Известные устройства для автоматического нагрева и штамповки деталей из штучных заготовок, состоящие из методической нагревательной печи и подающего механизма, не предусматривают совмещения в одном агрегате нагрева, подачи заготовок в штамп и включения штампа в работу и следовательно не обеспечивают полной автоматизации всего технологического цикла.
Описываемое устройство ие имеет этого недостатка.
Достигается это тем, что в нагревательной печи расположен канал, входное отверстие которого служит для приема заготовок, подаваемых вверх посредством заслонки, связанной с рычагом, взаимодействующим с толкателем, подающим нагреваемую заготовку на рабочую поверхность штампа, где при помощи щарнирно-рычал ного механизма, приводимого в действие от электромагнита, заготовка вводится в штамп, и под действием толкателя включается в работу пресс.
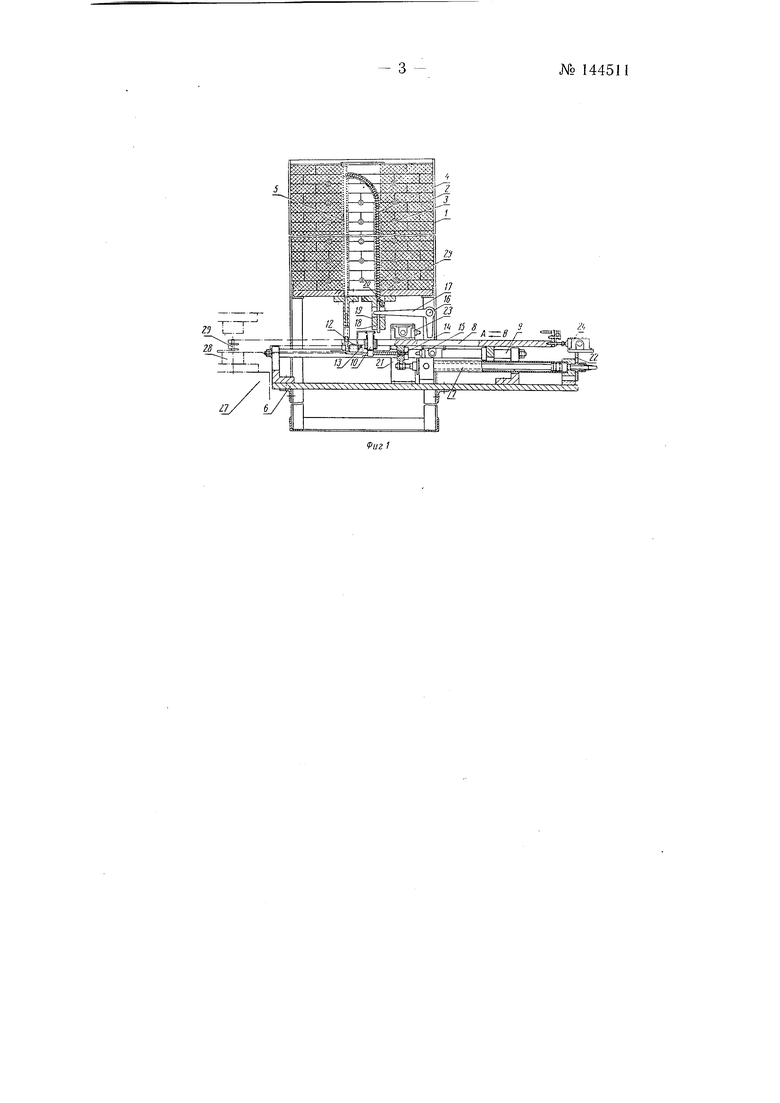
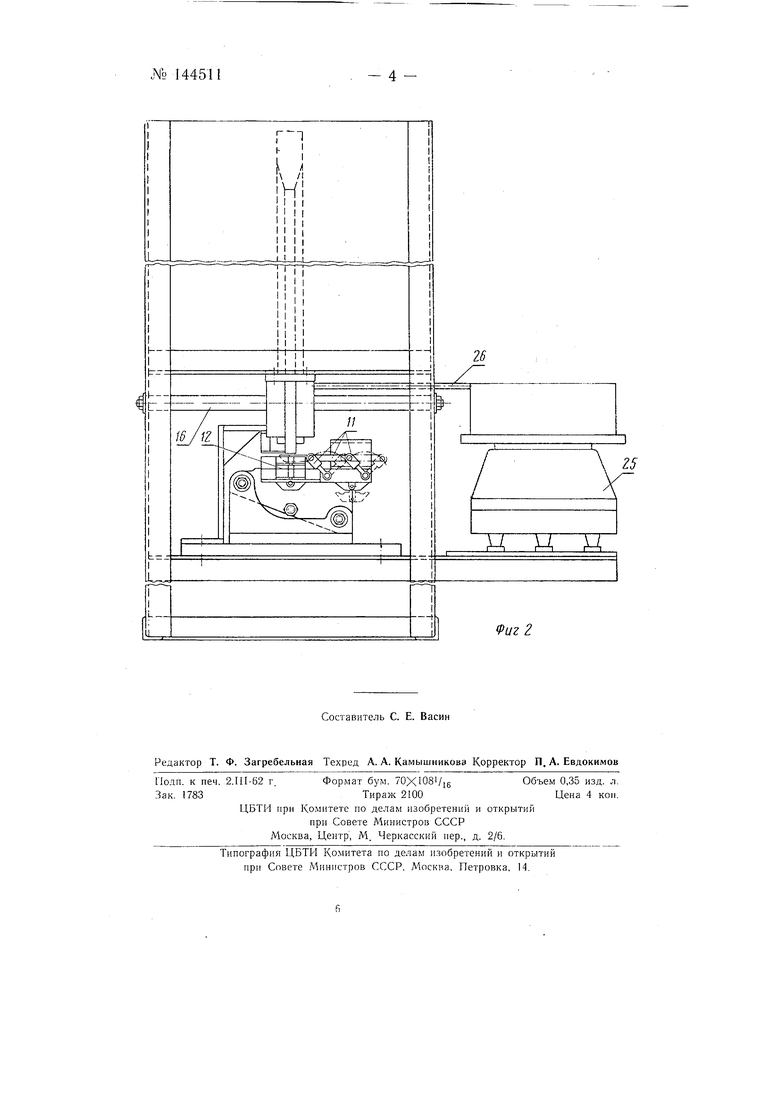
На фиг. 1 изображено описываемое устройство в разрезе (общий вид), на фиг. 2 - то же, вид сбоку.
Устройство состоит из сварного каркаса (печи) 7 с л аростойкой футеровкой 2 и нагревательными спиралями 3. В центральной нагревательной полости печи вертикально расположен прямоугольный канал 4, соединенный с трубчатым лотком 5.
На нижней плите 6 устройства установлен гидроцилиндр 7, шток которого связан с ползуном 8, перемещаемым по двум скалкам 9. На ползунке смонтированы: электромагнит 10, связанный с шарнирпо-рычажным механизмом // (фиг. 2), приемное устройство 12, шибер 13 с регулируемым болтом 14, а также путевой выключатель 45.
На оси 16 посажен Г-образный рычаг /7, приводящий в действие толкагель 18, перемещаемый в направпяющем кронштейне 19, на кото№ 144511 - 2 ром установлен подпружиненный отсекатель 20. На кронштейнах 21 и 22 закреплены конечные выключатели 23 и 24.
На нижней плите установлен также загрузочный бункер 25 (фиг. 2) вибрационного типа, служащий для ориентации и загрузки заготовок в нагревательное устройство через трубку-Ж (Штрихпунктирной линией условно показана станина пресса 27 со штампом 28).
Цилиндрические заготовки 29 подаются в вертикальный канал под отсекатель 20. Ползун 8 под действием гидроцилиндра перемещается по направлению стрелки А, при этом регулируемый болт J4, нажимая на рычаг 17, переместит толкатель 18, подающий заготовки вверх по каналу лри нажиме второго регулируемого болта на конечный выключатель 23. Последний реверсирует гидроцилиндр, и ползун начнет перемещаться по стрелке В.
Нагретые заготовки, перемещаясь по вертикальному каналу и кантуясь, попадают в лоток 5, по которому падают вниз и отсекаются ползуном 8.
Когда ползун принимает крайнее правое положение, нагретая заготовка западает в приемное устройство 12 и придерживается от выпадания шибером 13. При дальнейшем перемещении ползуна по стрелке В шибер упрется в штамп, а нагретая заготовка будет скользить по штампу до совмещения с его полостью, после чего она заталкивается в полость шарнирно-рычажным механизмом. Затем производится процесс штампования. Конечный выключатель 24, кроме реверса гидроцилиндра, управляет также включением в работу пресса.
Экспериментальный научно-иссдедовательский институт кузнечнопрессового машиностроения от.мечает, что устройство для нагрева и штамповки деталей из цилиндрических заготовок представляет собой новую схему автоматизации горячей штамповки.
Вертикальное расположение нагревательной печи, загрузочный бункер вибрационного типа для загрузки заготовок позволяют у.меньшить площадь, занимаемую устройством. Оригинален механиз.м, соверщающий одновременно загрузку заготовок в печь и подачу их в штамп.
Предмет изобретения
Устройство для автоматического нагрева и щтамповки деталей из штучных заготовок, состоящее из методической нагревательной печи и подающего механизма, отличающееся тем, что, с целью автоматизации цикла и совмещения в нем нагрева, подачи заготовок в щтамп и включения щтампа, в нагревательной печи расположен канал, входное отверстие которого служит для приема заготовок, подаваемых вверх посредством заслонки, связанной с угловым рычагом взаимодействующим с толкателем, передающим ориентированную в верхней части канала и поступающую из его выходного отверстия заготовку на рабочую поверхность щтампа, где под воздействием приводного от электромагнита щарнирно-рычажного механизма заготовка заталкивается в штамп, чего под действием того же толкателя пресс включается.
г
22
/ ш
Фиг Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для деления потока цилиндрических заготовок | 1962 |
|
SU151178A1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| Автоматизированный комплекс горячей штамповки | 1988 |
|
SU1602602A1 |
| Автомат для горячей высадки головок болтов | 1988 |
|
SU1606250A1 |
| Автоматическое устройство для передачи нагретых рессорных листов и других аналогичных деталей из методической печи к гибочно-закалочному барабану | 1950 |
|
SU91431A1 |
| Автоматическая линия для изготовленияКОльцЕВыХ издЕлий из пРуТКА | 1979 |
|
SU804136A1 |
| Штамп для обработки штучных плоских заготовок | 1982 |
|
SU1094651A1 |
| Автомат для горячей высадки болтов | 1985 |
|
SU1311830A1 |
| Автоматическая линия поперечно-клиновой прокатки | 1986 |
|
SU1407647A1 |
| Приспособление для забора картонных заготовок из-под штампа и укладки их в стопу | 1961 |
|
SU142519A1 |