ги, что достигается путем регулирова- ВИЯ свободного вылета электрода за ;чет перемещения сопла 5 в верти- рсальной плоскости вдоль оси электро-: |да 3. На кромке сопла 5 выполнены |выемки, исключающие самопроизвольное
отклонение конца электрода от оси шва. По мере углубления и износа выемки, электрод направляется в соседнюю выемку посредством поворота соп-. ла 5 вокруг своей оси. 1 з. п. ф-лы,- 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Горелка для дуговой сварки с увеличенным вылетом плавящегося электрода | 1980 |
|
SU996129A1 |
| Горелка для дуговой сварки | 1980 |
|
SU925575A1 |
| Токоподводящий мундштук к устройствамдля СВАРКи плАВящиМСя элЕКТРОдОМ | 1979 |
|
SU816716A1 |
| Токоподводящий мундштук к устройствам для дуговой сварки | 1986 |
|
SU1428542A1 |
| Горелка для дуговой обработки | 1979 |
|
SU846166A1 |
| Горелка для дуговой сварки в защитных газах | 1979 |
|
SU979052A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1031675A1 |
| Токопроводящий мундштук к устройству для дуговой сварки плавящимся электродом в среде защитных газов с круговыми колебаниями электрода | 1975 |
|
SU549287A1 |
Изобретение относится к дуговой сварке плавящимся электродом в защитных газах. Цель изобретения - по- ,вышение срока службы горелки, улучшение качества сварного шва, обеспечение надежности возбуждения дуги. Сварочная горелка содержит мундштук 1 плавящегося электрода 3 с наконечником 2, изготовленным из износостойкого материала. Сопло 5 горелки обеспечивает не только газовую защиту зоны сварки, но также осуществляет подвод тока к электроду 3 и одновременно играет роль элемента, определяющего надежность возбуждения ду- (/)
1
1
I Изобретение относится к дуговой |сварке в защитных газах и может быть |использовано в автоматах для сварки |плавящимся электродом.
Цель изобретения - увеличение сро ка службы горелки, улучшение качест- |ва сварного шва , обеспечение надеж- IHOCTH возбуждения дуги. i На фиг. 1 представлена сварочная горелка, общий вид на фиг. 2 - сече ние А-А на фиг. 1.
: Сварочная горелка содержит мунд- ;штук 1с наконечником 2, изготовленiным из износостойкого нетокоподводя- I щего материала, например, керамики, ; по которому плавящийся электрод 3 подается к изделию 4, и сопло 5, вы- ; полненное из токопроводящего материала, например, меди, по которому подается защитный газ в зону сварки.
Сопло 5, закрепленное в обойме 6, присоединено к мундштуку 1 посредством тяги 7, которая может перемещаться вдоль оси мундштука 1 на втулке 8. Последняя опирается на пружину 9, Защитный газ подается через шланг 10 а токоподвод осуществляется через шланг 1-1, выполненный в виде металлической оплетки, покрытой изоляцией 12. Постоянный контакт сопла 5с электродом 3 обеспечивается пружиной 13. Перемещение тяги вдоль оси мундштука 1 ограничивается стопорными гайками 14 и 15.
Улучшение возбуждения дуги дости- гается путем регулирования длины свободного вылета электрода за счет пе- ремещения токопроводящего сопла 5 в вертикальной плоскости вдоль оси мундштука 1.
Горелка работает следующим образом.
Усилием, приложенным к тяге 7, пружина 9 сжимается, а сопло 5
вместе с обоймой 6 приближаются к изделию 4 на расстояние, необходимое для надежного возбуждения дуги. Затем усилие нажатия на тягу 7 устраняется, а сопло 5 посредством пружины 9 возвращается в первоначальное положение, определяемое величиной вылета электрода 3, обеспечивающего стабильность сварочного процесса.
Верхнее положение сопла 5 фиксируют стопорной гайкой 14, положение которой выбирают при настройке режима сварки. Вероятность закорачивания сопла 5 на изделие 4 исключают установкой ограничительной гайки 15 в положение, соответствующее минимальному вылету электрода 3, обеспечивающему надежное возбуждение дуги.
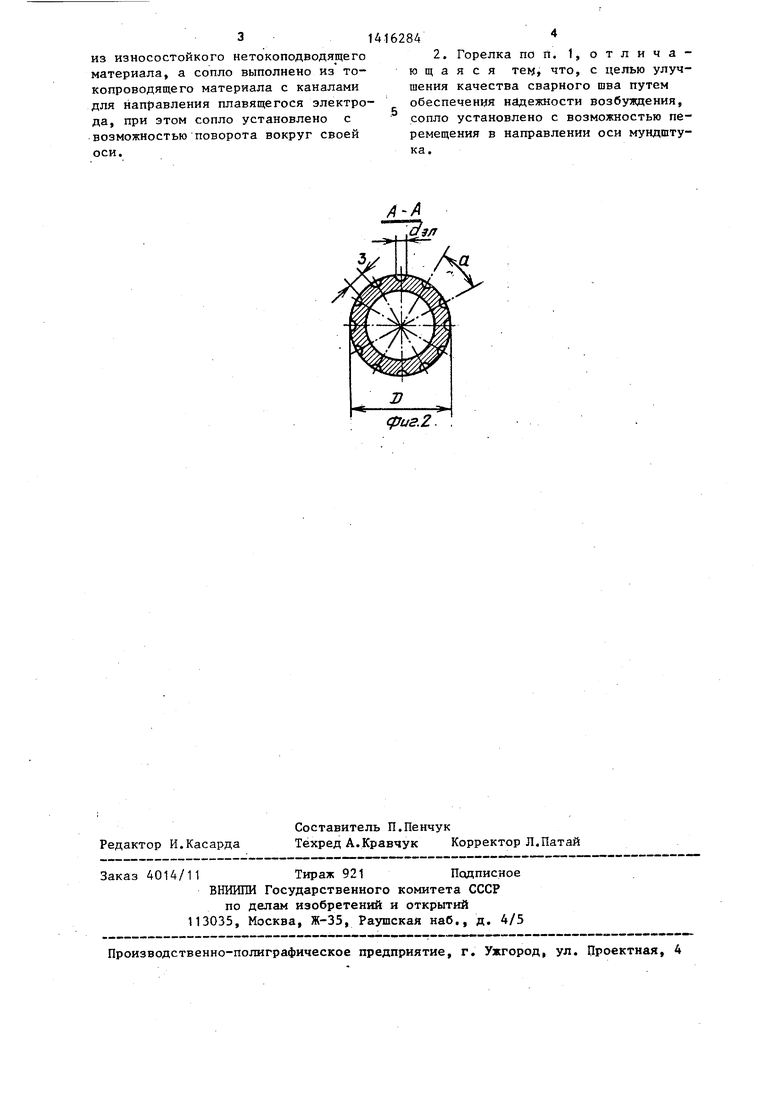
На кромке сопла выполнены выемки, исключающие самопроизвольные отклонения конца электрода от оси шва, а также обеспечивающие плотный контакт электродной проволоки с токопод- водом. По мере углубления и износа выемки, электрод направляется в со-, седнюю выемку посредством поворота сопла вокруг своей оси на угол, который соответствует шагу направляющих кан авок на кромке сопла 5 (фиг. 2).
Исполь зование предлагаемой горелки позволяет уменьшить износ мундштука, обеспечивает надежность возбуждения дуги и повьш1ает качество формирования шва. Формула изобретения
из износостойкого нетокоподводящего материала, а сопло выполнено из то- копроводящего материала с каналами для направления плавящегося электрода, при этом сопло установлено с возможностью поворота вокруг своей оси.
fpus.Z.
| Сварочная горелка для дуговой сварки плавящимся электродом | 1976 |
|
SU583885A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Потапьевский А.Г | |||
| Сварка в защитных газах плавящимся электродом | |||
| М., Машгиз, 1974, с | |||
| Складная решетчатая мачта | 1919 |
|
SU198A1 |
| Чеканов А.А | |||
| Современные методы сварки | |||
| М.: Профтехиздат, 1961, с | |||
| Счетная таблица | 1919 |
|
SU104A1 |
| (ffue.-l | |||
