Известны шлифовальные станки с приснособлепиед для крепления и обработки резиновых нокрытий нажимных валиков, например вытяжного прибора прядильной машины, Еключа1ош,ие смонтированные на рамах стаНИНЫ шлифовальные круги и нодаюш,ий механизм с корнусом, перемещаемым на направляюших станины при помош,и гидроцилиндра, зубчатых и винтовых перелчач.
В известных стайках приснособлепие для крепления нажимных валиков в центрах передней и задней бабок станка снабжено конической оправкой с сооспыми ноднружиненными центром и втулкой, взаимодействуюН1ей торцовой рнфленой поверхностью с торцом втулки валика, поджимаемого центром задней бабки станка. Эти станки не имеют средств автоматической и точного крепления изделий, поэтому не обеспечивают высокой нроизводительности труда, а также хорошей обработки изделий.
Предложенный шлифовальный станок отличается от известных тем, что подающий механизм его выполнен в виде смонтированных на стойках корпуса горизонтального пилиндра со штоком, па котором закреплен желоб подачи и крепления изделия, вертикального цилиндра со штоком, фиксирующим желоб с изделием в процессе шлифования, и двух подпружиненных подвижных на ползунах размешенных между желооом и шлифовальными кругами параллельно расположенных ведущих валиков, вращаемых от электродвигателя при помощи гибких валиков.
В гидроцилиндре перемещения корпуса нодающего механизма этого станка применен регулируемый унор, вынолнепый в виде винтовой пары. Станок снабжен также смонтированным на рамах станины бункером, в котором примепены подпружиненные наклонные направляющие, лоток н датчики контроля и управления подачи изделий. Кроме того, для правки шлифовальных кругов в этол станке примепено приспособление, выполненное в. виде режущего инструмента с алмазом и микро.метрического винта компенсации износа алмаза, смонтированных на корпусе, перемещаемом па направляющих станнны прп помошн ручных приводов, зубчатых и винтовых передач.
Благодаря применению автоматических средетв подачи, крепления и обработки изделий предложенный шлифовальный станок обеснечит повышение производительности труда; а также улучшение качества шлифования изделий.
На фиг. I изображена нринцнниальная схема шлифовального станка; на фиг. 2 - схема привода ведущих валиков подаюн;его механизма.
Шлифовальный станок для обработки наpyjKiibix поверхностей цилиндрических изделий содержит смонтироваиные иа рамах стаиииы подающий механизм, буикер / с наклонно расположенными подпружиненными направляющими 2, лотком 3 и датчиками 4 контроля и управления подачи изделий и шлифовальные круги 5 с приспособлением для их правки. Приспособление изготовлено в виде режущего инструмента с алмазом 6 и микрометрическим винтом 7 компенсации износа алмаза, смоптированных на корпусе 5, перемещаемом на направляющих станины (на чертеже не показаны) ручными приводами Я зубчатыми и винтовыми передачами 10, 11, 12 и 13. В ручных приводах применены шариковая муфта 14 и шлицевая муфта 15. .
Подающий механизм станка выполнен в виде смонтированного на горизонтальных направляющих станины (на чертеже не показаны) корпуса со стойками 16, перемещаемого при помощи гидроцилипдра 17, реечпозубчатых и винтовых передач 18, 10, 11, 1Э и 20 и установленных на стойках 16 корпуса горизонтально размещенного цилиндра 21 со штоком 22, на котором жестко закреплен желоб 23 отсекания, подачи и крепления изделий 24, вертикального цилиндра 25 со штоком 26, фиксирующим желоб 23 с изделием 24 в процессе шлифования, и двух подпружиненных подвижных на ползунах 27, размещенных один над другим между желобом 23 и шлифовальными кругами 5, параллельно расположенных ведущих валиков 28, вращаемых от электродвигателя 29 при помощи ременной передачи 30 и гибких валиков 31Для настройки станка на обработку изделий другого диаметра в нодающем механизме предусмотрено нриепособление, изготовленное в виде зубчатых и винтовых передач 32 и 33, валика 34 и лимба 35, устанавливаемого на указатель шлифования заданпого диаметра изделий.
Шлифовальный станок работает следующим образом.
Изделия 24 загружают в бункер / в ориентированном ноложении с транспортера автоматической липии (иа чертеже не показано) или вручпую- Далее изделия скатываются по наклонным направляющим 2 в лоток 5, откуда изделие 24 отсекается и подается желобом 23 вперед до упора в подпружиненные ведущие валики 28, которые при этом разжимаются, перемещаясь иа ползунах 27. При дальнейшем движении изделия 24 валик его зажимается в призме 36. Затем шток 26 цилиндра 25 заклинивает шток 22 цилиндра 21, обеспечивая фиксацию изделия 24 в прпзме 36 и свободное вращение его под действием ведущих валиков 28 на весь период процесса шлифования.
Шлифование изделия 24 осушествляется
при вращении ведущих валиков 28 и перемещении стоек 16 корпуса подающего механизма на шлифовальные круги 5 до тех пор, пока поршень гидроцилнндра 17 не дойдет до регулируемого упора 37, выполненного в виде винтовой пары. Этим упором производится настройка станка на снятие в процессе шлифования задаппого припуска.
По окончании обработки изделия желоб ilJ
под действием цилиндра 21 отходит в исходное положеиие, освобождая обработанное изделие, которое скатывается по наклонным направляющим 38 в приемный бункер. Затем цикл работы стайка повторяется.
Предмет изобретения
1. Шлифовальиый станок для обработки наружных поверхностей цилиндрических изделий, например резиповых покрытий пажимных валиков прядильной машины, включающий смонтированные на рамах станины шлифовальные круги и подающий механизм с корпусом, перемещаемым на направляющих
станины с номощью гидроцилиндра, зубчатых и винтовых передач, о т л и ч а ю щ и и с я тем, что, с целью повышепия ироизводительиосги труда и улучшения качества шлифования изделий, подаюший механизм его выполиен в
виде смонтированных на стойках корпуса горизонтального цилиндра со штЪком, на котором жестко закренлен желоб нодачи и крепления изделия, вертикального цилиндра со штоком, фиксируюшим желоб с изделием
в процессе шлифования, и двух подпружиненных подвижных на ползунах размещенных между желобом и шлифовальными кругами параллельно расположенных ведущих валиков, вращаемых от электродвигателя иосредством гибких валиков2.Станок по п. 1, отличающийся тем, что, с целью обеспечепия заданной подачи изделий в процессе шлифования, в гидроцилиидре пермещения подающего механизма
нримепен регулируемый упор, выполненный в виде винтовой пары3.Станок по пп. 1 и 2, о т л и ч а ю щ и и с я тем, что, с целью автоматизации подачи изделий, ои сиабжен бункером, в котором иримепены подпружиненные наклонные направляющие, лоток и датчики контроля и управления подачи изделий.
4.Станок по ип. 1-3, отличающийся тем, что, с целью обеспечения правки шлифовальных кругов и компенсации износа круга при правке, он снабжен приспособлением, выполненным в виде режущего инструмента с ;лмазом и микрометрического винта компепсации износа алмаза, смонтироваииых иа
корпусе, перемещаемом иа направляющих стапипы с помощью ручных нриводов, зубчатых и винтовых передач.
Фиг 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Круглошлифовальный станок для врезного шлифования | 1972 |
|
SU592583A1 |
| Станок для шлифования рабочей поверхности прокатных валков | 1980 |
|
SU933394A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛБЦЕВОГО ЖЕЛОБА | 1970 |
|
SU274677A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВОГО ЖЕЛОБА | 1969 |
|
SU249232A1 |
| Внутришлифовальный станок | 1986 |
|
SU1389998A1 |
| Бесцентровый станок для наружного круглого шлифования | 1957 |
|
SU112654A1 |
| Станок для шлифования выпуклой или вогнутой поверхности прокатных валков | 1973 |
|
SU479613A2 |
| Способ шлифования конических колес со спиральными зубцами | 1937 |
|
SU54158A1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
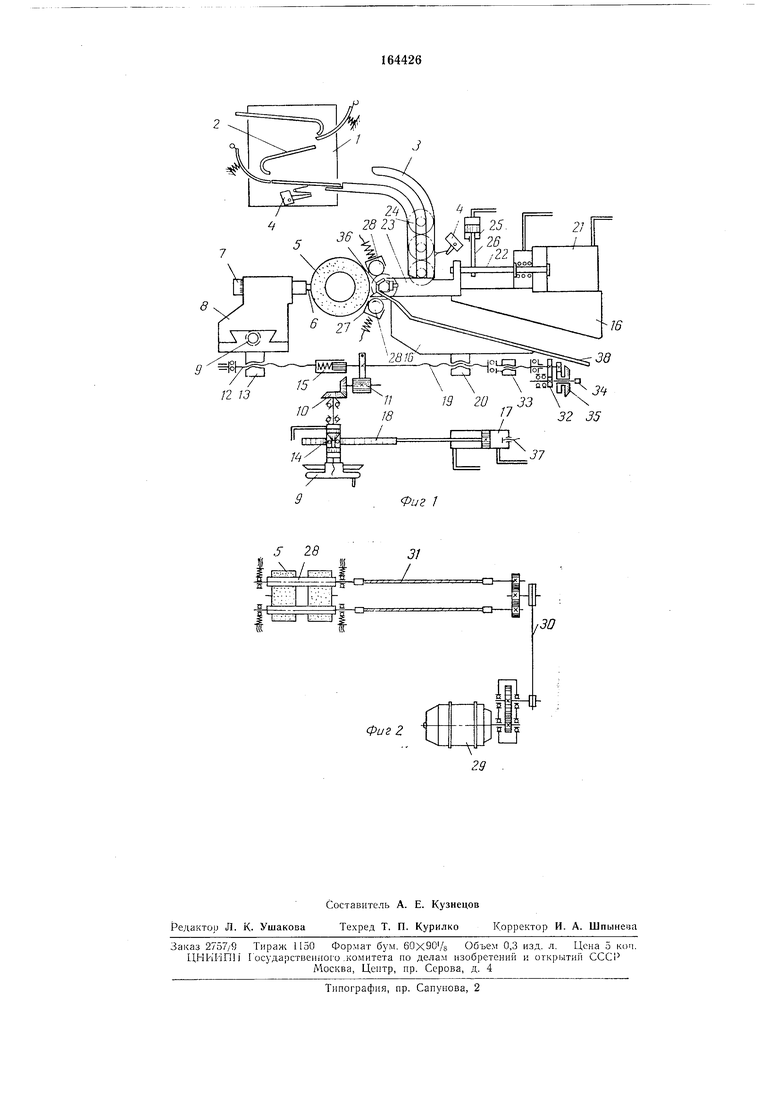
Фиг 2
