1
Изобретение относится к изготовлению резиновых технических изделий.
Известен станок для сборки армированных манжет, содержащий бункеры для ман.жет и пружинных колец, сборочный стол механизма для поштучной подачи пружинных колец и манжет к месту сборки и механизм для надевания пружинного кольца на манжету .
В известном станке процесс надевания пружинного кольца на манжету требует выполнения многих вспомогательных операций. Манжеты предвари-.-ельно надевают с помощью специального устройства на оправки, расположенные на смонтированной на сборочном столе враша.ошейся планшайбе, а пружинные кольца с помошью гильз с оправками, закрепленными на вращающемся водиле, растягивают и при совмещении оправок на синхронно вращающихся план-шайбе и водиле надевают на манжету.
Цель изобретения - упрощение конструкции станка и повышение, его производительности.
Это достигается тем, 4Td сборочный стол выполнен с направляющим каналом, связанным с накопителем для манжет, механизм-для поштучной подачи манжет выполнен в виде возвратно -поступательно перемещающегося ползуна, установленного в указанном направляюш.ем канале и снабженного копиром, а механизм для надевания пружинного кольца на манжету
выполнен в виде шарнирно смонтированного над напраЕшяюшим каналом подпружиненного пластинчатого укладчика со взаимодействующей с пружинным кольцом криволинейной рабочей кромкой и установлен
с наклоном к месту сборки. Механизм для поштучной подачи пружинных колец выполнен в врде наклонного к месту сборки и соосного с пластинчатым укладчиком желоба и входящего в него вильчатого отсе-
кателя, щарннрно смонтированного на подвижном щтоке, снабженном роликом, взаимодействующим с копиром ползуча.
Криволинейная рабочая кромка пластинчатого укладчика выпэлне а с радиусом,
равным 0,6 0,9 наружного диаметра
манжеты.. Для регулирования наклона пластинчатый укладчик снабжен установочными винтами.
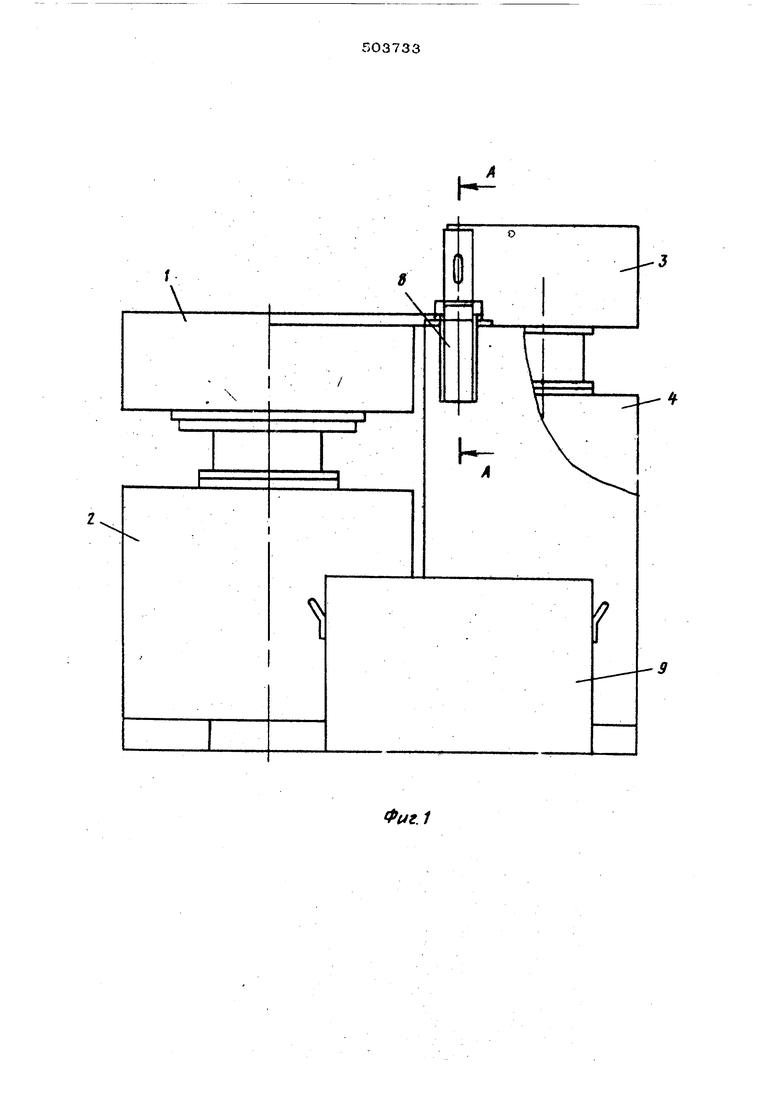
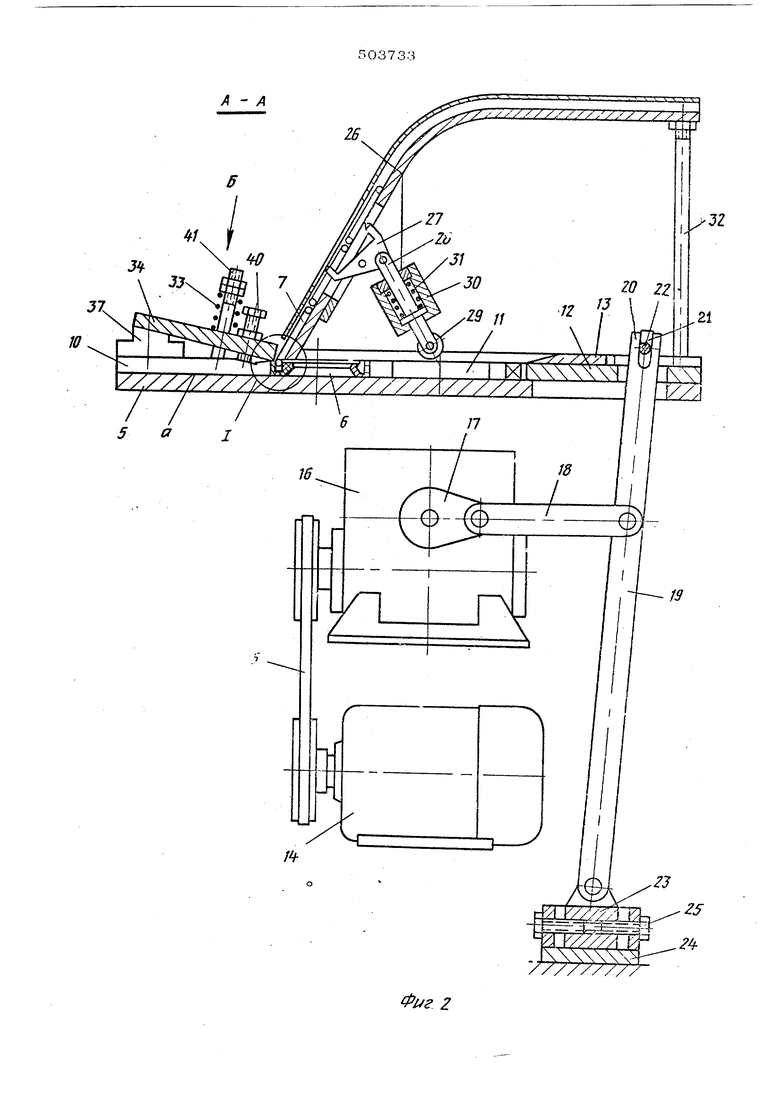
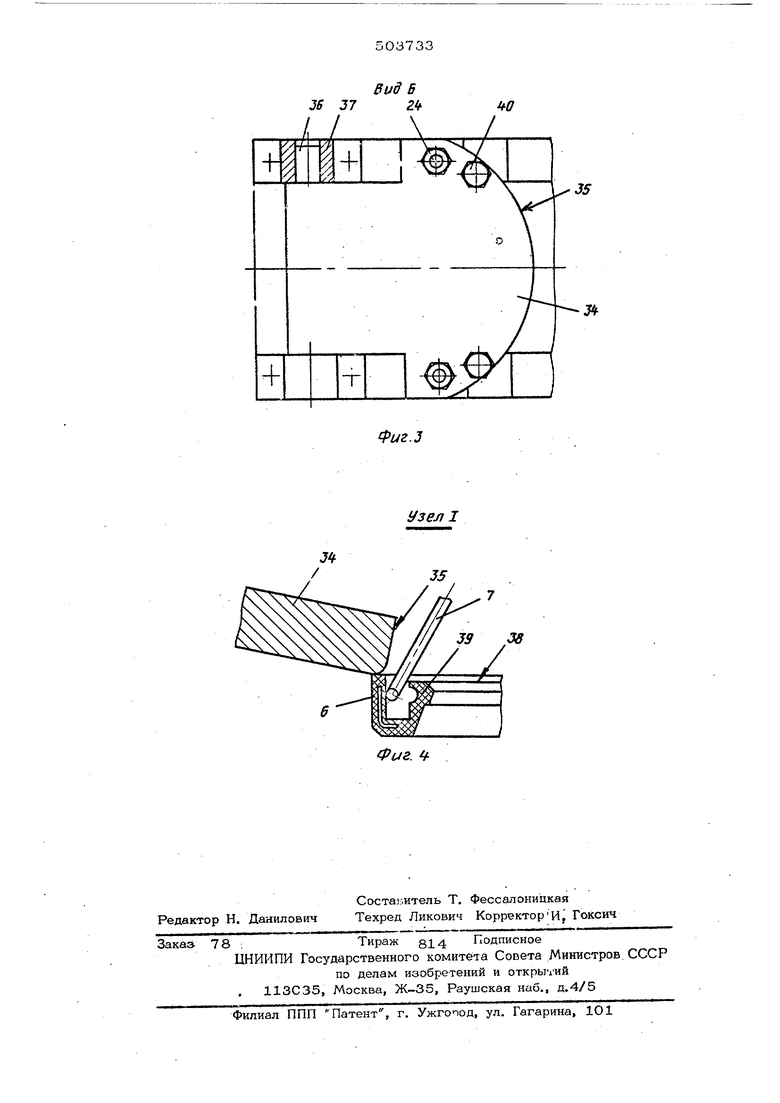
Ка фиг. 1 схематично показан предлагаемый станок; на фиг.2 дан разрез А-Л на фиг. 1; на фиг. 3 - вид ио стрелке Б на фиг. 2; на фиг. 4 узел 1 (участок сборки)..
Станок содержит бункер 1 для манжет с виброприводом 2 и бункер 3 для пружинных колец с виброприводом 4, сборочный стол 5 механизма для поштучной подачи манжет 6 и механизма рля поштучной подачи пружинных колец 7 к месту сборки и механизм рля надевания пружинного кольца 7 па манжету 6..Направляющая 8 служит для направления манжет в ящик 9.
Сборочный стол 5 выполнен с направляющим а, ограниченным .буртиками 10, один из которых имеет окно 11 дая прохода манжет 6 из бункера 1 для манжет.-в канале а.
.Механизм рля .поштучной подачи манжет б выполнен в виде возвратно-поступательно перемещающегося ползуна 12. установленного в канале а.
На ползуне 12 згтсреплен копир 13.
ползуна 12 осуществляется от электродвигателя 14 через клиноременную передачу 15, редуктор 16 и кривошипношатунно-кулисш й механизм, включающий в себя кривошип 17, шатун 18 и кулису 19 с эиЯкой 20.
Ползун 12 соединен с 20 с помощью подщипников 21 и пальца 22.
Кулиса 19 опирается на пяту 23, име ющую возможность перемещения в пазу подпятника 24 с помощью болтов 25 для регулировки хода ползуна 12.
Механизм для поштучной подачи пружинHt -с колец выполнен в виде наклонного к месту сборки желоба 26 и в.ходящего в нега вильчатого отсекателя 27, щарнирно смонттфованного на подвижном лтоке 28, снабженном роликом 29, взаимодействующим с копиром 13 ползуна 12. Подвиж- ный шток 28 установлен в корпусе ЗО и снабжен возвратной пружиной 31. Высоту приемного конца желоба 26 настраивают на высоту подающего лотка бункера 3 для пружинны.с колец с помощью шпилек 32.
Механизм для надевания пружинного кольцс. 7 на манжету 6 выполнен в виде шарнирно смонтированного над направляющим каналом а подпружиненного пружинами 33 пластинчатого укладчика 34 со взаимодействующей G пруи1;инным-кольцом 7 криглолинейной рабочей кромкой 35 и установлен с наклоном к месту сборки.
Пластинчатый укладчик 34 шипами 36 опирается на подшипники 37 ч может качаться при движении под ним собранных манжет 6. Настройку укладчика 34 на
определенную высоту, разную высоте расположения торцовой плоскости 38 языяка 39 (см. фиг. 4), производят установочными винтами 40, а усилие прижима укладчика 34 к язычку 39 регулируют пружинами 33, надетыми на шпильки 41, которые ввинченьг в буртики 10 и проходят через отверстия укладчика 34. Рабочая кромка 35 укладчика 34 выполнена по радиусу, равному 0,6 - 0,9 наружного
диаметра корпуса манжеты 6.
Предлагаемый станок работает следующим образом.
Предназначенные для сборки корпусы манжет Ь засыпают в бункер 1, а пружинные кольца 7 - в бункер 3 и включают виброприводы 2 и 4. Сориентированные корпусы манжет из бункера 1 через окно 11 подают в канал а, а пружинные кольца 7 из бункера 3 - в желоб 26, Далее включают электродвигатель 14 и ползун 12, палец 22 которого входит в зацепле1П1е с вилкой 20 качающейся кулисы 16, начинает совёрщать возвратнопоступательное движение в канале а При дьижении вперед ползун 12 захватывает кор.ус манжеты 6 и досылает его к месту сборки. В конце хода ползуна 12 копир 13 набегает под ролик 29, нажи,- ; мает на щток 28 и поворачивает вильча-
тый отсекатель 27, при этом нижний зуб вильчатого отсекателя 27 освобождает пружинлое кольцо 7, которое заходит в кольцевой паз корпуса манжеты 6. Очередное пружинное кольцо 7 зависает на верх-
нем зубе вильчатого отсекателя 27. При отходе ползуна 12 назад шток 28 под действием пружины 31 возвращается в исходное положение и очередное пружинное колыю 7 перебрасывается с. верхнего эуба вильчатого отсекателя 27 на нижний, Далее ползун 12 освобождает - какал а, открывает окно 11 и о.чередной корпус Манжеты 6 подается в канал а. При следующем ходе вперед ползун 12 досылает к месту сборки новый корпус манжеты 6 и продвигает под укладчиком 34 предыдущий.
При движении корпуса манжеты 6 укладчик 34 опускается под действием пружин 33.и скользит по торцовой плоскости 38 язычка 39 (см. фиг. 4), укладывая рабочей кромкой 35 пружину 7 в кольцевой паз корпуса манжеты 6 и надевая ее на язычок 39. Далее повторяется п
той же, псх:ледователььости. Собранные манж эты выталкиваются ползуном 12 из канала а к по направляющей 8 сбрасываются в JOUHK 9.
Формула изобретения
1. Станок для сборки армированных манжет, содержащий бункеры для манжет и пружинных колец, сборочный стол меха- ниама для поштучной подачи пружинных колец и манжет к месту сборки и мех.низм для надевания пружинного кольца на манжету, отли« ающийся тем, что, с целью упрощения конструкции станка и повыщения его производительности, сборочный стол выполнен с направляющим каналом, связанным с накопителем для май.жет, механизм для поштучной подачи ман.жетвыполнен в виде возвратно-поступательно перемещающегося ползуна, установленного в указанном направляй щем канале и снабженного копиром, а механизм для надевания пружинного кольца на манжету
; выполнен в виде шарнирно смонтированно го над направляющим каналом подпружинен- ;rtOro пластинчатого укладчика со взаил : действующей с пружинным кольцом криволинейной рабочей кромкой и установлен с наклоном к месту сборки,
2.Станок по п. 1, о т л и ч а ю щ.И й:С я тем, что механизм для пощтучной до- |дачи пружинных колец выполнен в виде |наклонного к месту сборки и соосного с
1 пластинчатым укладчиком желоба и входящего в «его вильчатого отсекателя, шарнирно смонтированного на подвижном, KBj снабженном роликом, взаимодействующим с копиром пилзуна.
3.Станок по п. 1, отличающийс я тем, что криволинейная рабочая кром|ка пластинчатого укладчика выполнена с I радиусом, равным 0,6 - 0,9 наружного iдиаметра манжеты.,
: 4. Станок по п. 1, о т л и ч а ю щ и йI с я тем, что, с целью регулирования на клона, пластинчатый yклaд tик снабжен установочными винтами.
Н
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки деталей | 1977 |
|
SU745643A1 |
| Автомат для сборки дисковых цоколей стартеров | 1973 |
|
SU482829A1 |
| РОТОРНАЯ МАШИНА СБОРКИ | 1992 |
|
RU2014195C1 |
| Автомат для изготовления и установки стопорных колец на вал | 1982 |
|
SU1085741A1 |
| Автомат для сборки цоколей люминисцентных ламп | 1974 |
|
SU736211A1 |
| Автомат для сборки подшипниковых узлов | 1984 |
|
SU1257309A1 |
| Устройство для сборки цоколей нормальных осветительных ламп | 1980 |
|
SU974462A1 |
| МАНИПУЛЯТОР | 2002 |
|
RU2228259C2 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Автоматическая линия для сборки трубчато-пластинчатых теплообменников | 1989 |
|
SU1791088A1 |
f
г
ь
Фиг.1 А
2 А ЗВ 37Ztf
Вид В
Фиг.З
Узел I
39 Зв
/ /
Фиг.
