1 , 1
Изобретение относится к черной металлургии, в частности к листопрокатному производству, и может быть использовано при конструировании формирующих роликов моталок горячекатаных полос.
Целью изобретения является поньше ние стойкости ролика за счет сншке- ния концентрации напряжений в крити ческих сечениях.
На чертеже показана конструкция формирующего ролика моталки Горячекатаных полос, общий вид.
Формирующий ролик моталки горяче- катаных полос состоит из бочки 1,, шейки 2, переходного конусного участка 3, примыкающего к периферийной ступени шейки 2, цилиндрической ступени 4 щейки, примыкающей к бочке 1, и конусного переходного участка 5, примыкающего к бочке 1.
На чертеже обозначены: общая длина шейки 2; 1ц, - длина конусного переходного участка, пршы
кающего к бочке 1; 1 ц, и л. ступ протяженность цилиндрической ступени 4 щейки, прилегающей к бочке 1; IKI - длина конусного участка 3 шейки, примыкающего к периферийной ступени 2 шейки; u,ij,,cr-,neHi - диаметр ступени
ступени шейки 2;
4 шейки, прилегающей к бочке 1, пер« с-гуп. - диаметр периферийной о(п- угол конуснос
0
5
0
5
0
кового узла в целом. Проверенные расчеты также показали, что для обеспечения надежной конструкции ролика и его стойкости и протяженность конусного переходного участка 5 от бочки 1 к ступени 4 менее 0,75 протяженности ступени 4 с углом конусности о, менее 0,7 угла конусности -d переходного участка 3, граничащего с периферийной ступенью 2, и протяженность этого конусного участка 3, граничащего с периферийной ступенью шейки 2, менее 0,06 нецелесообразно, так как это не приведет к желаемому снижению концентрации напряжений в месте перехода от шеек к бочке. Увеличение протяженности конусного переходного участка 5 от бочки 1 к ступени 4 более 0,85 пратяженности ступени 4 с углом конусности i, более 0,8 угла конусности of переходного участка 3, граничащего с периферийной ступенью 2 шейки, и протяженности этого конусного участка 3, граничащего с периферийной ступенью шейки 2, более 0,08 также нецелесообразно, так как это приведет к утяжелению ролика, к повьшенным махо- Bbw моментам, снижающим стойкость роликового узла в целом, например, по выходу подшипников из строя.
Сопоставительные результаты работы формирующих роликов предлагаемой
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный валок | 1979 |
|
SU831242A1 |
| ОПОРНЫЙ ВАЛОК ДРЕССИРОВОЧНОГО СТАНА | 2004 |
|
RU2252089C1 |
| Чугунный горизонтальный валок | 1978 |
|
SU816591A1 |
| Опорный валок клети кварто | 1979 |
|
SU845904A1 |
| Прокатный валок | 1989 |
|
SU1676694A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2017 |
|
RU2680121C1 |
| Прокатный валок | 1990 |
|
SU1759490A1 |
| Металлическая форма для центробежно-литого чугунного валка | 1985 |
|
SU1329901A1 |
| Способ ковки прокатных валков в режиме упрочнение-регламентированная пауза-разупрочнение | 1986 |
|
SU1468635A1 |
| Ролик рольганга прокатного стана | 1979 |
|
SU850245A1 |
Изобретение относится к области черной металлургии, в частности к листопрокатному производству, и может быть использовано при конструировании формирующих роликов моталок горячекатаных полос. Цель изобретения - повьппение стойкости ролика за счет снижения концентрации напряжений в критических сечениях. Ролик состоит из бочки 1 и цилиндрических шеек 2. Каждая из цилиндрических шеек 2 выполнена ступенчатой с конусными переходными участками 3 и 5, причем диаметр ступени 4 шейки, прилегающей к бочке 1, выполнен равным 1,20-1,25 диаметра периферийной ступени шейки 2 с протяженностью конусного переходного участка 1 i от бочки к этой ступени шейки, равной 0,75- 0,85 протяженности ступени зтого участка Хцил. ступ с углом конусности о, , равным 0,7-0,8 угла конусности of переходного участка, граничащего с периферийной ступенью, выполненной равной 0,06-0,08 протяженности конусного переходного участка IK,, примыкающего к бочке. 1 ил.,1 табл. / I § сл 4i) 4 СП 00 N9 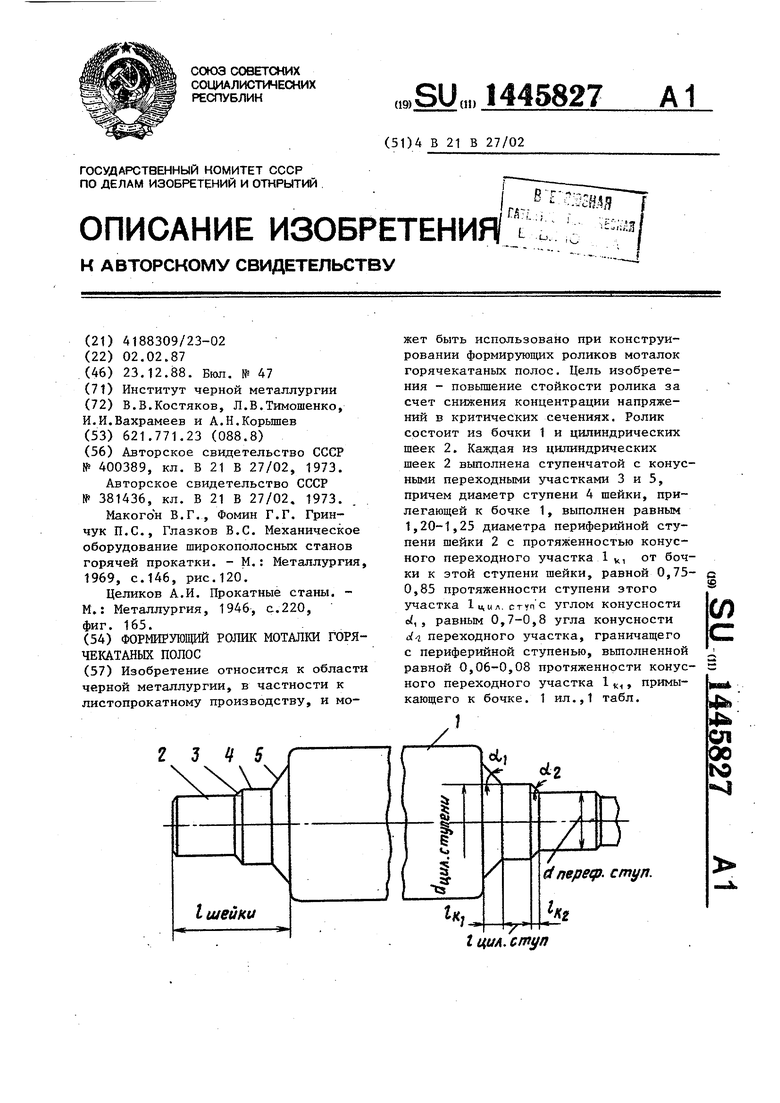
ти конического участка 5 шейки, при- 5 известной конструкций представлемыкающего к бочке 1; i- угол конусности конического участка 3 шейки, примыкающего к периферийной ступ&ни шейки 2.
Сущность предлагаемого ролика моталки горячекатаных полос заключается в том, что для.снижения концент- рагщи напряжений в наиболее опасном сечении в предлагаемой конструкц1 1И формирующего ролика каждая из шеб:к ролика выполняется ступенчатой с конусными переходными участками. Др:а- метр ступени 4 шейки, прилегающей к бочке 1, вьшолнен равным 1,20-1,25 диаметра периферийной ступени шейки 2. Уменьшение диаметра менее 1,20 по отношению к диаметру периферий:ной ступени нецелесообразно, так как это не обеспечивает достаточной врочнос40
45
50
ны в таблице.
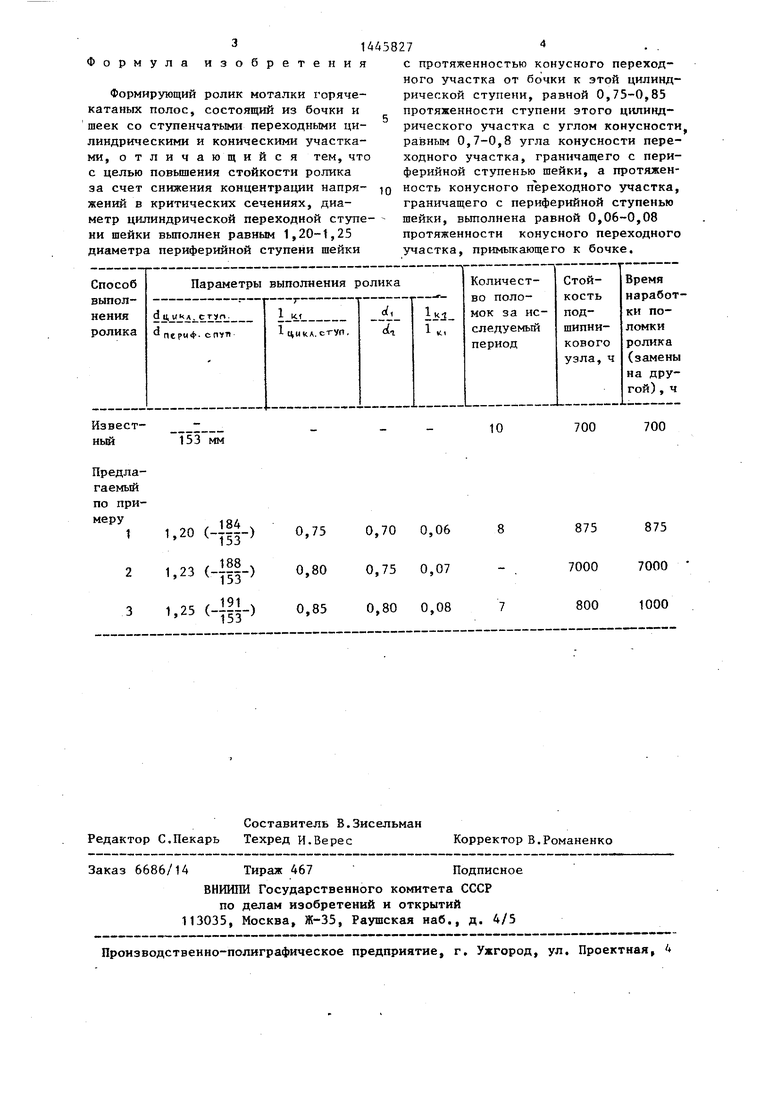
Из таблищ 1 видно, что ролики из вестной конструкции за год их эксплуатации ломались 10 раз и время наработки одного ролика составляло 700 ч. Поломка роликов происходила в месте перехода от шейки к бочке, т.е. в наиболее опасном сечении. Ро лики предлагаемой конструкции при выполнении их параметров по средним значениям (пример 2) не выходили из строя за весь период работы. При гр ничных значениях вьтолнения роликов (пример 1 и 3) время наработки снижалось до 875 и 1000 ч соответствен но.
Технико-экономическое преимущест во предлагаемого ролика по сравнени
ти участка перехода от бочки к шейке.„ с известным состоит в том, что он
В то же время увеличение диаметрг: участка .шейки 4 свьшге 1,25 излишв;е утяжеляет конструкцию, повышая махо- вый момент и снижая стойкость рог:ипозволяет : г. 7ысить стойкость ролик снизить простои стана из-за остано для замены роликов и повысить прои водительность станов.
известной конструкций представле
ны в таблице.
Из таблищ 1 видно, что ролики известной конструкции за год их эксплуатации ломались 10 раз и время наработки одного ролика составляло 700 ч. Поломка роликов происходила в месте перехода от шейки к бочке, т.е. в наиболее опасном сечении. Ролики предлагаемой конструкции при выполнении их параметров по средним значениям (пример 2) не выходили из строя за весь период работы. При граничных значениях вьтолнения роликов (пример 1 и 3) время наработки снижалось до 875 и 1000 ч соответственно.
Технико-экономическое преимущество предлагаемого ролика по сравнению
позволяет : г. 7ысить стойкость ролика, снизить простои стана из-за остановок для замены роликов и повысить производительность станов.
Формула изобретения
Формирующий ролик моталки горячекатаных полос, состоящий из бочки и шеек со ступенчатыми переходными цилиндрическими и коническими участками, о т л и ч а ю щ и и с я тем, что с целью повышения стойкости ролика за счет снижения концентрации напряжений в критических сечениях, диаметр цилиндрической переходной ступени шейки выполнен равным 1,20-1,25 диаметра периферийной ступени шейки
с протяженностью конусного переходного участка от бочки к этой цилиндрической ступени, равной 0,75-0,85 протяженности ступени этого цилиндрического участка с углом конусности равным 0,7-0,8 угла конусности переходного участка, граничащего с периферийной ступенью шейки, а протяженность конусного переходного участка, граничащего с периферийной ступенью шейки, выполнена равной 0,06-0,08 протяженности конусного переходного участка, примыкающего к бочке.
| ОПОРНЫЙ ВАЛОК | 0 |
|
SU400389A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ОПОРНЫЙ ВАЛОК КЛЕТИ КВАРТО | 0 |
|
SU381436A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Макого н В.Г., Фомин Г.Г | |||
| Грин- чук П.С., Глазков B.C | |||
| Механическое оборудование широкополосных станов горячей прокатки | |||
| - М.: Металлургия, 1969, с.146, рис.120 | |||
| Целиков А.И | |||
| Прокатные станы | |||
| - М.: Металлургия, 1946, с.220, фиг | |||
| Устройство для отыскания металлических предметов | 1920 |
|
SU165A1 |
