Изобретение относится к металлургии и может быть использовано при прокатке рельсов с применением универсальной предчис- товой клети, в которой, кроме обжатия подошвы рельса неприводными вертикальными валками, осуществляется также контроль одного или двух фланцев по ширине подошвы в полузакрытых выточках в горизонтальных приводных валках.
Целью изобретения является улучшение качества проката путем повышения надежности захвата и удержания при прокатке фланца в упомянутой выточке.
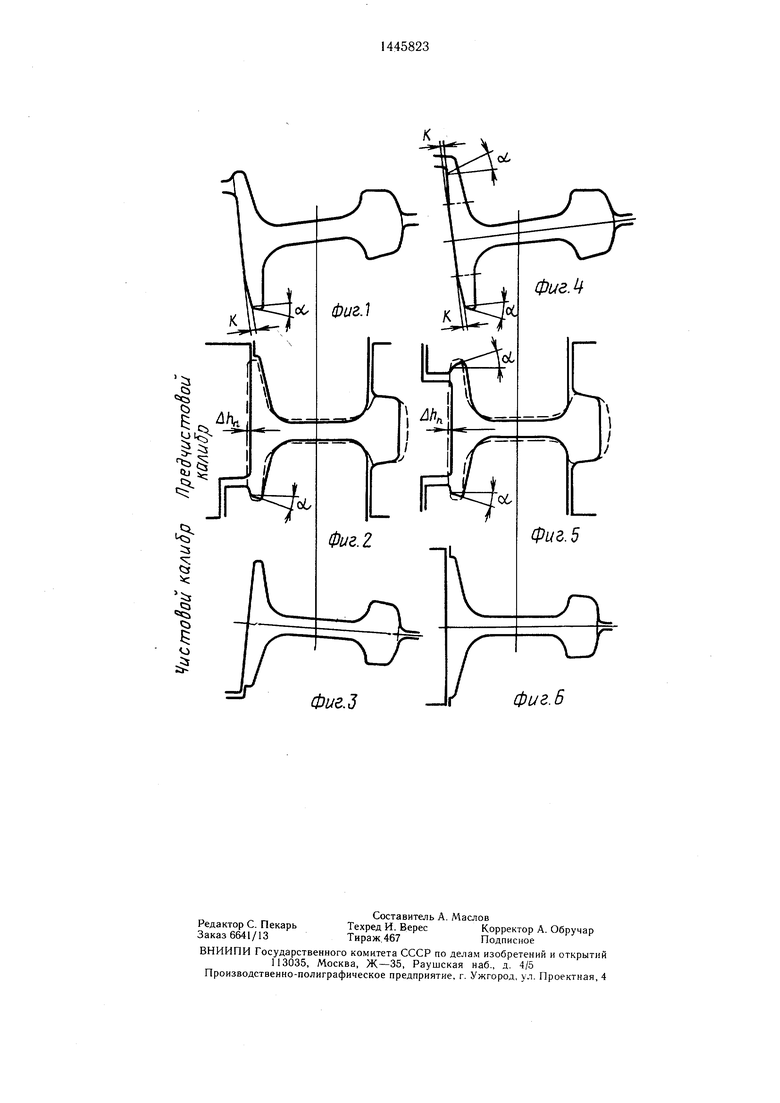
На фиг. 1-3 представлены три последних калибра для случая использования в качестве чистового двухвалкового калибра; на фиг. 4-б - то же, но при использовании в качестве чистового универсального калибра.
В двухвалковом калибре (фиг. ) фланец подошвы подгибают к середине профиля на величину Л, равную величине обжатия подошвы Л/г в последующем предчистовом универсальном калибре, а кромку этого фланца формируют скошенной под углом 3- 6° к оси профиля с направлением ее заострения к середине профиля. Для формирования такой кромки подошвы в указанном калибре дно закрытого фланцевого ручья вы- по.;11)Яют с наклоном под углом 3-6°. Сформированный таким образом профиль задают в предчистовой универсальный калибр (фи 2), имею цчй полузакрытую выточку на нижнем горизонтальном валке, в которой контролируется ширина нижнего фланца подошвы рельса. Дно этой выточки также выполнено с наклоном к оси калибра под углом такой же величины и направления, как и в предшествующем двухвалковом калибре. За счет наклона дна выточки к оси предчистового калибра фланец подошвы прижимается в ней к внутренней стенке выточки, что надежно удерживает его в выточке. Выполнение этого угла менее 3° не обеспечивает надежного поджатия и удержания фланца, а более 6° отрицательно сказывается на четком и качественном выполнении профиля кромки фланца в чистовом калибре. После предчистового универсального калибра профиль формируется в чистовом двухвалковом калибре (фиг. 3), где контролируется в закрытом фланцевом ручье ширина другого фланца и устраняется скос кромки фланца контролируемого в пред- чистовом калибре.
5
0
5
0
5
0
5
В случае применения универсального чистового калибра (фиг. 6) в предчистовом универсальном калибре (фиг. 5) контролируется ширина обоих фланцев подошвы в полузакрытых выточках горизонтальных валков. Соответственно, в предшествующем ему двухвалковом калибре (фиг. 4) подгибаются oi6a фланца подошвы и на кромках обоих фланцев формируются скосы под углом 3-6°.
Отгиб фланцев раската на величину обжатия в универсальном калибре высоты рель; са со стороны подошвы обеспечит четкое попадание фланца в полузакрытую выточку предчистового калибра в момент захвата полосы валками и удержание в ней при установившемся процессе прокатки.
Наличие уклона дна выточки в горизонтальном валке предчистового калибра, а также скос кромки фланца задаваемого раската обеспечит надежное удерживание раската в предчистовом универсальном калибре с постоянным прижатием фланца раската, прокатываемого в полузакрытом ручье, своей внутренней поверхностью к калибру.
В совокупности эти приемы обеспечивают исключение выхода кромки фланца из выточки в предчистовом калибре, ее попада ние в разъем валков в этом калибре, в конечном счете повышает качество проката.
Формула изобретения
Способ калибровки рельсов, включающий контроль ширины фланца подошвы рельса в полузакрытой выточке горизонтального валка предчистового универсального калибра, отличающийся тем, что, с целью улучшения качества проката путем повышения надежности захвата и удержания при прокатке фланца в упомянутой выточке, в калибре, предшествующем предчистовому универсальному калибру, контролируемый фланец подгибают в направлении к середине калибра на величину обжатия подошвы рельса в предчистовом калибре, а кромку этого фланца формируют скошенной под углом 3-6° к оси профиля с направлением ее заострения к середине профиля, причем дно полузакрытой выточки горизонтального валка предчисто- Boi o калибра выполняют с наклоном к оси калибра под углом таким же по величине и направлению.
Фиг.З
фи.б
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| Способ прокатки рельсов | 1988 |
|
SU1614869A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2003 |
|
RU2241556C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2016 |
|
RU2627140C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ И ЧИСТОВОЙ ЧЕТЫРЕХВАЛКОВЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2015 |
|
RU2604076C1 |
Изобретение относится к металлургии и может быть использовано при прокатке рельсов с применением универсальной пред- чистовой клети, в которой, кроме обжатия подошвы рельса неприводными вертикальными валками, осуществляется также контроль- одного или двух фланцев по ширине подошвы в полузакрытых выточках горизонтальных приводных валков. Цель изобретения - улучшение качества проката путем повышения надежности захвата и удержайия фланца в выточке. Цель достигается тем, что перед предчистовым калибром подгибают контролируемый в нем фланец к середине профиля на величину обжатия подошвы рельса в предчистовом калибре. Кроме того, кромку фланца скатывают под углом 3-6° к оси профиля, заостряя ее к середине профиля, а дно выточки в предчистовом калибре выполняют с ответным уклоном. Выполнение уклона в дне выточки горизонтального валка предчистового калибра и такого же скоса на кромке задаваемого в него профиля отклоняет равнодействующую силу, приложенную к фланцу, в сторону середины калибра, что предотвращает выдавливание фланца из выточки горизонтального валка и попадание его на бурт валка. Этому способствует также подгиб фланцев внутрь профиля перед задачей его в предчистовой калибр, благодаря чему также улучшаются условия захвата и удержания профиля в этом калибре. Способ обеспечивает надежный захват.и устойчивую прокатку раската в предчистовом калибре, исключающую брак по закатам из-за подворачивания фланца в зазор валков предчистового калибра. 6 ил. S сл 4 сл сх 1чЭ СО
| Чекмарев А | |||
| П | |||
| и др | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Металлургиздат, 1971, с | |||
| Ситценабивная машина | 1922 |
|
SU391A1 |
| Черная металлургия: Бюллетень научно- технической информации, 1983, № 20, с | |||
| Пишущая машина | 1922 |
|
SU37A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
