Изобрете1ше относится к техноло- гическому оборудованию и может быть использовано в машиностроении.
Целью изобретения является расширение технологических возможностей за счет возможности сборки широкой Номенклатуры металлических трубок с концевой арматурой.
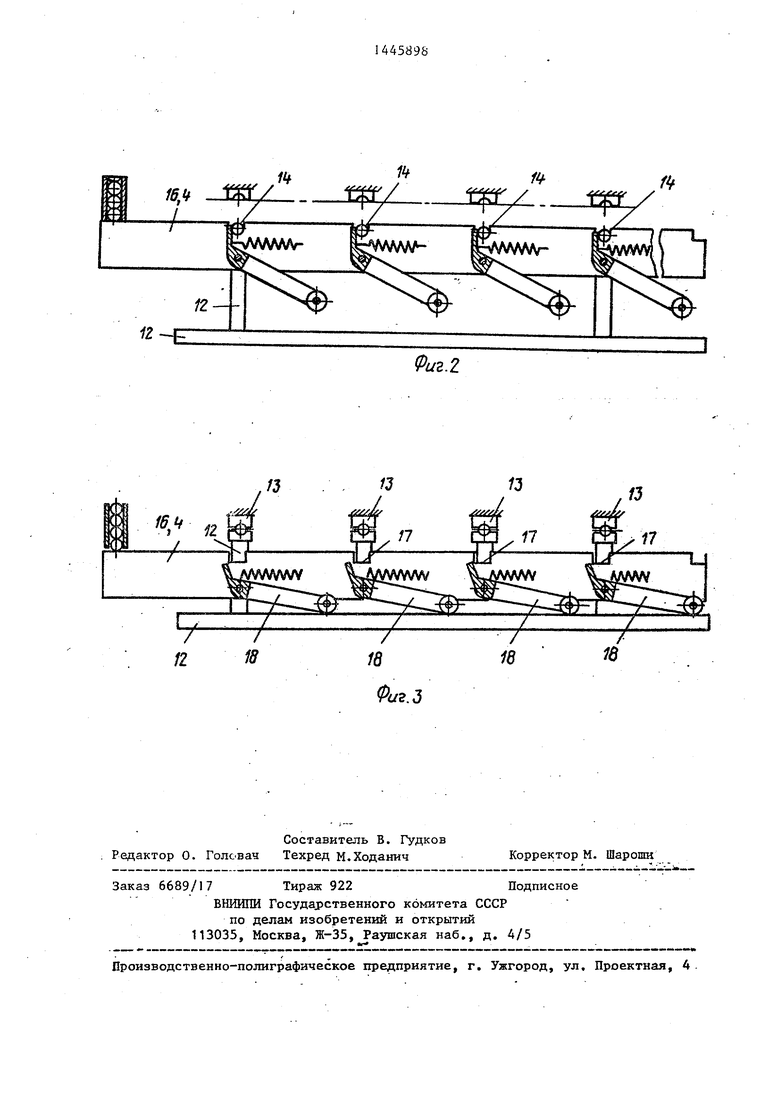
На фиг. 1 показан предлагаемый автомат, общий вид; на фиг. 2 - меха 1ШЗМЫ транспортирования и фиксации трубок в момент транспортирования; на фиг. 3 - то же, в момент фиксации
Автомат для сборки трубок с конце вой арматурой содержит бункер 1 с питателем, 2 и накопителем 3, шаговый конвейер 4 и блоки 5 исполнительных механизмов, распол.оженнЫе по обеим сторонам конвейера 4с Блоки 5 имеют возможность установочных перемещений с помощью механизма 6 и содеря ат механизм 7 осевого позиционирования трубки, механизм 8 обработки фасокs механизм 9 надевания гайки, механизм 10 надевания муфты и мёхаТнизм 11 обжатия муфты. Каждый блок 5 снабжен подъемником 12 и фиксаторами 13 для трубок 14, причем число указанных фиксаторов соответствует числу ис- пол1ште.пьных механизмов в блоке 5. Бункер 1 также снабжен механизмом Г5 установочных перемещений. Шаговый конвейер 4 содержит линейки 16 с ло- жементами 17 и подпружиненньгми фикса торами 18 в виде двуплечих рычагов. Управле1ше работой всех механизмов автомата осуществляется от кулачкового командоаппарата.
Автомат работает следующим образом. .
Из бункера 1 трубки I4 поштучно подаются питателем 2 в накопитель 3. При перемещении линеек 16 конвейера 4 влейо нижняя трубка 14 в копи- теле 3: западает в крайний левый ложемеит 17 и удерживается в нем фиксатором 18. После совершения об
ратного хода конвейера 4 подъемник 12 ходом вверх отжимает все фиксаторы 18, захватывает трубку 14 и прижимает ее к фиксаторам 13. В соответствии с циклограммой работы автомата срабатывают исполнительные механизмы 7-11, и одновременно с этим конвейер 4 вновь совершает ход влево, захватывая из накопителя 3 новую труб- к,у 14. Дале подъемник 12 ходом вниз укладывает трубку 14 в ложементы 17 и освобождает фиксаторы 18, и конвейер 4 ходом вправо-переносит ее на очередную рабочую позицию. Цикл сборки заканчивается после закрепления арматуры на обеих концах трубки 4.. В случае изменения длины- трубок 14 требуемое положение блоков 5 и меха- низмов бунк ера I обеспечивается путем
их перемещения мов .6 и 15.
с помощью механиз
Формула изобрет ения
Автомат дая сборки трубок с концевой арматурой, содерлсащий конвейер, например, в виде линеек, вдоль которого напротив друг друга в технологи- че,ской последовательности размещены загрузочные и исполнительные мехахшз- мы, причем конвейер снабжен тами, а исполнительные механизмы - узлами подъема и фиксации трубок, , отличающийся тем,что, с целью расширения технологических-; возможностей, каждый ложемент снабжен подпружиненш.1м относительно ли-.; нейки поворотным фиксатором в виде Двуплечего рычага, а узлы подъема жестко соединены между собой и имеют возможность взаимодействия с одним из плеч поворотных фиксаторов, кроме
того, исполнительные механизмы с каждой стороны конвейера также жестко соединены между собой и имеют возможность установочного перемещения в направлении, перпендикулярном направлению перемещения конвейера.
16,tf Щ/
п
lit
tyy /
lit
Фиг.г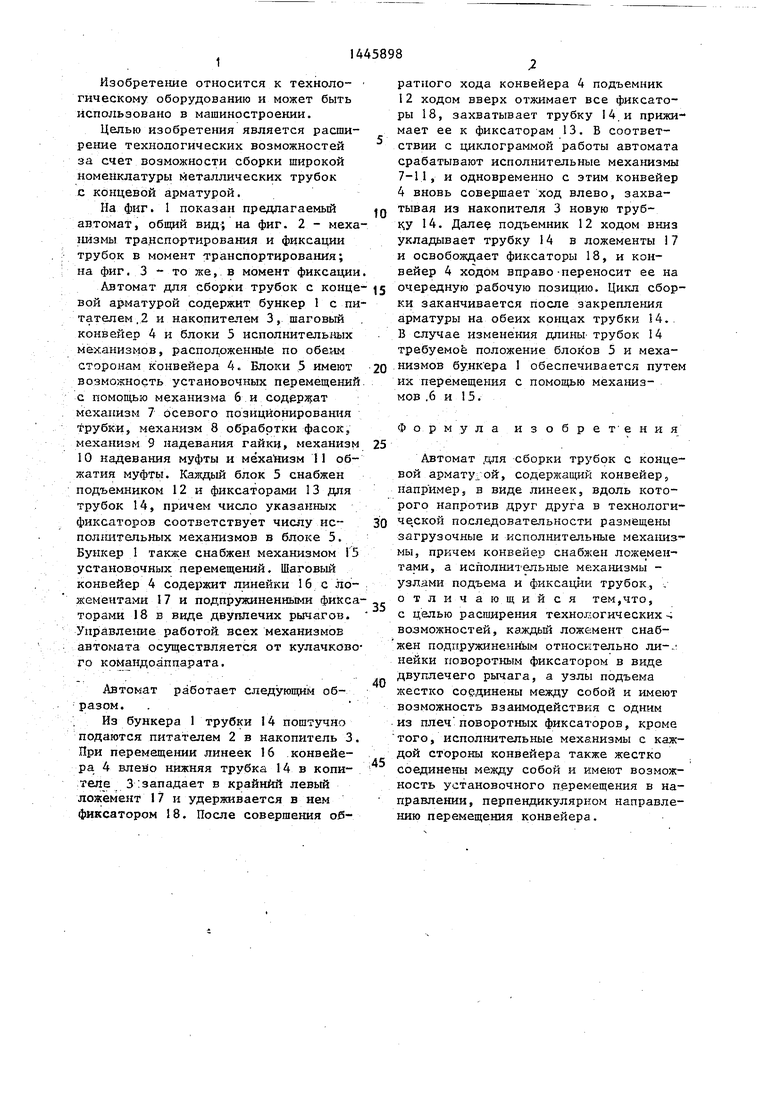
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКС СБОРКИ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ | 2013 |
|
RU2548843C2 |
| Автомат группового снаряжения индикаторных трубок | 1984 |
|
SU1177116A1 |
| Загрузочное устройство роторно-конвейерной машины | 1985 |
|
SU1255262A1 |
| Автомат для сборки карданных шарниров | 1987 |
|
SU1489960A1 |
| Автоматическая роторно-конвейерная линия для сборки медицинской иглы однократного применения | 1990 |
|
SU1775266A1 |
| Стенд для механизированной сборки трубчатых радиаторов | 1949 |
|
SU86486A1 |
| Устройство для сборки-разборки узлов машин | 1980 |
|
SU878482A1 |
| Установка для съема кирпича сСушильНОй ВАгОНЕТКи | 1979 |
|
SU814760A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ АГРЕГАТОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 1992 |
|
RU2067543C1 |
| Автомат для сборки деталей запрессовкой | 1981 |
|
SU1092031A1 |
Изобретанке относится к машиностроению и позволяет расширить технологические Возможности за счет возможности сборки широкой номенклатуры ыетагшических трубок с кольцевой арматурой. Перед началом сборки механизмы бункера 1 и блоки 5 исполнительных механизмов по обеим сторонам конвейера 4 с помощью механизмов 6 и 15 устанавливаются в соответствии о 9 о f с длиной трубок 14, при движении конвейера 4 влево трубка 14 из накопителя 3 западает в ложемент линейки 16, где она удерживается фиксатором 18. Движением вправо линейки 16 конвейера 4 перемещают трубку 14 на шаг, после чего подъемником она захватывается и прижимается к фиксаторам 13. При этом подъемник 12 отжимает все фиксаторы, установленные на каждом ложементе линейки 16. От кулачкового командоаппарата исполнительные механизмы 7-1 получают соответствующие перемещения, осуществляя технологические операции. Одновременно с ними конвейер 4 вновь .совершает ход влево, захватывая очередную трубку 14. После завершения технологической операции трубка 14 подъемником опускается на ложементы линейки пе-. ремещается на следующую позицию, где цикл ее фиксации повторяется. 3 ил. ГЛ s§ pti . -f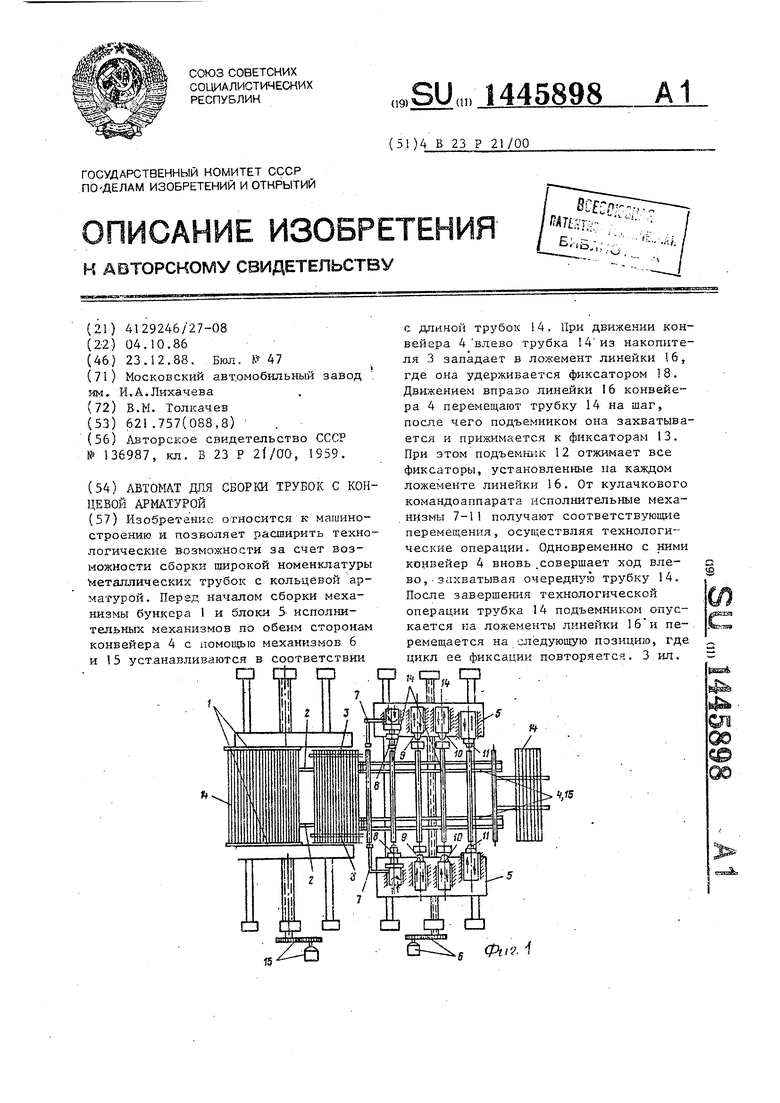
Li
т:
аг.З
| Автоматическая линия сборки шлангов | 1960 |
|
SU136987A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
