанного выполнения в
0 предложенном устройстве обеспечивается постоянная фиксация расположенного в захвате готового изделия как в процессе его выгрузки из пресс-формы, так и при удалении за пределы технологического ротора.
5 Это практически исключает произвольный сброс под собственным весом геометрически сложных изделий, например ключей к дверным замкам, и в конечном итоге повышает надежность и расширяет технологиче-0 ские возможности предлагаемого устройства по сравнению с известными,
Технико-экономический эффект от использования предлагаемого устройства достигается за счет повышения надежности
5 работы и расширения технологических возможностей.
Формула изобретения Устройство для удаления полимерных изделий с арматурой из пресс-форм ротор0 но-конвейерной литьевой машины, содержащее технологический ротор, на валу которого закреплены диск и звездочка, огибаемая цепным конвейером с пресс-формами, приводные выталкиватели готовых
5 изделий из пресс-формы и съемник со сред- стзом для захвата изделий, о т л и ч а ю щ е-, е с я тем, что, с целью повышения надежности удаления изделий и расширения технологических возможностей, ротор снабжен равномерно установленными на диске гильзами с приводами качателы-юго движения, а съемник выполнен в виде телескопически установленных в гильзах механических рук, подпружиненных относительно гильз пружинами сжатия и кинематически связанными с ползунами кулачкового привода поступательного перемещения, при этом на каждой руке шарнирно закреплен одноплечий рычаг, имеющий профильную рабочую поверхность, переходящую в упор, а на внутренней поверхности каждой гильзы закреплен выступ, взаимодействующий с рабочей поверхностью рычага, причем каждый выталкиватель оснащен жестко связанным с ним зацепом, взаимодействующим с соответствующим упором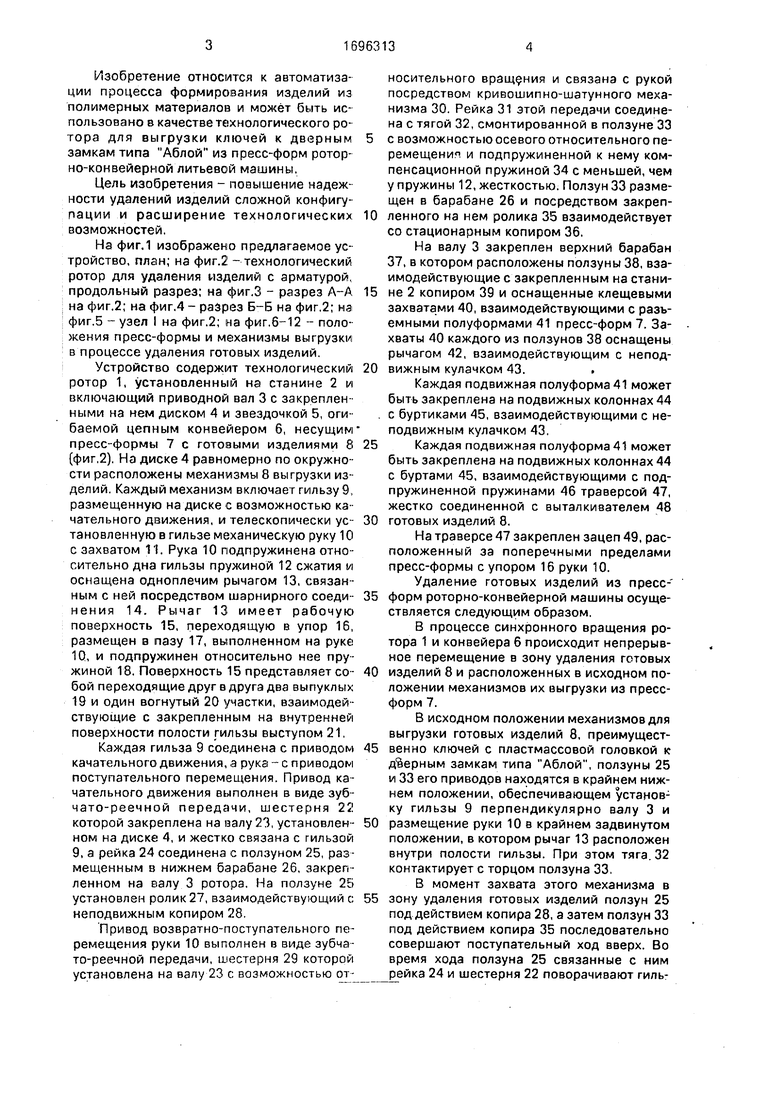

| название | год | авторы | номер документа |
|---|---|---|---|
| Транспортный ротор | 1988 |
|
SU1546369A1 |
| Транспортный ротор | 1990 |
|
SU1756238A1 |
| Транспортный ротор | 1990 |
|
SU1738735A1 |
| Устройство для вырубки заготовокиз лиСТОВОй РЕзиНы | 1977 |
|
SU802070A2 |
| Роторно-конвейерная линия | 1991 |
|
SU1821334A1 |
| Устройство для непрерывного изготовления изделий из полимерных материалов | 1977 |
|
SU666087A1 |
| Роторная линия | 1989 |
|
SU1710302A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Устройство для удаления деталей и отходов из пресса | 1981 |
|
SU1054101A1 |
| Автомат для отгибки зацепов пружин растяжения | 1989 |
|
SU1641491A1 |

Изобретение относится к автоматизации процесса формирования изделий из полимерных материалов в роторно-конвейерных машинах. Цель изобретения - повышение надежности удаления изделий сложной конфигурации и расширение технологических возможностей Устройство содержит технологический ротор, огибаемый цепным конвейером 6 с пресс-формами 7, и съемник готовых изделий. Новым в устройстве является то, что каждая технологическая позиция ротора оснащена механизмом для выгрузки изделий, включающим качающуюся гильзу 9 и телескопически установленную в ней руку 10, соответственно соединенные с приводами качательного и поступательного перемещения На руке 10 смонтирован одноплечий рычаг взаимодействующий с зацепом, закрепленным на выталкивателе изделий из формы. 12 ил сл с о о о со W Фиг 2
Фиг./
со to
CD CO
/
Ч
sN 1§1
го to ел to
Фм.8
Рыг2
ff
//
//
Ч
3
22 ft 9 S7 Ю
Т ШМ1№
Риг. //
| Установка для литья деталей из термопластичных материалов | 1983 |
|
SU1130490A1 |
| Солесос | 1922 |
|
SU29A1 |
