(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ СТЕРЖНЕЙ
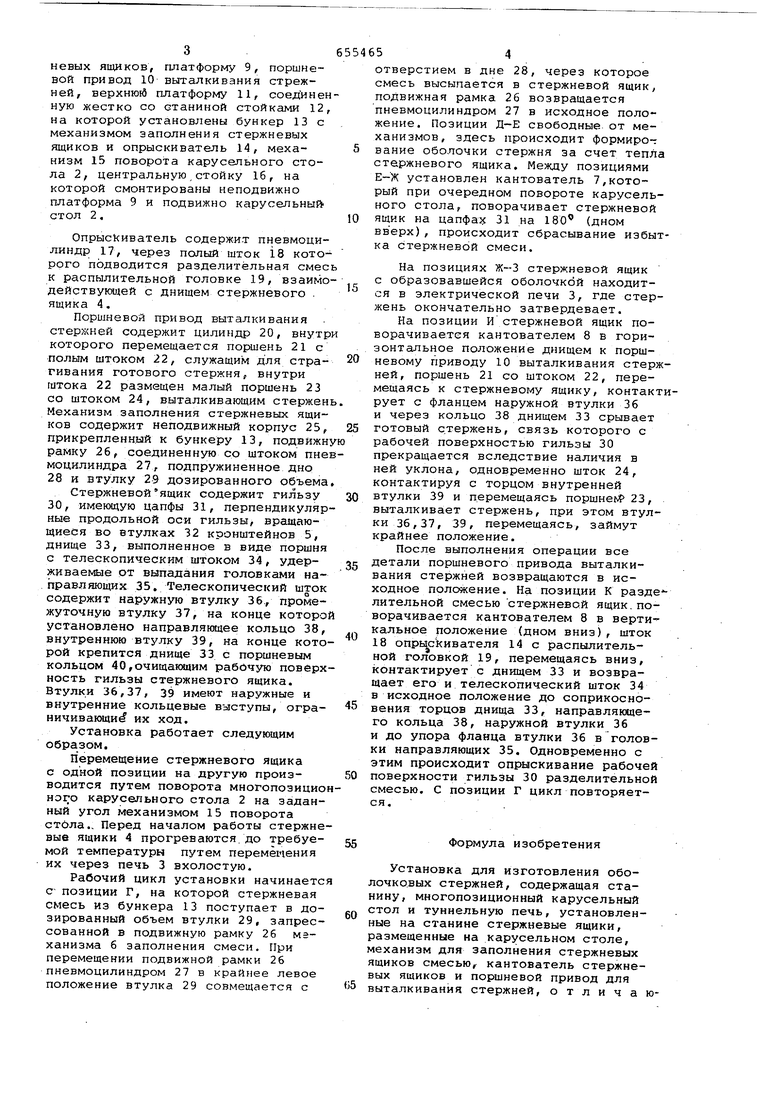
невых ящиков, платформу 9, поршневой привод 10 выталкивания стрежней, верхнюй платформу 11, соединенную жестко со станиной стойками 12, на которой установлены бункер 13 с механизмом заполнения стержневых ящиков и опрыскиватель 14, механизм 15 поворота карусельного стола 2, центральную,стойку 16, на которой смонтированы неподвижно платформа 9 и подвижно карусельный стол 2,
Опрыскиватель содержит пневмоцилиндр 17, через полый шток 18 которого подводится разделительная смес к распылительной головке 19, взаимодействующей с днищем стержневого . ящика 4.
Поршневой привод выталкивания стержней содержит цилиндр 20, внутр которого перемещается поршень 21с полым штоком 22, служащим для страгивания готового стержня, внутри штока 22 размещен малый поршень 23 со штоком 24, выталкивающим стержен Механизм заполнения стержневых ящиков содержит неподвижный корпус 25, прикрепленный к бункеру 13, подвижн рамку 26, соединенную со штоком пнемоцилиндра 27, подпружиненное дно 28 и втулку 29 дозированного объема
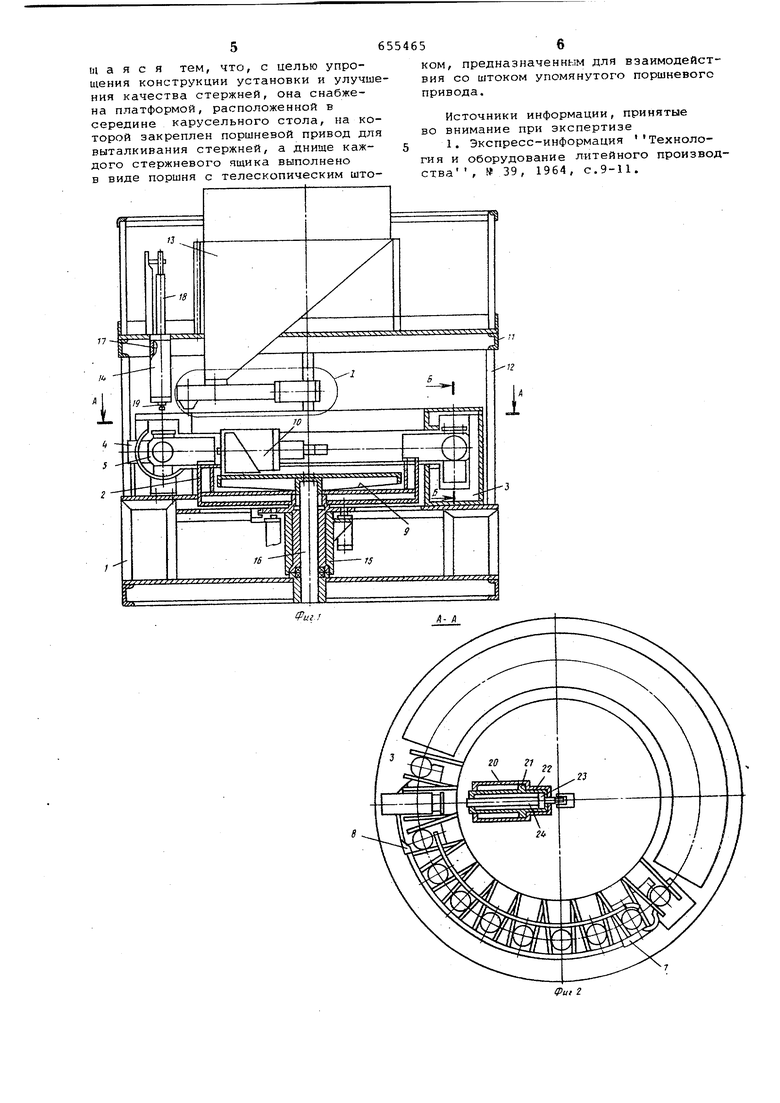
Стержневойящик содержит гильзу 30, имеющую цапфы 31, перпендикулярные продольной оси гильзы, вращающиеся во втулках 32 кронштейнов 5, днище 33, выполненное в виде поршня с телескопическим штоком 34, удерживаемые от выпадания головками направляющих 35. Телескопический шток содержит наружную втулку 36., промежуточную втулку 37, на конце которо установлено направляющее кольцо 38, внутреннюю втулку 39, на конце которой крепится днище 33 с поршневым кольцом 40,очищакяцим рабочую поверхность гильзы стержневого ящика. Втулки 36,37, 39 имеют наружные и внутренние кольцевые выступы, ограничивающи их ход.
Установка работает следующим образом.
Перемещение стержневого ящика с одной позиции на другую производится путем поворота многопозиционэго карусельного стола 2 на заданный угол механизмом 15 поворота стбла.. Перед началом работы стержневые ящики 4 прогреваются, до требуемой температуры путем перемещения их через печь 3 вхолостую.
Рабочий цикл установки начинаетс с- позиции Г, на которой стержневая смесь из бункера 13 поступает в дозированный объем втулки 29, запрессованной в подвижную рамку 26 механизма 6 заполнения смеси. При перемещении подвижной рамки 26 пневмоцилиндром 27 в крайнее левое положение втулка 29 совмещается с
отверстием в дне 28, через которое смесь высыпается в стержневой ящик, подвижная рамка 26 возвращается пневмоцилиндром 27 в исходное положение. Позиции Д-Е свободные от механизмов, здесь происходит формирование оболочки стержня за счет тепла стержневого ящика. Между позициями Е-Ж установлен кантователь 7,который при очередном повороте карусельного стола, поворачивает стержневой ящик на цапфах 31 на 180 (дном вверх) , происходит сбрасывание избытка стержневой смеси.
На позициях Ж-3 стержневой ящик с образовавшейся оболочкой находится в электрической печи 3, где стержень окончательно затвердевает.
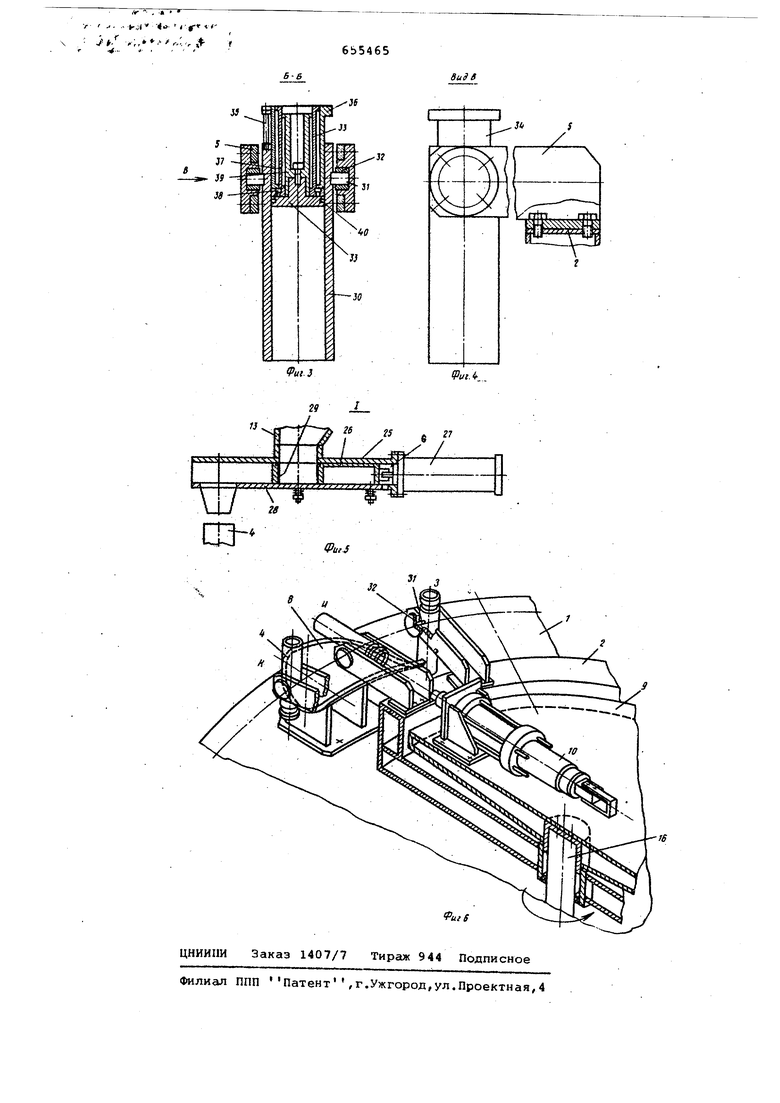
На позиции И стержневой ящик поворачивается кантователем 8 в горизонтальное положение днищем к поршневому приводу 10 выталкивания стержней, поршень 21 со штоком 22, перемещаясь к стержневому ящику, контактрует с фланцем наружной втулки 36 и через кольцо 38 днищем 33 срывает готовый с.тержень, связь которого с рабочей поверхностью гильзы 30 прекращается вследствие наличия в ней уклона, одновременно шток 24, контактируя с торцом внутренней втулки 39 и перемещаясь поршнег 23, выталкивает стержень, при этом втулки 36,37, 39, перемещаясь, займут крайнее положение.
После выполнения операции все детали поршневого привода выталкивания стержней возвращаются в исходное положение. На позиции К разделительной смесью стержневой ящик, поворачивается кантователем 8 в вертикальное положение (дном вниз), шток 18 опрь1с1 ивателя 14 с распылительной головкой 19, перемещаясь вниз, контактирует с днищем 33 и возвращает его и телескопический шток 34 в исходное положение до соприкосновения торцов днища 33, направляющего кольца 38, наружной втулки 36 и до упора фланца втулки 36 в головки направляющих 35. Одновременно с этим происходит опрыскивание рабочей поверхности гильзы 30 разделительной смесью. С позиции Г цикл повторяется. .
Формула изобретения
Установка для изготовления оболочко.вых стержней, содержащая станину, многопозиционный карусельный стол и туннельную печь, установленные на станине стержневые ящики, размещенные на карусельном столе, механизм для заполнения стержневых ящиков смесью, кантователь стержневых ящиков и поршневой привод для выталкивания стержней, отличаm а я с я тем, что, с целью упрощения конструкции установки и улучшения качества стержней, она снабжена платформой, расположенной в середине карусельного стола, на которой закреплен поршневой привод для выталкивания стержней, а днище каждого стержневого ящика выполнено в виде поршня с телескопическим што656 ком, предназначенным для взаимодействия со штоком упомянутого поршневого привода. Источники информации, принятые во внимание при экспертизе 1. Экспресс-информация Технология и оборудование литейного производства , №39, 1964, с.9-11.
Фиг.;
Л- Л
rif . У . .. ,;( . (If 1 j-t. ,,ff,:,.,
6Ь5465
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный автомат для изготовления литейных стержней | 1980 |
|
SU910316A1 |
| Блок стержневой оснастки и установка для изготовления литейных стержней | 1990 |
|
SU1759525A2 |
| Линия для изготовления литейных стержней | 1990 |
|
SU1722682A1 |
| Пескодувная машина | 1975 |
|
SU716702A1 |
| Способ изготовления литейных форм и стержней и устройство для его осуществления | 1988 |
|
SU1579629A1 |
| Установка для изготовленияОбОлОчКОВыХ СТЕРжНЕй | 1979 |
|
SU810364A1 |
| Кантователь | 1981 |
|
SU961856A1 |
| Установка для изготовления литейных стержней | 1975 |
|
SU561607A1 |
| Автоматическая линия для изготовления стержней | 1987 |
|
SU1503996A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
J6
M
РигЛ
