ti
4 Фь
О 00
Изобретение относится к сварке, в частности ко всем видам полуавтоматической и автоматической дуговой сварки и наплавки плавящимся элект- родом.
Цель изобретения - увеличение срока службы мундштука и обеспечение: надежного контакта между контактным наконечником и плавящимся элект- родом.
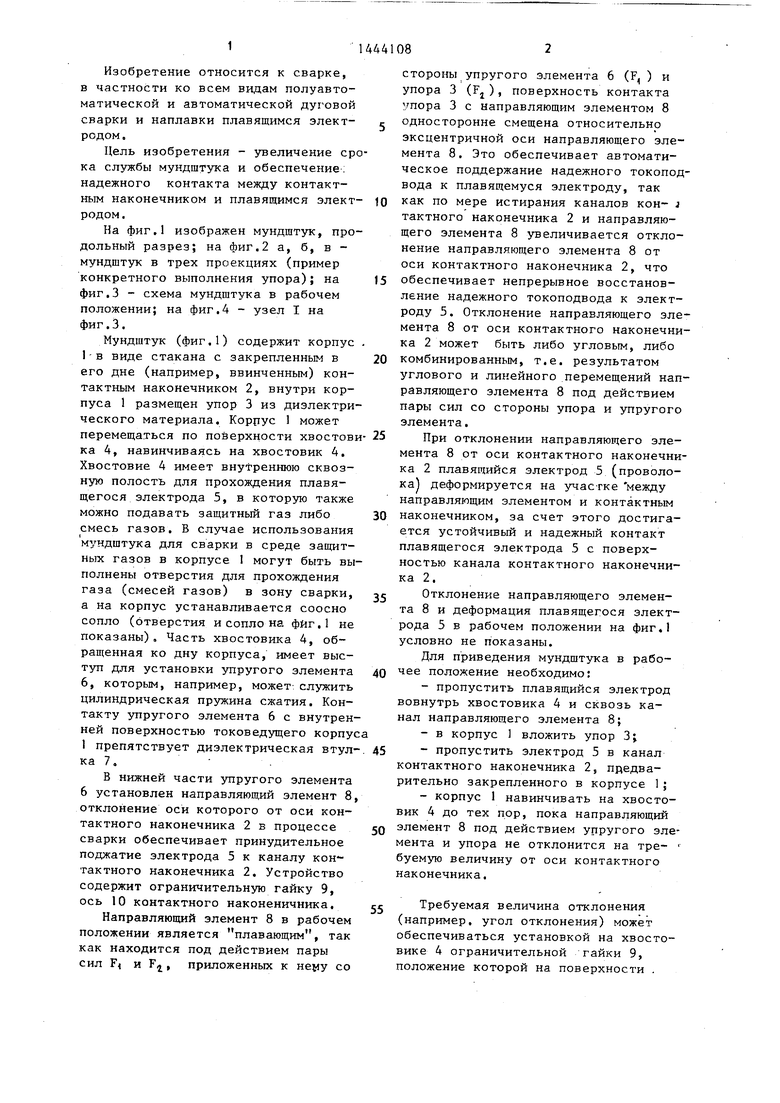
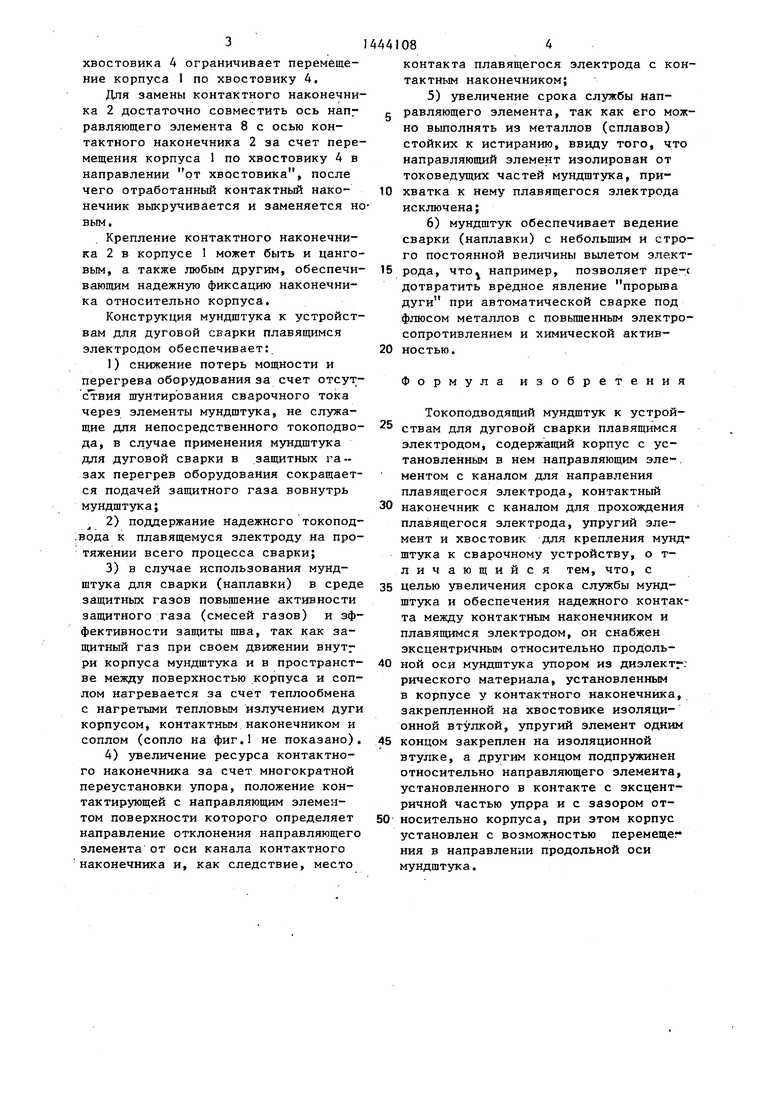
На фиг. изображен мундштук, продольный разрез; на фиг.2 а, б, в - мундштук в трех проекциях (пример конкретного выполнения упора); на фиг.З - схема мундштука в рабочем положении; на фиг.4 - узел I на фиг.3.
Мундштук (фиг.1) содержит корпус 1 - в виде стакана с закрепленньм в его дне (например, ввинченньгм) контактным наконечником 2, внутри корпуса 1 размещен упор 3 из диэлектрического материала. Корпус 1 может перемещаться по поверхности хвостови ка 4, навинчиваясь на хвостовик 4. Хвостовие 4 имеет внутреннюю сквозную полость для прохождения плавящегося электрода 5, в которую также можно подавать защитный газ либо смесь газов. В случае использования мундштука для сварки в среде защитных газов в корпусе I могут быть выполнены отверстия для прохождения газа (смесей газов) в зону сварки, а на корпус устанавливается соосно сопло (отверстия и сопло на фйг.1 не показаны). Часть хвостовика 4, обращенная ко дну корпуса, имеет выступ для установки упругого элемента 6, которым, например, может служить цилиндрическая пружина сжатия. Контакту упругого элемента 6 с внутренней поверхностью токоведущего корпу 1 препятствует диэлектрическая втул ка 7.
В нижней части упругого элемента 6 установлен направляющий элемент 8 отклонение оси которого от оси контактного наконечника 2 в процессе сварки обеспечивает принудительное поджатие электрода 5 к каналу контактного наконечника 2. Устройство содержит ограничительную гайку 9, ось 10 контактного наконеничника.
Направляющий элемент 8 в рабочем положении является плавающим, так как находится под действием пары сил F и Fj, приложенных к нему со
стороны упругого элемента 6 (F, ) и упора 3 (FJ), поверхность контакта упора 3 с направляющим элементом 8 односторонне смещена относительно эксцентричной оси направляющего элемента 8. Это обеспечивает автоматическое поддержание надежного токопод вода к плавящемуся электроду, так как по мере истирания каналов кон- л тактного наконечника 2 и направляющего элемента 8 увеличивается отклонение направляющего элемента 8 от оси контактного наконечника 2, что обеспечивает непрерывное восстановление надежного токоподвода к электроду 5. Отклонение направляющего элемента 8 от оси контактного наконечника 2 может быть либо угловым, либо комбинированным, т.е. результатом углового и линейного перемещений направляющего элемента 8 под действием пары сил со стороны упора и упругого элемента.
При отклонении направляющего элемента 8 от оси контактного наконечника 2 плавящийся электрод 5 (проволока деформируется на участке между направляющим элементом и контактным наконечником, за счет этого достигается устойчивый и надежный контакт плавящегося электрода 5 с поверхностью канала контактного наконечника 2.
Отклонение направляющего элемента 8 и деформация плавящегося электрода 5 в рабочем положении на фиг,1 условно не показаны.
Для приведения мундштука в рабочее положение необходимо:
-пропустить плавящийся электрод вовнутрь хвостовика 4 и сквозь канал направляющего элемента 8;
-в корпус 1 вложить упор 3;
-пропустить электрод 5 в канал контактного наконечника 2, пдедва- рительно закрепленного в корпусе 1 ;
-корпус 1 навинчивать на хвостовик 4 до тех пор, пока направляющий элемент 8 под действием упругого элемента и упора не отклонится на тре- буемую величину от оси контактного наконечника.
Требуемая величина отклонения (например, угол отклонения) может обеспечиваться установкой на хвостовике 4 ограничительной гайки 9, положение которой на поверхности .
хвостовика 4 ограничивает перемещение корпуса 1 по хвостовику 4.
Для замены контактного наконечника 2 достаточно совместить ось напг равляющего элемента 8 с осью контактного наконечника 2 за счет перемещения корпуса 1 по хвостовику 4 в направлении от хвостовика, после чего отработанный контактный наконечник выкручивается и заменяется новым,
Крепление контактного наконечника 2 в корпусе 1 может быть и цанговым, а также любым другим, обеспечивающим надежную фиксацию наконечника относительно корпуса.
Конструкция мундштука к устройствам для дуговой сварки плавящимся электродом обеспечивает:.
1)снижение потерь мощности и перегрева оборудования за счет отсут- с твия шунтирования сварочного тока через элементы мундштука, не служащие для непосредственного токоподво- да, в случае применения мундштука для дуговой сварки в защитных га - зах перегрев оборудования сокращается подачей защитного газа вовнутрь мундштука;
2)поддержание надежного токопод- ода к плавящемуся электроду на протяжении всего процесса сварки;
3)в случае использования мундштука для сварки (наплавки) в среде защитных газов повьш1ение активности защитного газа (смесей газов) и эффективности защиты шва, так как защитный газ при своем движении внутг ри корпуса мундштука и в пространстве между поверхностью корпуса и соплом нагревается за счет теплообмена с нагретыми тепловым излучением дуги корпусом, контактным наконечником и соплом (сопло на фиг.1 не показано).
4)увеличение ресурса контактного наконечника за счет многократной переустановки упора, положение контактирующей с направляющим элементом поверхности которого определяет направление отклонения направляющего элемента от оси канала контактного
аконечника и, как следствие, место
441084
контакта плавящегося электрода с контактным наконечником;
5)увеличение срока службы напg равляющего элемента, так как его можно выполнять из металлов (сплавов) стойких к истиранию, ввиду того, что направляющий элемент изолирован от токоведущих частей мундштука, при- 10 хватка к нему плавящегося электрода исключена;
6)мундштук обеспечивает ведение сварки (наплавки) с небольшим и строго постоянной величины вылетом элект15 рода, что. например, позволяет пре-с дотвратить вредное явление прорьгоа дуги при автоматической сварке под флюсом металлов с повьш1енным электросопротивлением и химической актив20 ностью.
Формула изобретения
Токоподводящий мундштук к устрой25 ствам для дуговой сварки плавящимся электродом, содержащий корпус с ус- тановленньм в нем направляющим эле-. ментом с каналом для направления плавящегося электрода, контактный
30 наконечник с каналом для прохождения плавящегося электрода, упругий элемент и хвостовик для крепления мунд штука к сварочному устройству, о т- личающийся тем, что, с
35 целью увеличения срока службы мундштука и обеспечения надежного контакта между контактным наконечником и плавящимся электродом, он снабжен эксцентричным относительно продоль40 ной оси мундштука упором из диэлектг- рического материала, установленным в корпусе у контактного наконечника, закрепленной на хвостовике изоляционной втулкой, упругий элемент одним
45 концом закреплен на изоляционной втулке, а другим концом подпружинен относительно направляющего элемента, установленного в контакте с эксцентричной частью упрра и с зазором от- 50; носительно корпуса, при этом корпус установлен с возможностью перемещег ния в направлении продольной оси мундштука.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токоподводящий мундштук к устройствам для дуговой сварки | 1986 |
|
SU1428542A1 |
| Токоподводящий мундштук | 1991 |
|
SU1815065A1 |
| Токоподводящий мундштук к устройству для дуговой сварки плавящимся электродом | 1987 |
|
SU1442346A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Горелка для дуговой сварки плавящимся электродом | 1987 |
|
SU1416284A1 |
| Горелка для дуговой сварки | 1983 |
|
SU1119805A1 |
| Горелка для дуговой сварки | 1988 |
|
SU1546222A1 |
| Мундштук к устройствам для электродуговой сварки | 1982 |
|
SU1060368A1 |
| Горелка для дуговой полуавтоматической сварки в узкий зазор | 1989 |
|
SU1798079A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 1986 |
|
SU1515546A1 |

Изобретение относится к сварке, в частности ко всем видам полуавтоматической и автоматической дуговой сварки и наплавки плавящимся электродом. Цель изобретения - увеличение срока службы мундштука и обесрече- ние надежного контакта между контактным наконечником и плавящимся электродом. Направляющий элемент 8 мундштука является плавающим, так как находится под действием пары сил, приложенных к нему со стороны упругого элемента 6 и зшора 3. Поверхность контакта упора 3 с направляющим элементом 8 односторонне смещена относительно оси направляющего элемента 8. Это обеспечивает автоматическое поддержание надежного токоподвода к плавящемуся электроду 5, так как по мере истирания каналов контактного . наконечника 2 и направляющего элемента 8 увеличивается отклонение направляющего элемента 8 от оси контактного наконечника 2. ил.
f/e.Z
ЦзигМ
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
