2, Мундштук по п.1, о т л и ч а roll и и с я тем, что с целью облегчения заправки плавящегося электрода в -мундштук, мундштук снабжен
установленной на корпусе с возможностью перемещения рамкой с пазами, а токоподводы снабжены винтами, размещенными в пазах рамки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Мундштук к горелкам для электродуговой сварки плавящимся электродом | 1982 |
|
SU1123805A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Контактный наконечник к горелкам для электродуговой сварки | 1978 |
|
SU766782A1 |
| Контактный наконечник к горелкам для электродуговой сварки плавящимся электродом | 1980 |
|
SU1007872A1 |
| Сварочный мундштук | 1978 |
|
SU841844A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Мундштук к сварочным головкам и горелкам | 1979 |
|
SU863231A1 |
| Устройство для подвода сварочногоТОКА K плАВящЕМуСя элЕКТРОду | 1979 |
|
SU846159A1 |
| Контактный наконечник к горелкам для электродуговой сварки плавящимся электродом | 1977 |
|
SU737150A1 |
| Токоподводящий мундштук к устройствамдля СВАРКи плАВящиМСя элЕКТРОдОМ | 1979 |
|
SU816716A1 |
1.МУНД.иТУК К УСТРОЙСТВАМ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ плавящимся электродом, содержащий корпус-с клинообразной полостью, в которой расположены образующие канал для направления плавящегося электрода два токоподвода, выполненные в виде усеченных клиньев с наклоном сторон, равньлм наклону сторон полости корпуса, отличающийся тем, что, с целью повышения надежности контакта между токоподводами и плавящимся электродом, каждый из токоподводов выполнен с Г-образным поперечным сечением и установлен в контакте с одной из наклонных сторон полости корпуса и с зазором относительно другой наклонной стороны -. J...
Изобретение относится к злектродуговой сварке, в частности к конструкциям токоподводящих мундштуков для дуговой сварки и наплавки плавя щимся электродом.
Одним из важных факторов, обеспечивающих стабильность процесса горения дуги при электродуговой сварке, является надежный, постоянный контакт электродной проволоки с контактным наконечником токоподводящего мундщтука.
В процессе электродуговой сварки по мере прохождения электродной проволоки через контактный наконечник, последний вырабатывается и электрический контакт электродной проволоки с контактньпл наконечником ухудшается, что приводит к Нарушению ста бильнОсти процесса сварки и является причиной ухудшения качества сварного шва.
Известна горелка для сварки в защитных газах плавящимся электродом, содержащая токоподводящий-мундштук с контактным наконечником,- выполненным в виде разъемных контактных вкладышей, установленных в контактных губках. В процессе сварки, по. мере выработки внутренних контакных поверхностей вкладылей, вкладыши перемещаются в поперечном направлении навстречу друг дрУгу, обеспечивая тем самым постоянный контакт плавящегося электрода с контактным наконечником ij .
Однако подобные сварочные мундг штуки имеют сложные, в изготовлении наконечники из-за наличия нескольких сопряженных частей, сложные крепления разрезного наконечника в корпусе сварочного yндштyкa, следствием чего .являются сравнительно большие затраты времени на замену контактного наконечника по мере его износа, работа этих мундштуков надежна только с плавящимся .электродом, имеющим минимальные отклонения от номинального диаметра по все .длине электрода.
Известно устройство для электродуговой сварки, содержсодее токоподводящий мундштук и направляющую втулку с каналами для направления проволоки, соединенную с мундштуком прямолинейной перемычкой. Втулка в устройстве расположена под углом к мундштуку.. В подобном устройстве контакт плавящегося электрода с контактным наконечником осуществляется за счет изгиба проволоки И.
к этому типу мундштуков относится и мундштук, содержащий направляю:щую трубку, изогнутую на участке выхода плавящегося электрода, шарнирно соединенную с токоподводом, закрепленным на кронштейне З}.
Однако в указа.нных мундштуках плавящийся электрод поджимается к контактному наконечнику с одной стороны, что хуже по сравнению с двустронним его прижимом к наконечнику, поскольку в первом случае контактная поверхность электрода меньше, и, следовательно, хуже контакт. Кроме того, наличие деталей криволинейной формы не обеспечивает достаточно высокой надежности их работы
Наиболее близким к изобретению по технической сущности и достигаемму эффекту является мундштук к устройствам для электродуговой сварки плавящимся ленточным электродом, содержащий корпус (плоский пружинящий кожух) с клинообразной полостью в которой расположены образующие канал для напр&вления плавящегося электрода токоподводы, выполненные в виде усеченных клиньев с наклономсторон, равным наклону сторон полости корпуса. Корпус (плоский пружинящий кожух) закреплен на роликовом механизме посредством регулируемых тяг 4 .
Недостатком известного устройства является то,, что необходимый электрический контакт между плавящимся электродом и токоподводами обеспечивается пружинящим KOpnycoM jj который по мере износа токоподводов .необходимо периодически перемещать вверх с помощью роликового механизма.
Цель иг(обретения - повышение надежности контакта между токоподводами и плавящимся электродом.
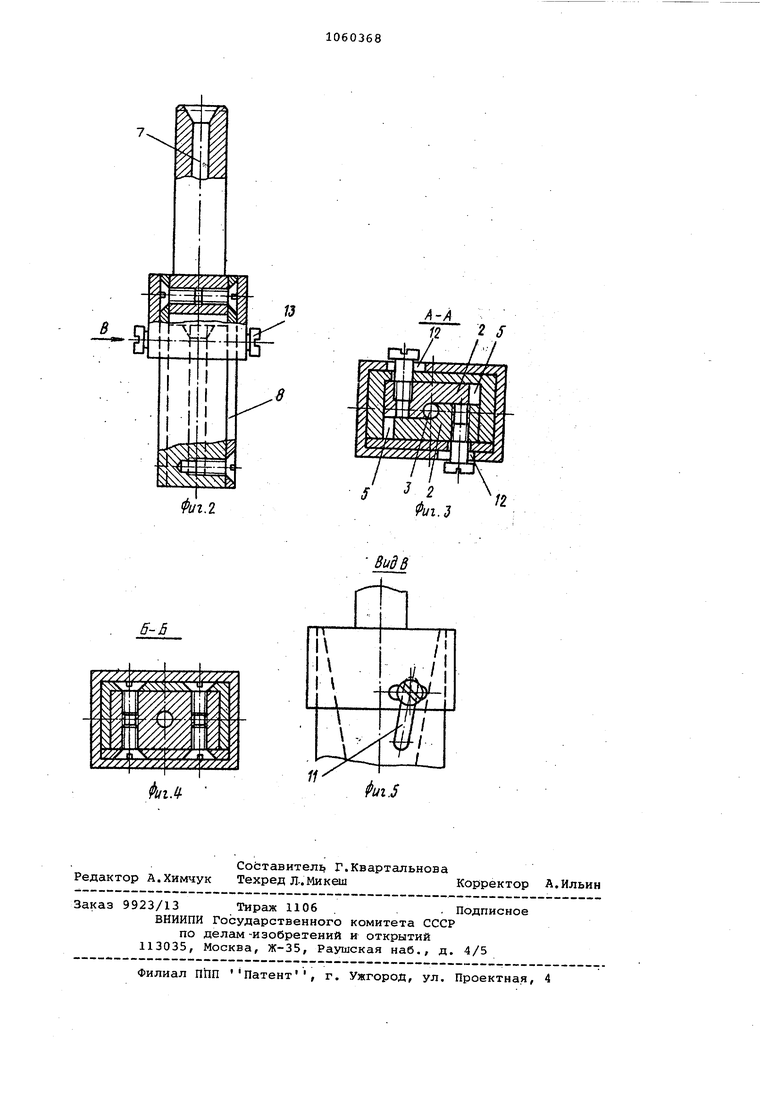
Цель достигается тем, что в мундштуке к устройствам для электродуговой сварки плавящимся электродом, содержащем корпус с клинообразной полостью, в которой расположены образующие канал для направления плавящегося электрода два токоподвода, выполненные в виде усеченных клиньев с наклоном сторон, равным наклону сторон полости корпуса, каждый из токоподводов выполнен с Г-образным поперечным сечением и усзтановлен в контакте с одной из на клонных сторон полости корпуса и с зазором относительно другой наклонной стороны. Кроме того, для облегчения заправки плавящегося электрода в мунд штук, мундштук снабжен установленной на корпусе с возможностью перемещения рамкой с пазами, а токоподводы снабжены винтами, размещенными в пазах рамки, В процессе работы токоподводы ,по мере их износа имеют возможность перемещаться в корпусе к зоне сварк автоматически устраняя зазор между плавящимся электродом, токоподводами и корпусом. На фиг.1 схематически показан мундштук к устройствам для элект.родуговой сварки; на фиг.2 - то же, вид сбоку; на фиг.З - сечение А-А на фиг.1; на фиг.4 - сечение Б-Б .на фиг.1; на фиг. 5 - вид В на фиг. 2 Мундштук состоит из корпуса 1, в Клинообразной полости которого размещены тоКоподводы 2, выполненны в виде усеченных клиньев, образу эщие канал 3 для направления плавящегося электрода 4. Наклон сторон токоподвода 2 соответствует наклону сторон клинообразной полЬсти корпуса 1. Токоподводы 2 выполнены с Г-образным поперечным сечением, причем каждый из токоподводов 2 установлен в контакт с одной из наклонных сторон клинообразной полости корпуса 1 и с за1зором 5 относительно другой наклонной стороны. Корпус 1 крепится на хвостовике б, выполненном с каналом 7 для направления плавящегося элект рода 4. К корпусу 1 крепится крышка На корпусе 1 с возможностью перемещения относительно него установ лена рамка 9. В крышке.8 имеются па зы 10, в корпусе 1 - пазы 11, а в рамке 9 - пазы 12, все эти пазы параллельны наклонным сторонам .образной полости корпуса 1, Винты 13 расположены в пазах 12 рамки и закреплены в токоподводах 2, они связывают токоподводы 2 между собой и с рамкой 9. Устройство работает следующим образом. Плавящийся электрод 4 подается, через канал 7 хвостовика б в канал 3 токоподводов 2. Токоподводы 2 в момент заправки плавящегося электрода 4 с помощью рамки 9 устанавливают в крайнее положение верхнее для .облегчения заправки плавящегося электрода 4. После этого токоподводы 2 вместе с рамкой 9 и винтами 10 под собственным весом и силой трения плавящегося электрода 4 опускаются вниз до устранения зазора между токоподводами 2 и электродом 4 с одной стороны и наклонны- ми стенками полости корпуса 1. По мере износа стенок токоподводов 2, образующих канал 3 в процессе сварки, токоподводы 2 постоянно опускаются вниз, устраняя зазор между плавящимся электродом 4 и кор- пусом 1, тем самым обеспечивая надежный токоподвод к плавящемуся электроду 4. Токоподводы 2 служат до тех пор, пока полностью не выберутся зазоры 5 между токоподводящими элементами и корпусом 1. Конструкция токоподводящего мундштука по сравнению с базовым объектом обеспечивает надежное автоматическое регулирование контакта между плавящимся электродом и токоподводами, ослабевающего вслелствие износа токоподводов; существенное увеличение срока службы мундштука; предупреждение износа корпуса сварочного мундштука от трения с электродной .проволокой, так как .с ней контактируют токоподводы, являющиеся конструктивно более простой деталью, чем корпус мундштука, что в конечном итоге обеспечивает экономию дефицитного металла; стабиль.ность режимов сварки из-за отсутствия колебаний сварочной проволоки относительно стыка свариваемого соединения. Кроме того, наличие подвижной рамки существенно упрощает заправку электродной проволоки в токоподводящий мундштук.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ГОРЕЛКА ДЛЯ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 0 |
|
SU207296A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
