Изобретение относится к прокатному производству, в частности к производству горячекатаных листов.
Цель изобретения - повышение качества листов путем улучшения удаления окалины и увеличения срока службы валков.
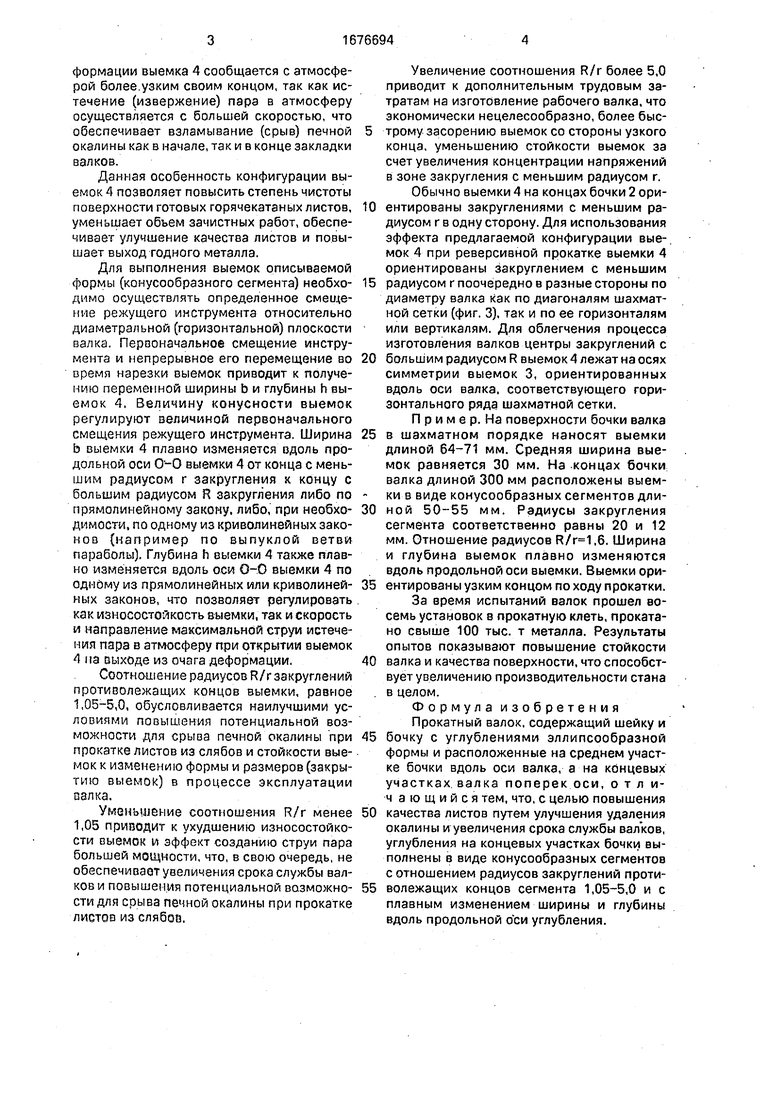
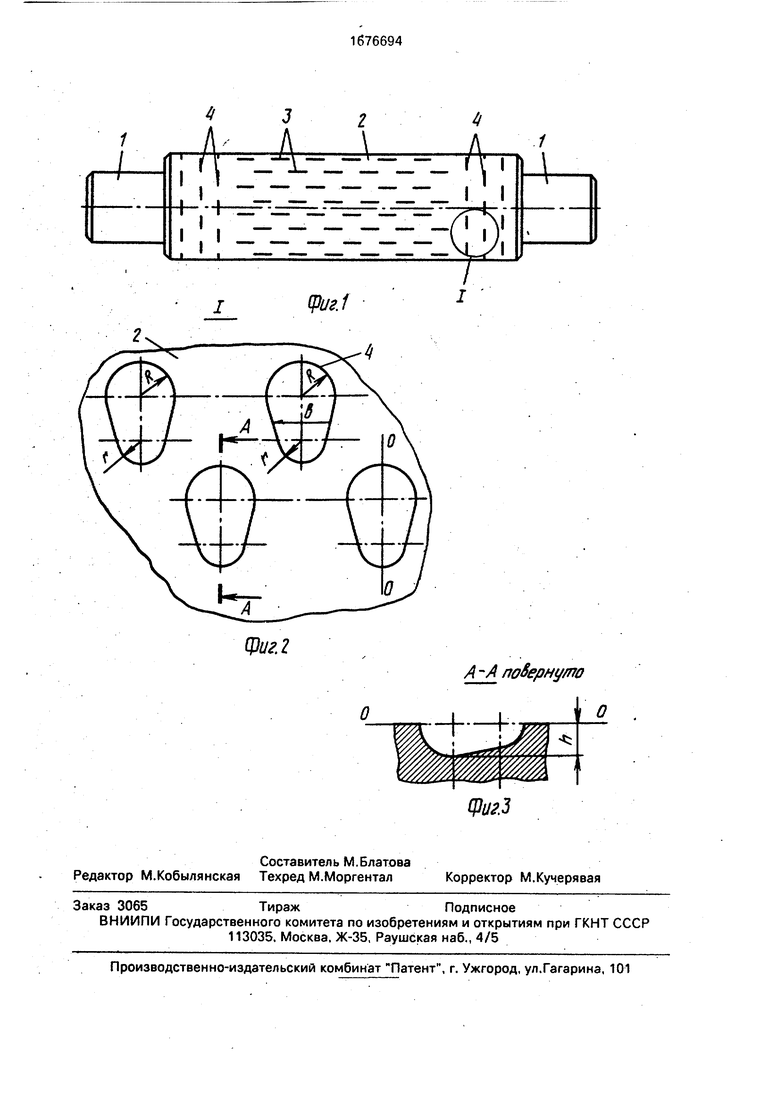
На фиг. 1 изображен прокатный валок; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - разрез А-А на фиг. 2.
Валок состоит из шеек 1 и бочки 2, на поверхности которой нанесены в шахматном порядке углубления, выемки 3 в средней части бочки 2 расположены вдоль оси валка, а выемки 4 на концах бочки 2 расположены по диаметру валка. Каждая расположенная по диаметру валка выемка 4 выполнена в виде конусообразного сегмента с отношением радиусов R/r закруглений противолежащих концов выемки 4, равным 1,05-5,0. Максимальные ширины Ь (фиг. 2) и глубина L выемки 4 плавно изменяются вдоль продольной оси выемки 4.
При разбивке сляба на ширину поверхность бочки валка взаимодействуете деформируемым металлом, при этом выемки оказывают тормозящее воздействие процессу скольжения металла в очаге деформации. Концы раската деформируются на концевых участках бочки валка, содержащих выемки 4, ориентированные по диаметру валка, и, так как на этих участках скольжения металла в очаге деформации больше, чем в средней части бочки валка, вытя-жка по концам раската увеличивается, компенсируя сужение его концов. Благодаря выполнению выемок 4 предлагаемой конфигурации повышается стойкость выемок 4 изменению их формы и размеров (в частности к закрытию выемок) в процессе эксплуатации валка.
При выходе листа из очага деформации полость выемки сообщается с атмосферой, вследствие быстрого падения давления происходит извержение пара, вызывающее взламывание окалины. Выемки 4 располагают так, чтобы на выходе из очага деформации выемки 4 была ориентирована узким концом (закруглением меньшего радиуса г) по ходу прокатки. При выходе из очага де(Л
о - о о
Ю
N
формации выемка 4 сообщается с атмосферой более узким своим концом, так как истечение (извержение) пара в атмосферу осуществляется с большей скоростью, что обеспечивает взламывание (срыв) печной окалины как в начале, так и в конце закладки валков.
Данная особенность конфигурации выемок 4 позволяет повысить степень чистоты поверхности готовых горячекатаных листов, уменьшает объем зачистных работ, обеспечивает улучшение качества листов и повышает выход годного металла.
Для выполнения выемок описываемой формы (конусообразного сегмента) необходимо осуществлять определенное смещение режущего инструмента относительно диаметральной (горизонтальной)плоскости валка. Первоначальное смещение инструмента и непрерывное его перемещение во время нарезки выемок приводит к получению переменной ширины b и глубины h выемок 4, Величину конусности выемок регулируют величиной первоначального смещения режущего инструмента. Ширина b выемки 4 плавно изменяется одоль продольной оси О -О выемки 4 от конца с меньшим радиусом г закругления к концу с большим радиусом R закругления либо по прямолинейному закону, либо, при необходимости, по одному из криволинейных зако- нов (например по выпуклой ветви параболы). Глубина h выемки 4 также плавно изменяется вдоль оси (3-0 выемки 4 по одному из прямолинейных или криволинейных законов, что позволяет регулировать как износостойкость выемки, так и скорость и направление максимальной струи истечения пара в атмосферу при открытии выемок 4 на выходе из очага деформации.
Соотношение радиусов R/r закруглений противолежащих концов выемки, равное 1,05-5,0, обусловливается наилучшими условиями повышения потенциальной возможности для срыва печной окалины при прокатке листов из слябов и стойкости выемок к изменению формы и размеров (закрытию выемок) в процессе эксплуатации палка.
Уменьшение соотношения R/r менее 1,05 приводит к ухудшению износостойкости выемок и эффект созданию струи пара большей мощности, что, в свою очередь, не обеспечивает увеличения срока службы валков и повышения потенциальной возможности для срыва печной окалины при прокатке листов из слябов.
Увеличение соотношения R/r более 5,0 приводит к дополнительным трудовым затратам на изготовление рабочего валка, что экономически нецелесообразно, более быстрому засорению выемок со стороны узкого
конца, уменьшению стойкости выемок за
счет увеличения концентрации напряжений
в зоне закругления с меньшим радиусом г.
Обычно выемки 4 на концах бочки 2 ориентированы закруглениями с меньшим радиусом г в одну сторону. Для использования эффекта предлагаемой конфигурации выемок 4 при реверсивной прокатке выемки 4 ориентированы закруглением с меньшим
радиусом г поочередно в разные стороны по диаметру валка как по диагоналям шахматной сетки (фиг. 3). так и по ее горизонталям или вертикалям. Для облегчения процесса изготовления валков центры закруглений с
большим радиусом R выемок 4 лежат на осях симметрии выемок 3, ориентированных вдоль оси валка, соответствующего горизонтального ряда шахматной сетки.
П р и м е р. На поверхности бочки валка
в шахматном порядке наносят выемки длиной 64-71 мм. Средняя ширина выемок равняется 30 мм. На концах бочки валка длиной 300 мм расположены выемки в виде конусообразных сегментов длиной 50-55 мм. Радиусы закругления сегмента соответственно равны 20 и 12 мм. Отношение радиусов ,6. Ширина и глубина выемок плавно изменяются вдоль продольной оси выемки. Выемки ориентированы узким концом по ходу прокатки. За время испытаний валок прошел восемь установок в прокатную клеть, прокатано свыше 100 тыс. т металла. Результаты опытов показывают повышение стойкости
валка и качества поверхности, что способствует увеличению производительности стана в целом.
Формула изобретения Прокатный валок, содержащий шейку и
бочку с углублениями эллипсообразной формы и расположенные на среднем участке бочки вдоль оси валка, а на концевых участках валка поперек оси, о т л и- ч а ю щ и и с я тем, что, с целью повышения
качества листов путем улучшения удаления окалины и увеличения срока службы валков, углубления на концевых участках бочки выполнены в виде конусообразных сегментов с отношением радиусов закруглений противолежащих концов сегмента 1,05-5,0 и с плавным изменением ширины и глубины вдоль продольной оси углубления.
(ft/zf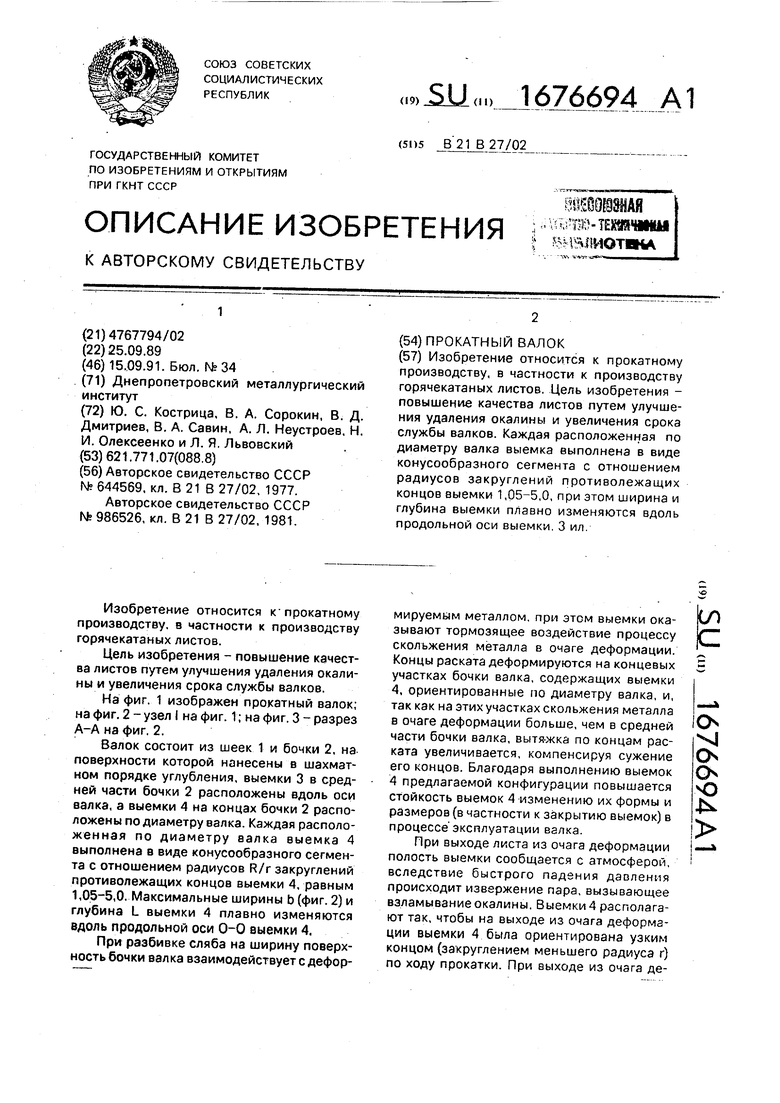
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочий валок | 1977 |
|
SU644569A2 |
| Рабочий валок черновой прокатной клети | 1988 |
|
SU1574299A1 |
| Прокатный валок | 1981 |
|
SU986526A1 |
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ЛЕНТ | 1998 |
|
RU2211735C2 |
| ОПТИМИЗИРОВАННЫЕ СТРАТЕГИИ СМЕЩЕНИЯ В КАЧЕСТВЕ ФУНКЦИИ ШИРИНЫ ПОЛОСЫ | 2004 |
|
RU2367531C2 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| КЛЕТЬ ПРОКАТНОГО СТАНА ДЛЯ ПРОИЗВОДСТВА ПОЛОСЫ ИЛИ ЛИСТА | 2007 |
|
RU2442669C2 |
| СПОСОБ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПОВЕРХНОСТИ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2183518C1 |
| Валок для изготовления листа с просечными отверстиями | 1982 |
|
SU1044351A1 |
| Валковый узел стана диагональной прокатки полосы | 1985 |
|
SU1404130A1 |
Изобретение относится к прокатному производству, в частности к производству горячекатаных листов. Цель изобретения - повышение качества листов путем улучшения удаления окалины и увеличения срока службы валков. Каждая расположенная по диаметру валка выемка выполнена в виде конусообразного сегмента с отношением радиусов закруглений противолежащих концов выемки 1,05-5,0, при этом ширина и глубина выемки плавно изменяются вдоль продольной оси выемки. 3 ил.
фиг 2
А-А по&ернуто
О
гН-h
| Рабочий валок | 1977 |
|
SU644569A2 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатный валок | 1981 |
|
SU986526A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
