Предметом изобретения является станок для сращивания по длине брусковых деревянных деталей и пиломатериалов посредством зубчатого шипа, состоящий из ленточных транспортеров, суппортов и циркульной пилы для раскроя срощенной заготовки на отрезки требуемой длины.
По сравнению с известными описываемый станок имеет преимущество, выражающееся в непрерывности сращивания деталей с определенным заданным усилием, для чего один из суппортов станка выполнен подвижным в горизонтальном направлении, а другой - неподвижным, причем каждый из них снабжен гидравлическими прижимами, фиксирующими положение деталей вместе с лентой транспортера и кроме того, подвижный суппорт имеет реле давления, установленное на линии гидравлического привода суппорта, с целью исключения попадания пропила на место стыка деталей, при раскрое срощенных деталей заготовки, за циркульной пилой, вдоль пути движения заготовки, установлены на определенном расстоянии друг от друга выключатели и упоры на электромагнитах, причем конечный выключатель служит для фиксации места стыка.
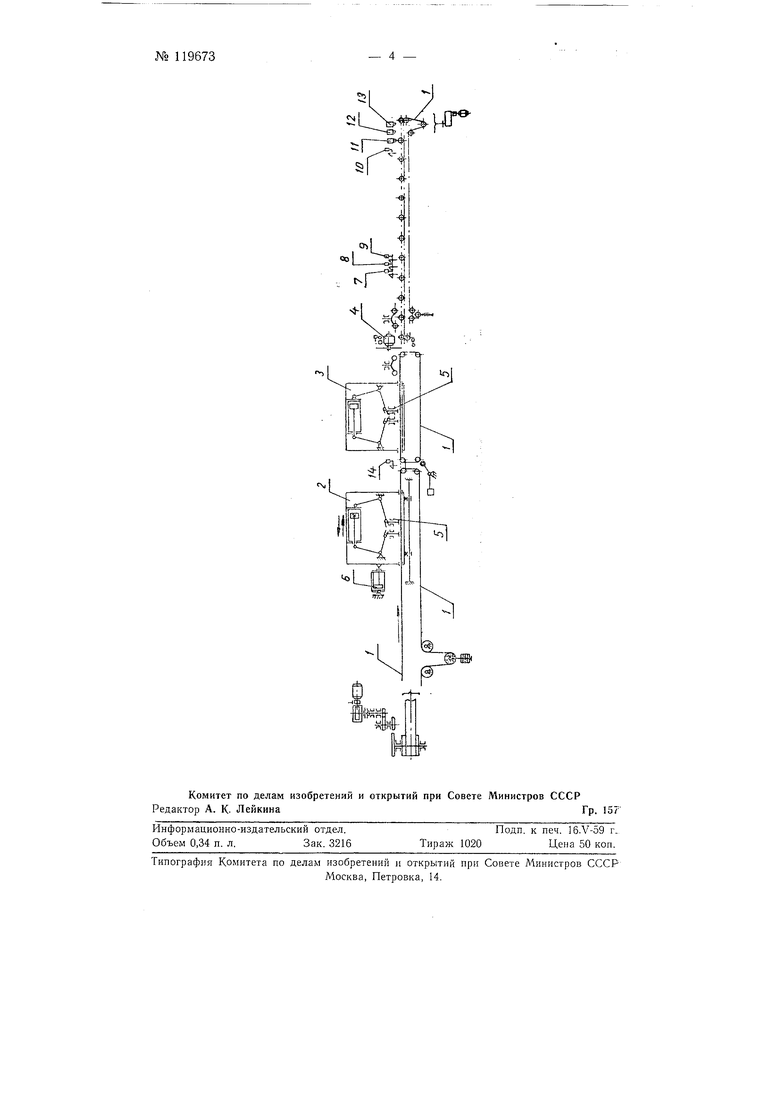
На чертеже изображена схема станка для сращивания по длине брусковых деревянных деталей и пиломатериалов посредством зубчатого шипа.
Станок (СОСТОИТ из ленточных транспортеров / подвижного суппорта 2, неподвижного суппорта 3 и циркульной пилы 4. Каждый из суппортов снабжен гидравлическими пружинами 5 и кроме того подвижный суппорт имеет реле давления, установленное на линии гидравлического привода 6 суппорта 2.
За циркульной пилой, вдоль пути движения заготовки установлены выключатели 7, 5, Р, 10 и упоры 11, 12, 13 на электромагнитах, причем
№ 119673
конечный выключатель 10 служит для фиксации места стыка сращенных деталей. Между супнортами находится выключатель 14.
Сращивание деревянных деталей на описанном станке производится следующим образом. Детали, поступающие для сращивания представляют собой обрезки различной длины. С обоих концов деталей фрезеруется зубчатый шип, идущий вдоль пласта. Рабочий, обслу живающий станок, смазывает шипы клеем па клеенамазывающих вальцах. Затем детали укладываются на ленту, транспортера перед подвижным суппортом так, чтобы между деталями был просвет не менее чем 70-100 ммТранспортер имеет привод с фрикционной муфтой. Деталь на ленте транспортера проходит через подвижный суппорт и поступает на неподвижный суппорт, при этом своим задним концом деталь освобождает выключатель 14, вследствие чего включаются гидравлические прижимы неподвижного суппорта, которые прижимают деталь и ленту этого суппорта к его столу. Таким образом деталь, к которой должна быть наращена последующая деталь, останавливается. Следующая деталь продолжает двигаться пока не нажмет своим передним концом выключатель М, после чего гидроприжимы подвижного суппорта прижимают деталь и транспортерную ленту к столу этого суппорта. Одновременно начнет перемещаться и сам подвижный суппорт вместе с лентой транспортера и находящейся на ней прижатой деталью. Таким образом эта деталь прижмется -к неподвижно закрепленной детали на суппорте 3 и происходит сращивание деталей, причем процесс сращивания идет до тех пор, пока усилие запрессовки не Д01стигнет величины, заданной для данного сечения деталей. Эта величина задается с помощью реле давления, установленного на линии гидравлического привода подвижного суппорта. При достижении заданного давления срабатывают контакты реле, освобождаются па подвижном суппорте и сам он возвращается в исходное положение и на этом цикл сращивания деталей заканчивается. Принцип раскроя срощенной заготовки, например, состоит в следующем. От выключателя 14 на расстоянии равном требуемой длине заготовки, установлен выключатель 8, а по обе стороны от него на расстоянии 75-80 мм установлены выключатели 7 и 5. От пилы, на расстоянии длины требуемой заготовки, находится упор 11 на магните, а несколько дальше упоры 12 и 13.
При своем движении срощенная заготовка своим передним торцом последовательно отклоняет выключатели 7, 8, 9, причем выключатель 14 остается все время нажатым. Это указывает на то, чтО, в месте будущего пропила, а также на расстоянии 70-80 мм от пего в обе стороны стыка нет. В таком случае заготовка, проходя дальше, нажимает своим передним торцом на конечный выключатель 10, после чего срабатывает упор 11 на электромагните, а заготовка доходит до него и останавливается, при этом происходит пиление срощенной заготовки. По окончании пиления, пила возвращается в исходное положение, а части раскроенной заготовки удаляются транспортером.
Предмет изобретения
1. Станок для сращивания по длине брусковых деревянных деталей и пиломатериалов посредством зубчатого шипа, состоящий из ленточных транспортеров, суппортов и циркульной пилы для раскроя срощенной заготовки на отрезки требуемой длины, отличающийся тем, что, с целью непрерывности сращивания деталей с определенным заданным усилием, один из суппортов выполнен подвижным в горизонтальном направлении, а другой - неподвижным, причем каждый из них снабжен
гидравлическими прижимами, фиксирующими положение деталей вместе с лептой транспортера и кроме того, подвижный суппорт имеет реле давления, установленное на линии гидравлического привода суппорта.
2. Форма выполнения станка по п. 1, отличающаяся тем, что, с целью исключения попадания пропила на место стыка деталей, при раскрое срощенных деталей заготовки, за циркульной пилой, вдоль пути .движения заготовки, установлены на определенном расстоянии друг от друга выключатели и упоры на электромагнитах, причем конечный выключатель служит для фиксации места стыка.
№ 119673
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления щитовых деталей | 1986 |
|
SU1445962A1 |
| Агрегат для изготовления гнуто-пропильных деталей мебели | 1957 |
|
SU109496A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СТОЛЯРНЫХ ЩИТОВ | 1973 |
|
SU393088A1 |
| Линия изготовления заготовок из пиломатериалов для клееных конструкций | 1983 |
|
SU1142289A1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| Станок для шипового соединения древесных материалов | 1979 |
|
SU882750A1 |
| Устройство для обработки торцовКРуглыХ дЕТАлЕй МЕбЕли | 1979 |
|
SU818866A1 |
| Автоматическая поточная линия сращивания пиломатериалов по длине | 1989 |
|
SU1678611A1 |
| УСТРОЙСТВО для РАСКРОЯ БЕЗДЕФЕКТНЫХ ДЕРЕВЯННЫХ ДЕТАЛЕЙ НА ЗАГОТОВКИ ДЛЯ ШПУЛЬ | 1964 |
|
SU163743A1 |
| Шипорезный двухсторонний станок | 1981 |
|
SU933459A1 |
,-Р
tN,