1
Изобретение относится к обработке материалов резанием и может быть использовано для оптимизации режимов резания труднообрабатываемых жа- ропрочных сталей,
ЦеЛь изобретения - повышение качества обрабатываемой поверхности и стойкости режущего инструмента.
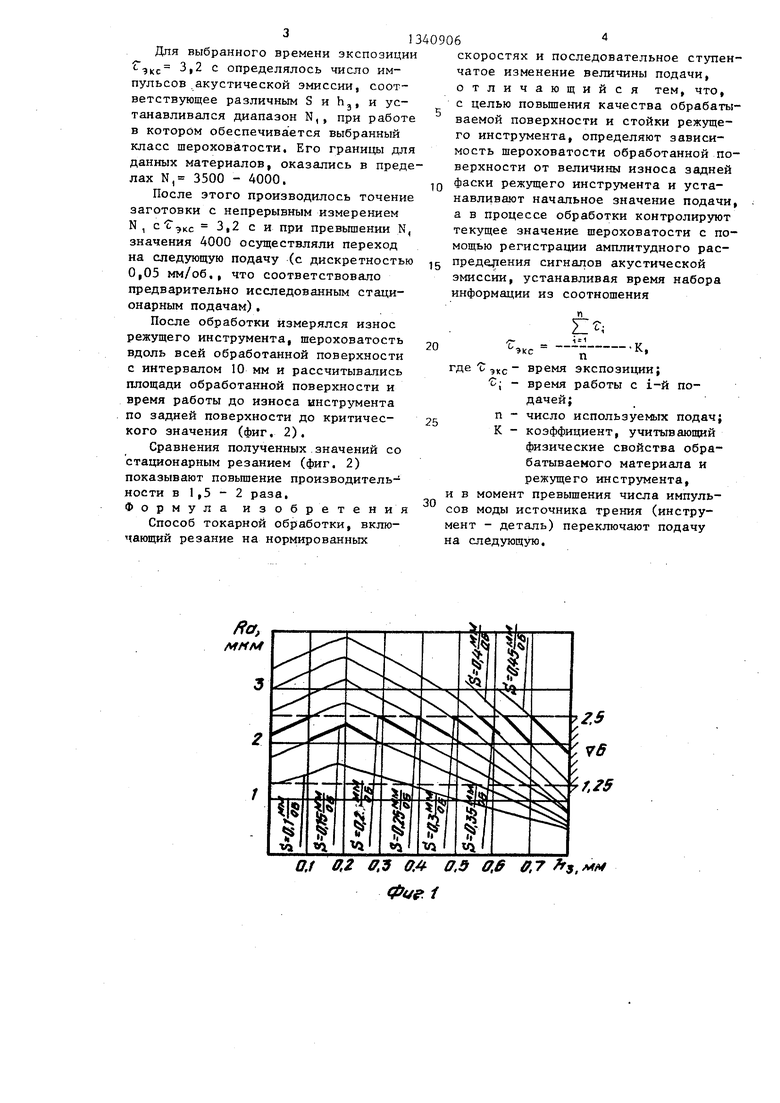
На фиг, 1 представлена зависимост шероховатости обрабатываемой поверхности от величины подачи и степени изношенности режущего HHCTpyMeHTaj на фиг, 2 - зависимость износа режущего инструмента и шероховатости обрабатываемой поверхности от ее длины
Способ токарной обработки осуществляется следующим образом.
Предварительно производят кратковременное точение вращающейся заготовки при нескольких заранее установленных значениях подачи с различной степенью изношенности режущей кромки инструмента, измеряют шероховатость обработанных участков для выбранного диапазона подач, по полученным данным строят кривые зависимости Rj.,f(h), где Rq - шероховатость участков обрабатываемой поверхности; h, - износ режущего инструмен та по задней поверхности (фиг, 1),
Затем определяют границы допусти- мьпс значений шероховатости, начальную подачу резания и время регистрации амплитудного распределения сигналов акустической эмиссии (время экспозиции) , руководствуясь соотношением:
и
Е ч
п
к.
де
экс
п 1Г
время экспозиции; время работы с i-й подачей ;
число используемых подач;
коэффициент, учитываюшзий физические свойства обрабатываемого материала и режущего инструмента,
к
де К
0,1-К
MV
к,
К,
MV
UV nV
поправочный коэффициент, учитываюш 1й. влияние физико-механических свойств жаропрочных и коррозионно- стойких сталей и сплавов на скорость резания;
Кцу - коэффициент, учитывающий влияние инструментального материала на скорость резания;
- коэффициент, учитывающий влияние состояния поверхности заготовки на скорость резания.
Далее, устанавливают границы сигналов акустической эмиссии, соответствующие допустимым значениям, шероховатости при выбранном времени экспозиции и назначают момент превьшге- ния числа импульсов моды источника трения (инструмент - деталь) для переключения подачи на следующие. Пример реализации способа, На токарном станке с ЧПУ производилась обработка заготовки ф 90- . 120 мм из жаропрочной стали проходным резцом с механическим креплением твердоплавкой пластины с передним углом у 8°, главным задним углом oi 6°, главным углом в плане 95 ,
о
5
вспомогательным углом в плане tf, -5 и различной степенью изношенности по задней поверхности hj 0,1-0,8 мм (с градацией 0,1 мм).
При постоянном значении нормативной скорости резания (1,03-1,13 м/с) производилось кратковременное резание на различных подачах S 0,1 - О„45 мм/об, (с градацией 0,05 мм/об,) инструментом с разной степенью изношенности hj,
В процессе обработки измерялась шероховатость, строились зависимости
Кц(Ьз) для исследуемого диапазона подач (фиг, 1), назначались границы требуемой шероховатости и выбиралась начальная подача. Исходя из выбранной шероховатости определялось ориентировочное время работы на разных подачах с учетом нахождения в данном классе чистоты поверхности: t ,,,, fi и определялось время экспозиции по формуле-.
50
t.
экс
к,
где
9КС
т- 5
время экспозиции; время работы с i-й подачей;
п - число используемых подач; К - коэффициент, учитывающий. Окончательное время экспозиции принималось равным 3,2 с.
Для выбранного времени экспозиции зкс 3,2 с определялось число импульсов .акустической эмиссии, соответствующее различным S и hj, и устанавливался диапазон N,, при работе в котором обеспечивается выбранный класс шероховатости. Его границы для данных материалов, оказались в пределах N, 3500 - 4000.
После этого производилось точение заготовки с непрерывным измерением N , с Г,КС 3,2 с и при превышении N, значения 4000 осуществляли переход на следующую подачу (с дискретностью 0,05 мм/об., что соответствовало предварительно исследованным стационарным подачам),
После обработки измерялся износ режущего инструмента, шероховатость вдоль всей обработанной поверхности с интервалом 10 мм и рассчитывались площади обработанной поверхности и время работы до износа инструмента по задней поверхности до критического значения (фиг, 2),
Сравнения полученных.значений со стационарным резанием (фиг, 2) показывают повьппение производительности в 1,5 - 2 раза. Формула изобретения
Способ токарной обработки, включающий резание на нормированных
скоростях и последовательное ступенчатое изменение величины подачи, отличающийся тем, что, с целью повьшения качества обрабатываемой поверхности и стойки режущего инстрзгмента, определяют зависимость шероховатости обработанной поверхности от величины износа задней фаски режущего инструмента и устанавливают начальное значение подачи, а в процессе обработки контролируют текущее значение шероховатости с помощью регистрации амплитудного распределения сигналов акустической эмиссии, устанавливая время набора информации из соотношения
п
Г
i-1
ЭКС
п
к.
5
0
где (: ,«с
( п К
время экспозиции; время работы с i-й подачей;
число используемых подач; коэффициент, учитывающий физические свойства обрабатываемого материала и режущего инструмента, и в момент превьппения числа импульсов моды источника трения (инструмент - деталь) переключают подачу на следующую.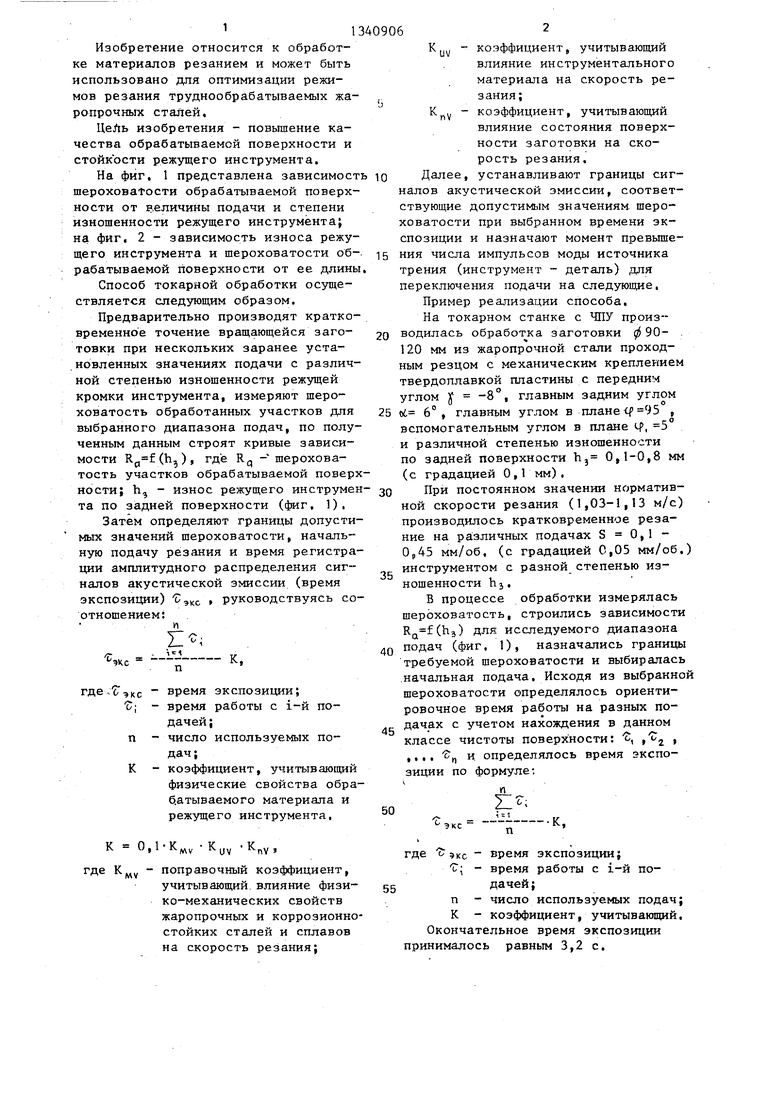
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ микротекстурирования поверхностного слоя керамических пластин электроэрозионной обработкой | 2020 |
|
RU2751606C1 |
| Способ модификации поверхностного слоя режущих пластин из инструментальной керамики, предназначенной для точения никелевых сплавов | 2020 |
|
RU2751608C1 |
| Способ определения износа режущих кромок инструмента | 1991 |
|
SU1817004A1 |
| Способ определения параметров токарных переходов обработки резанием по измерениям показателей точности образца изделия | 2023 |
|
RU2811308C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ДЕТАЛИ ПРИ ОБРАБОТКЕ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2000 |
|
RU2163182C1 |
| Способ получения композиционного износостойкого покрытия на твердосплавном инструменте | 2023 |
|
RU2803180C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОТНОСИТЕЛЬНОЙ СТОЙКОСТИ ЛЕЗВИЙНОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2002 |
|
RU2237548C2 |
| ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211133C1 |
| Способ формирования микротекстур на поверхности режущих пластин из диэлектрических керамик электроэрозионной обработкой | 2022 |
|
RU2801705C1 |
Изобретение относится к обработке материалов резанием и может быть использовано при оптимизации режимов резания труднообрабатываёмьге жаропрочных сталей. Целью изобретения является повышение качества обрабатываемой поверхности и стойкости режущего инструмента. При токарной обработке контрольной заготовки режущим инструментом с различной степенью износа по задней поверхности ,1-0,8 мм, производимой в изме- . няемом ступенчатом диапазоне подач ,1-0,45 мм/об, и на нормированных скоростях резания, определяют границы допустимых значений шероховатости обработанной поверхности и начальную подачу резания, контролируют текущие значения шероховатости посредством регистрации амплитудного распределения сигналов акустической эмиссии, устанавливая время набора информации из соотношений п . n-k, где . - время эк- сп о зиции; t; - время работы с i-й подачей; п - число используемых подач; k - коэффициент, учитывающий физические свойства обрабатываемого материала и режущего инструмента, и назначают момент превышения числа импульсов моды источников трения для переключения подачи на следующие. 2. ил. с (в (Л 00 4 О со о о:
7 /гу,м
(/е i
2OO 3ffO 00 (t/e.2
r.25
5OO
f, Л4
| Подураев В | |||
| Н, Автоматические регулируемые и комбинированные процессы резания, - М.: Машиностроение, 1977, с | |||
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
| Справочник технолога машиностроителя./ Под ред | |||
| Я | |||
| Л | |||
| Гуревич, М.: Машиностроение, т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Автоматический переключатель для пишущих световых вывесок | 1917 |
|
SU262A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Там же, стр | |||
| Железнодорожный снегоочиститель на глубину до трех сажен | 1920 |
|
SU263A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Там же, стр | |||
| Железнодорожный снегоочиститель на глубину до трех сажен | 1920 |
|
SU263A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
